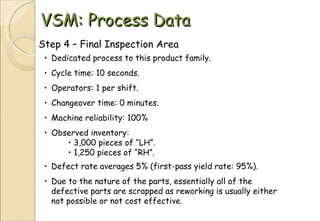
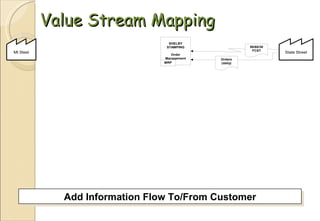
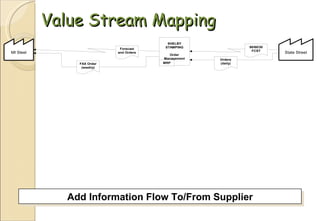
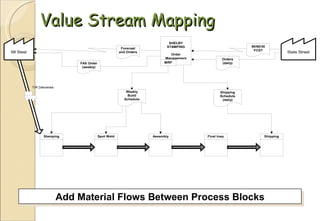
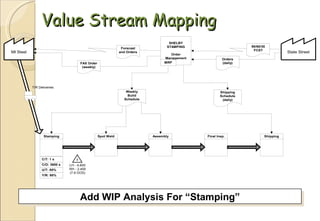
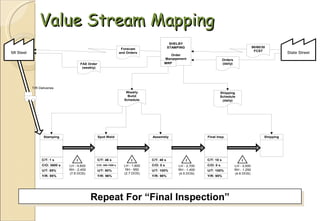
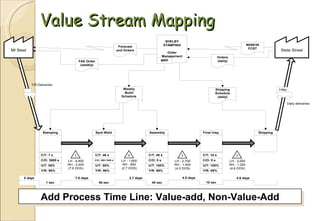
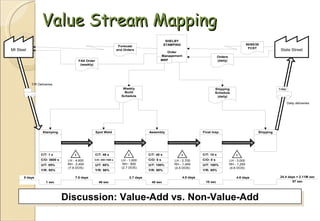
The document provides an overview of value stream mapping (VSM). It discusses how VSM is used to visualize the flow of materials and information through a process in order to identify waste. Key aspects covered include the nine types of waste, guidelines for creating current and future state maps, and calculating process cycle efficiency. The document then provides sample data to map the current state of a value stream for a manufacturing company.