Download to read offline









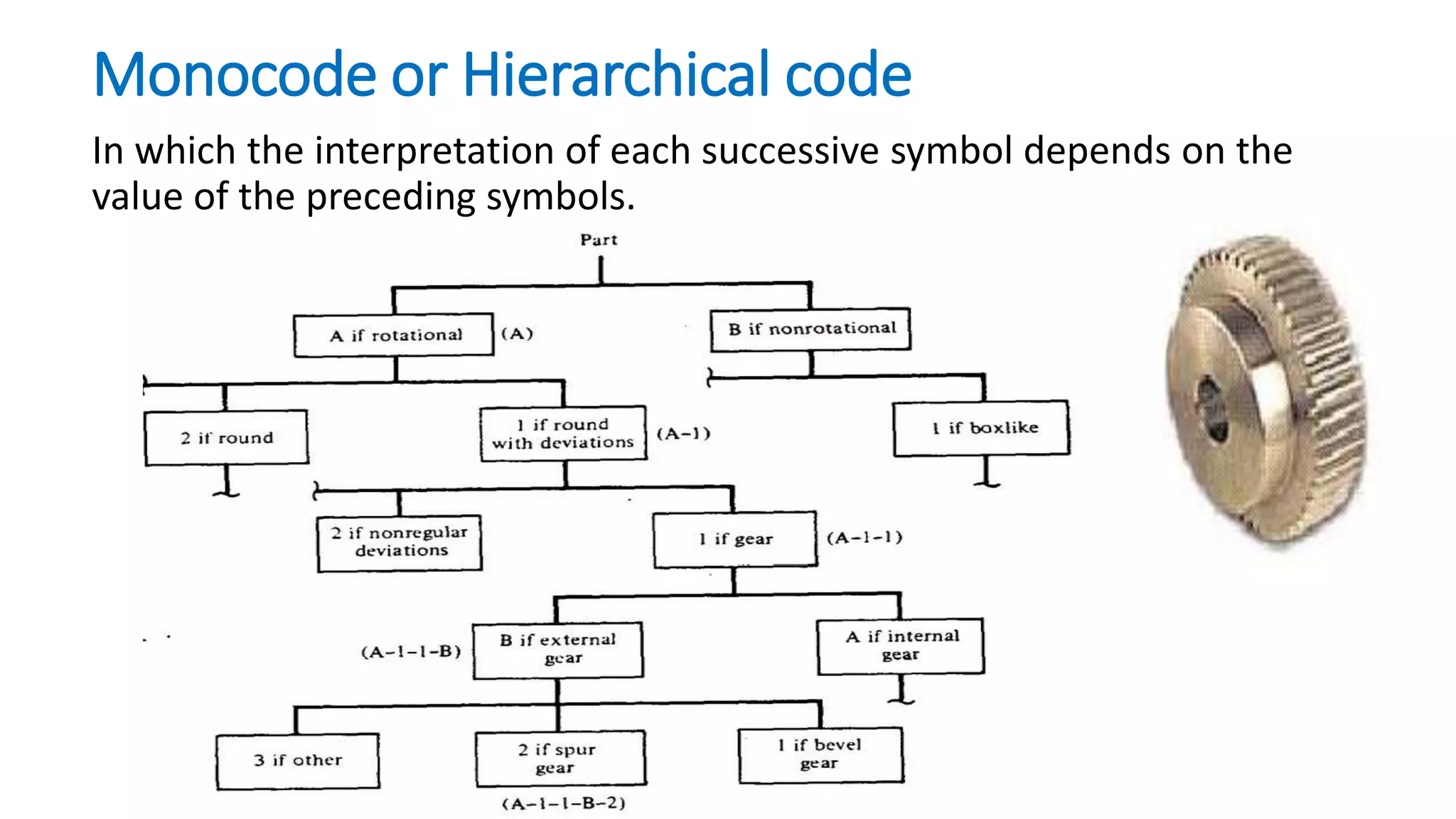




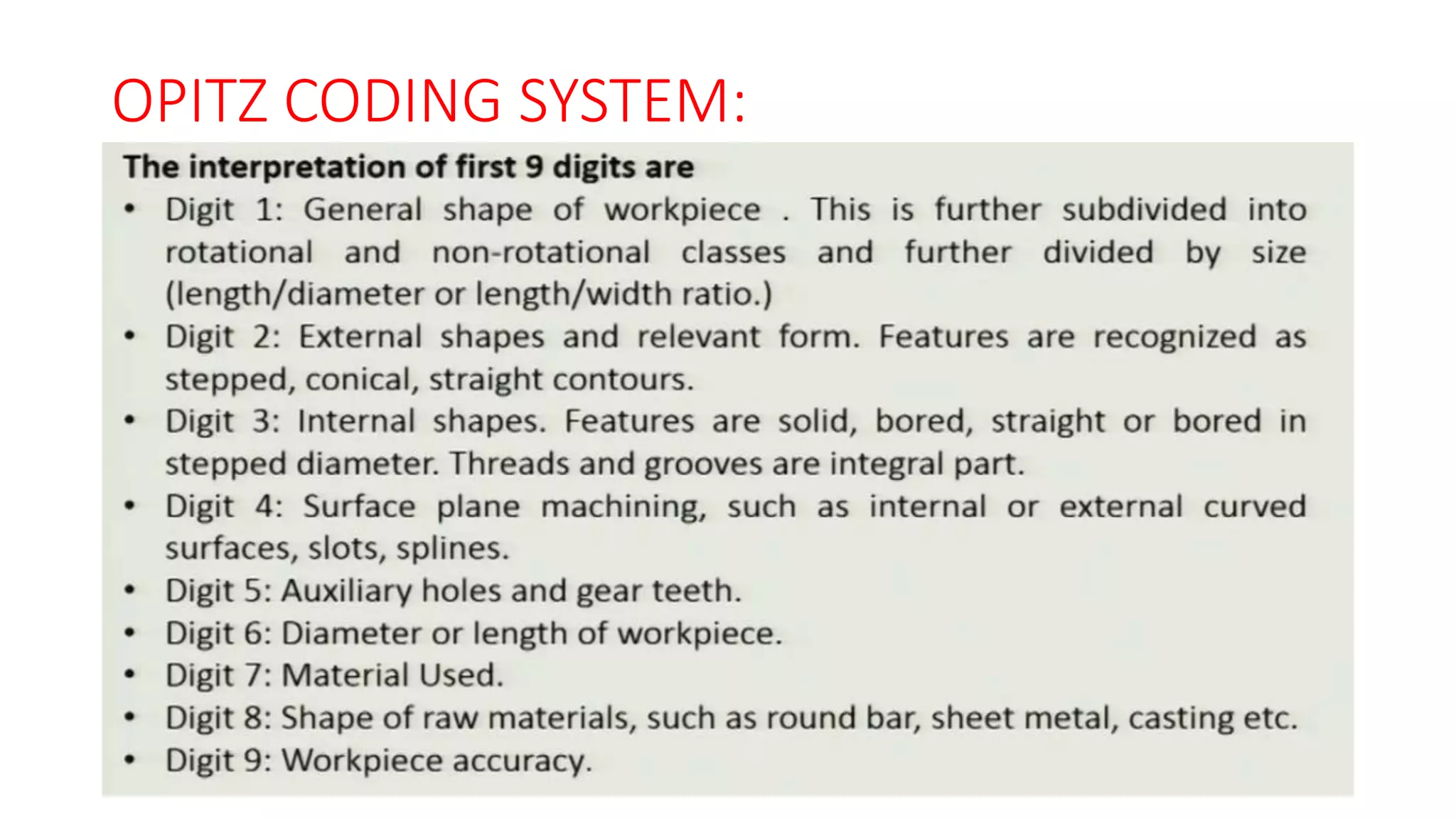









Group Technology (GT) is a manufacturing philosophy that identifies and groups similar parts to utilize design and production efficiencies, employing methods like visual inspection, parts classification and coding, and production flow analysis for part family grouping. The Opitz coding system, a hybrid classification system, categorizes parts based on design and manufacturing attributes, using a structured code to facilitate identification. Cellular manufacturing, a key application of GT, aims to optimize production by aggregating machines into cells dedicated to specific part families, resulting in benefits like reduced lead times and improved quality.























































































