Downloaded 11 times




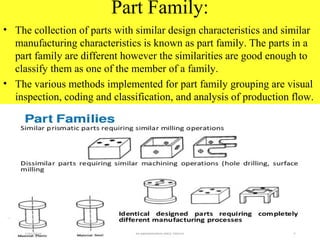


This document discusses Group Technology (GT), which is a manufacturing methodology where similar parts are grouped into families based on their design and manufacturing characteristics. The key aspects covered include: - GT aims to identify and group similar parts that can be processed together efficiently to reduce setup times and costs. - Parts are classified into families and production machines are arranged into cells dedicated to producing one or more part families. - Implementing GT involves tasks like developing coding systems to classify parts, identifying part families, and rearranging machines into production cells. - Benefits of GT include reduced lead times, setup times, inventory levels, and costs through specialized production of groups of similar parts.










































](https://cdn.slidesharecdn.com/ss_thumbnails/grouptechnology11-160514105208-thumbnail.jpg?width=640&height=640&fit=bounds)
























