Downloaded 2,681 times
![Machine Shop Technology A Presentation by S.Krishnamorthy, IRSME (Retd) For Polytechnic College students of Tamil Nadu [email_address]](https://image.slidesharecdn.com/sk-mst-unit-4-gear-making-110312235642-phpapp02/75/Gear-Cutting-Presentation-for-Polytechnic-College-Students-of-India-1-2048.jpg)













This presentation discusses machine shop technology focusing on gear manufacturing practices, including the forming and generating of involute tooth gears. It details the processes of indexing, types of dividing heads, and the methods used for machining gears, highlighting the use of various cutting tools and techniques. Additionally, it outlines procedures for milling spur, helical, and bevel gears, and emphasizes the importance of accurate tooth proportions and indexing calculations in gear production.
Presentation on machine shop technology focusing on gear manufacturing methods.
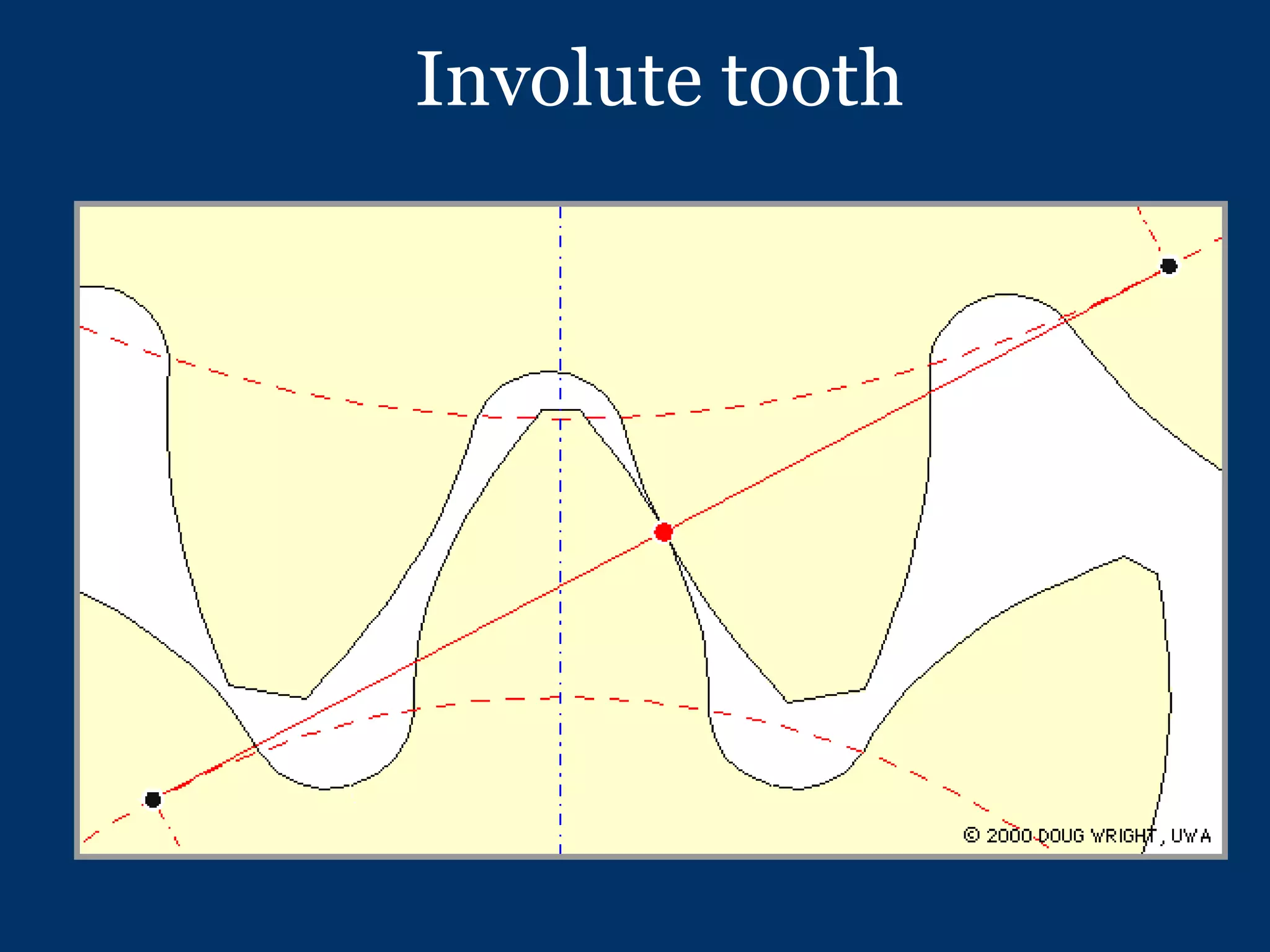
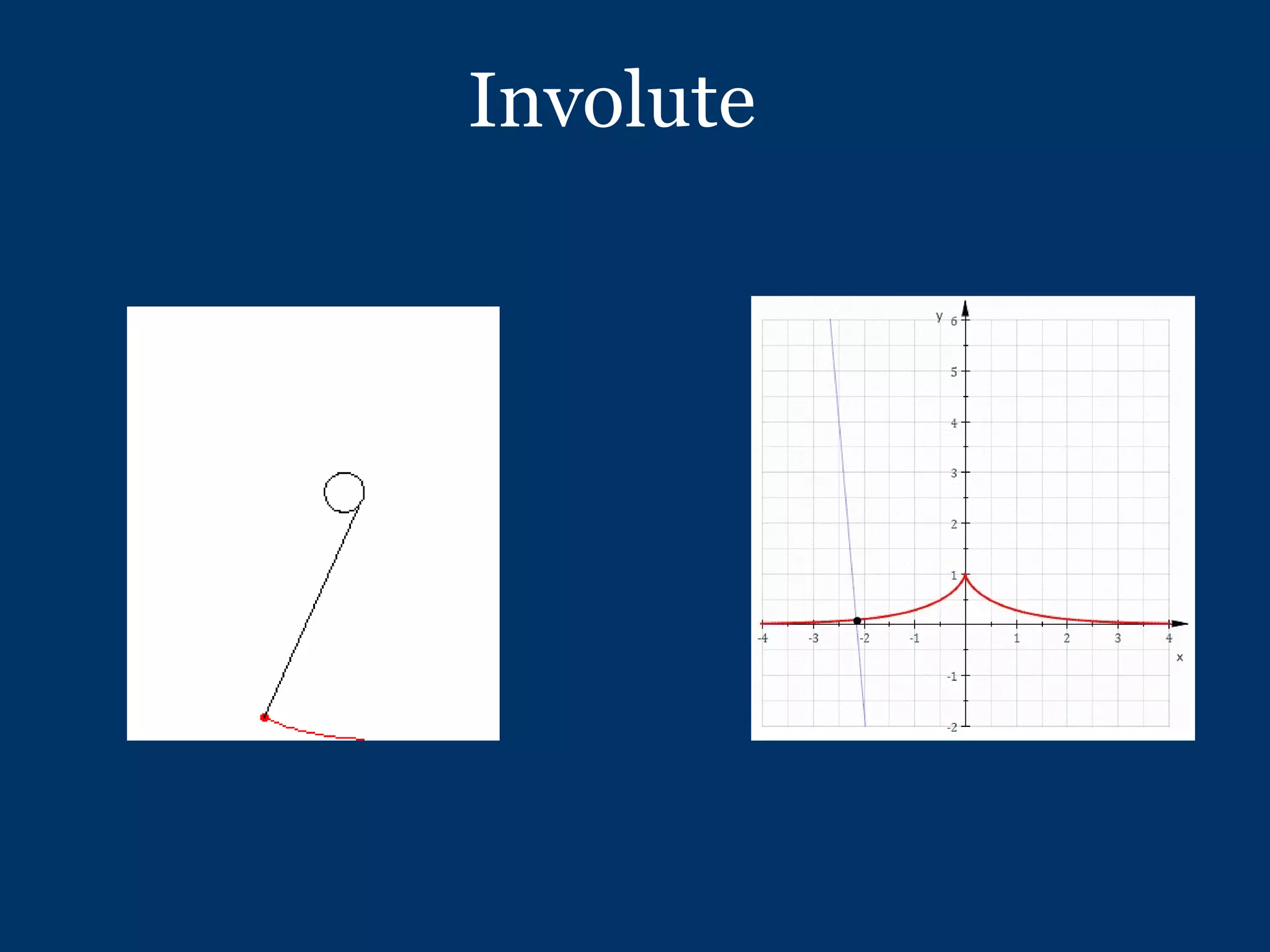
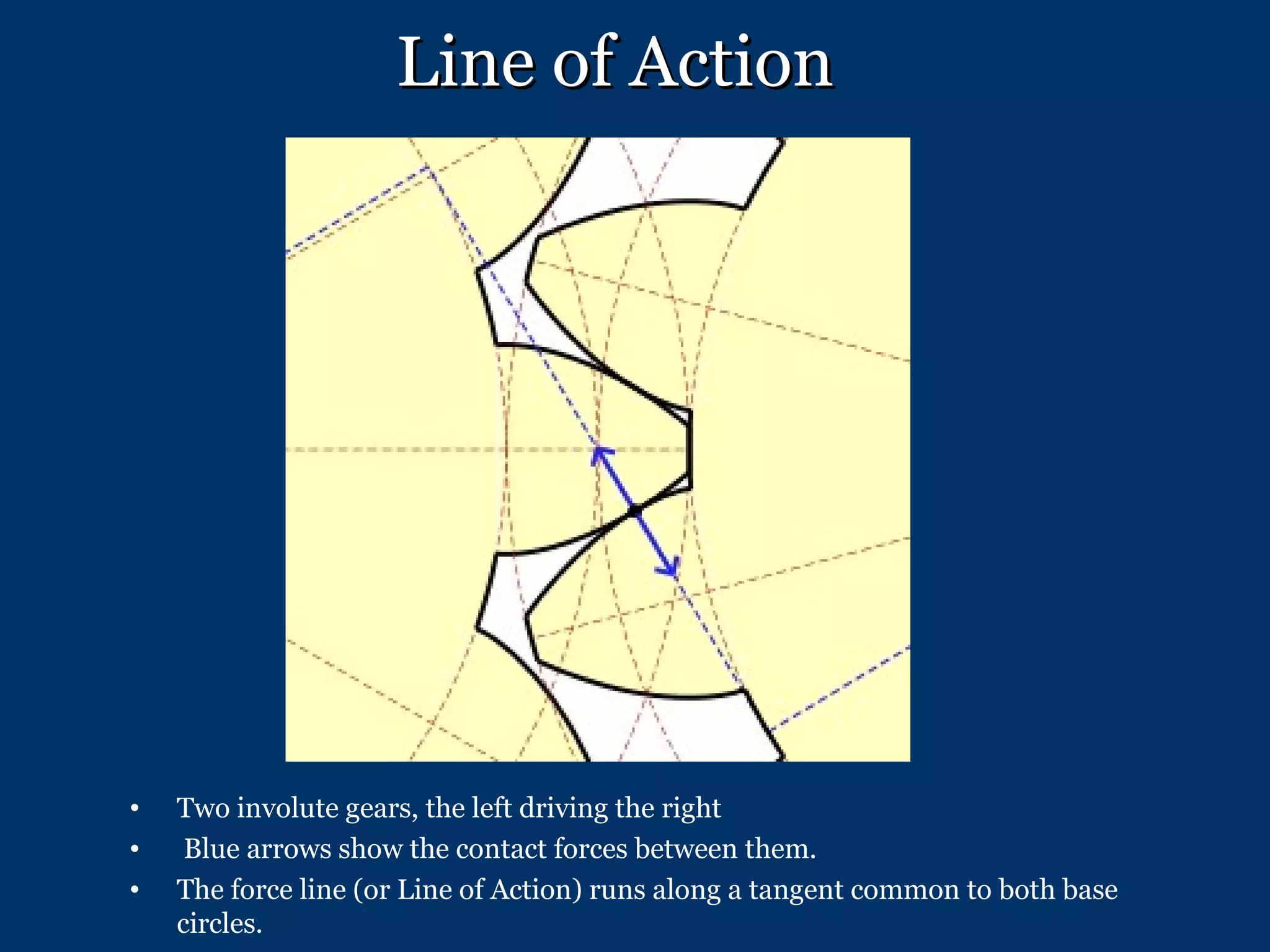
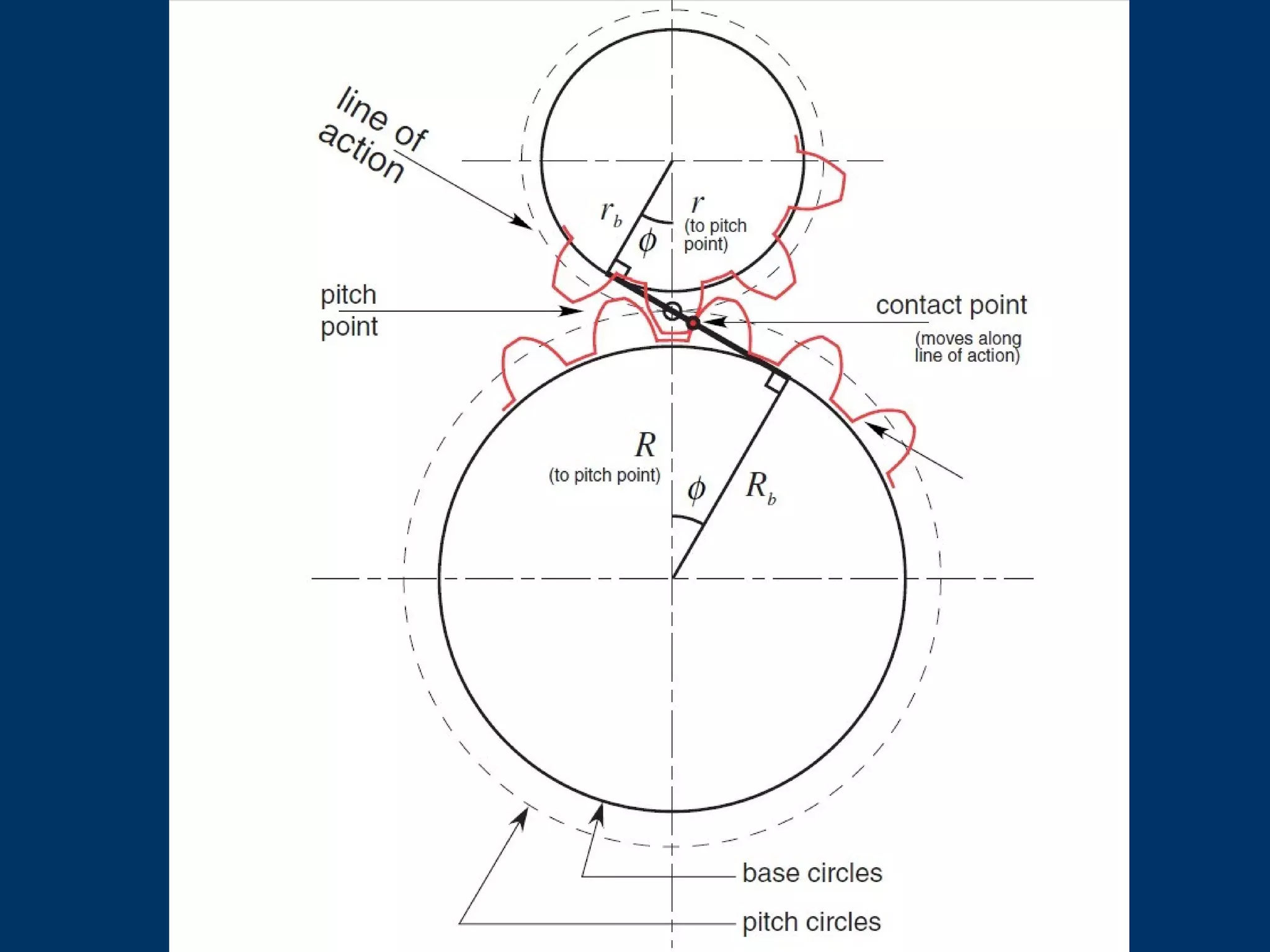
Explains the concept of involute tooth profile essential for gear design.
