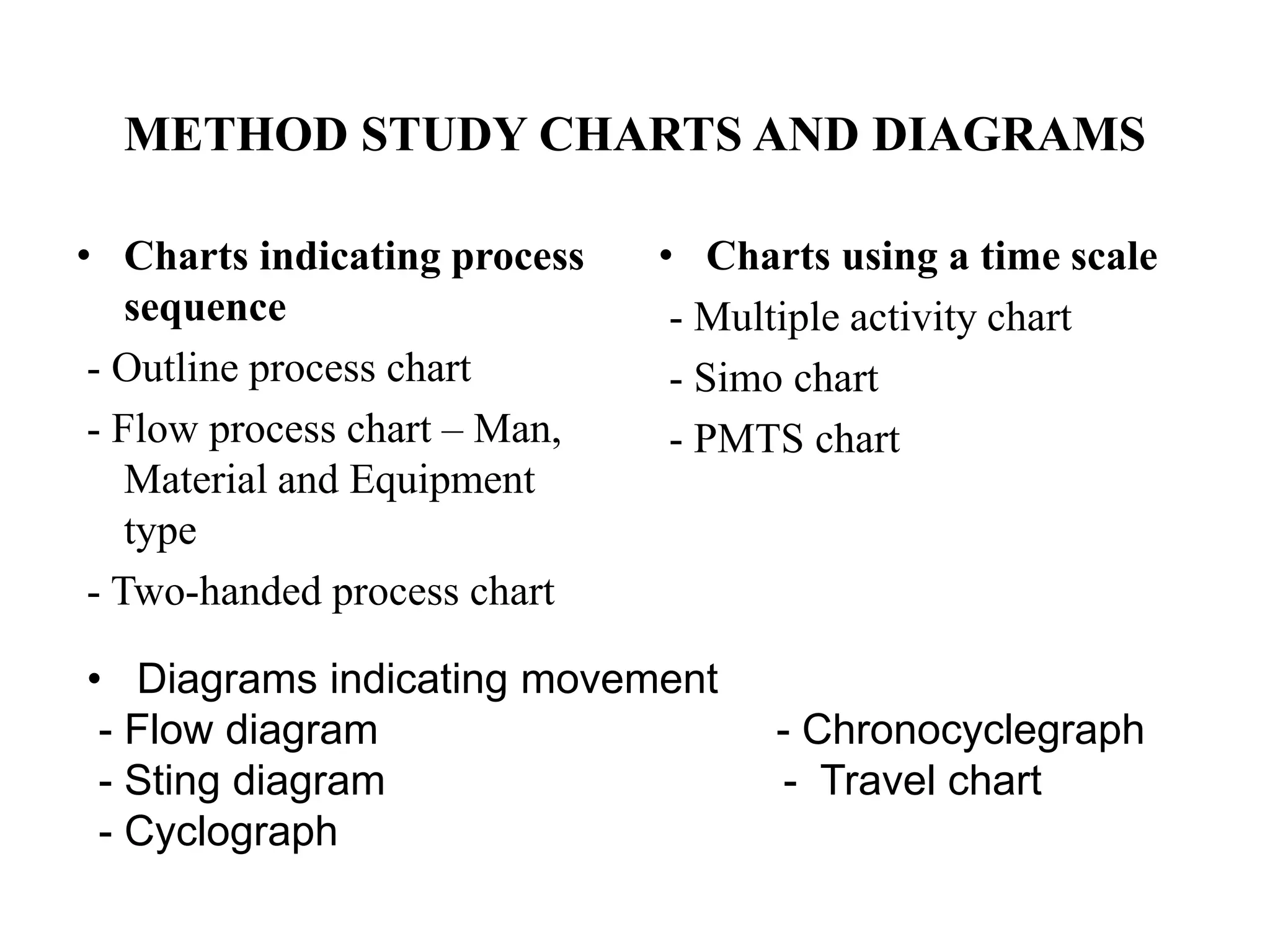
Work study involves the systematic analysis of work processes with the goal of improving efficiency and reducing costs. It examines how work is done in order to find the best and most efficient use of resources like people, materials, equipment and time. The main techniques used in work study are method study and work measurement. Method study involves analyzing existing and proposed work methods to develop easier and more effective processes, while work measurement establishes the time required to complete a specified job using the improved method. Process charts, flow diagrams and other tools are used to record and analyze work methods as part of work study. The overall aim is to simplify work and set performance standards to increase productivity.