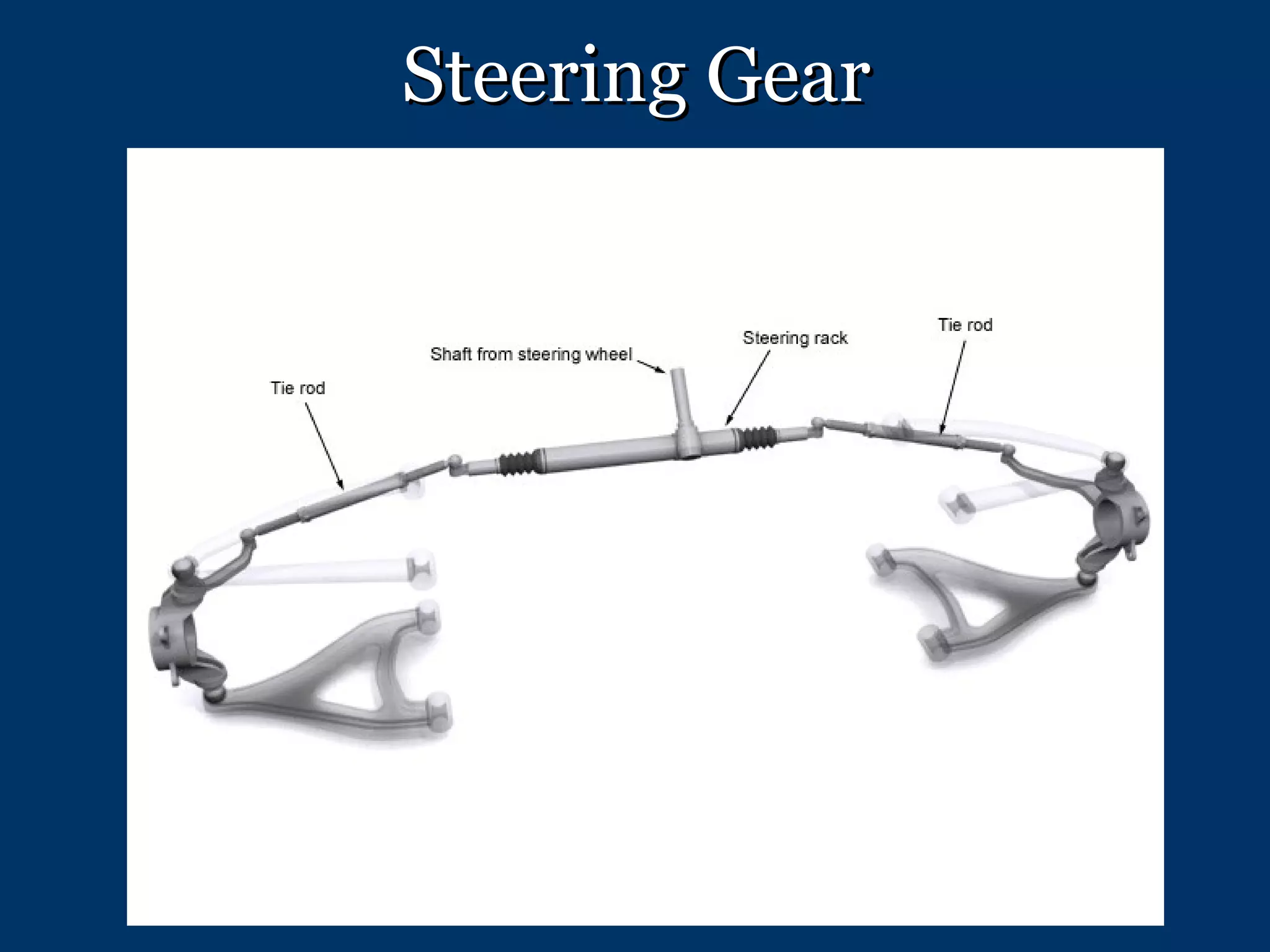
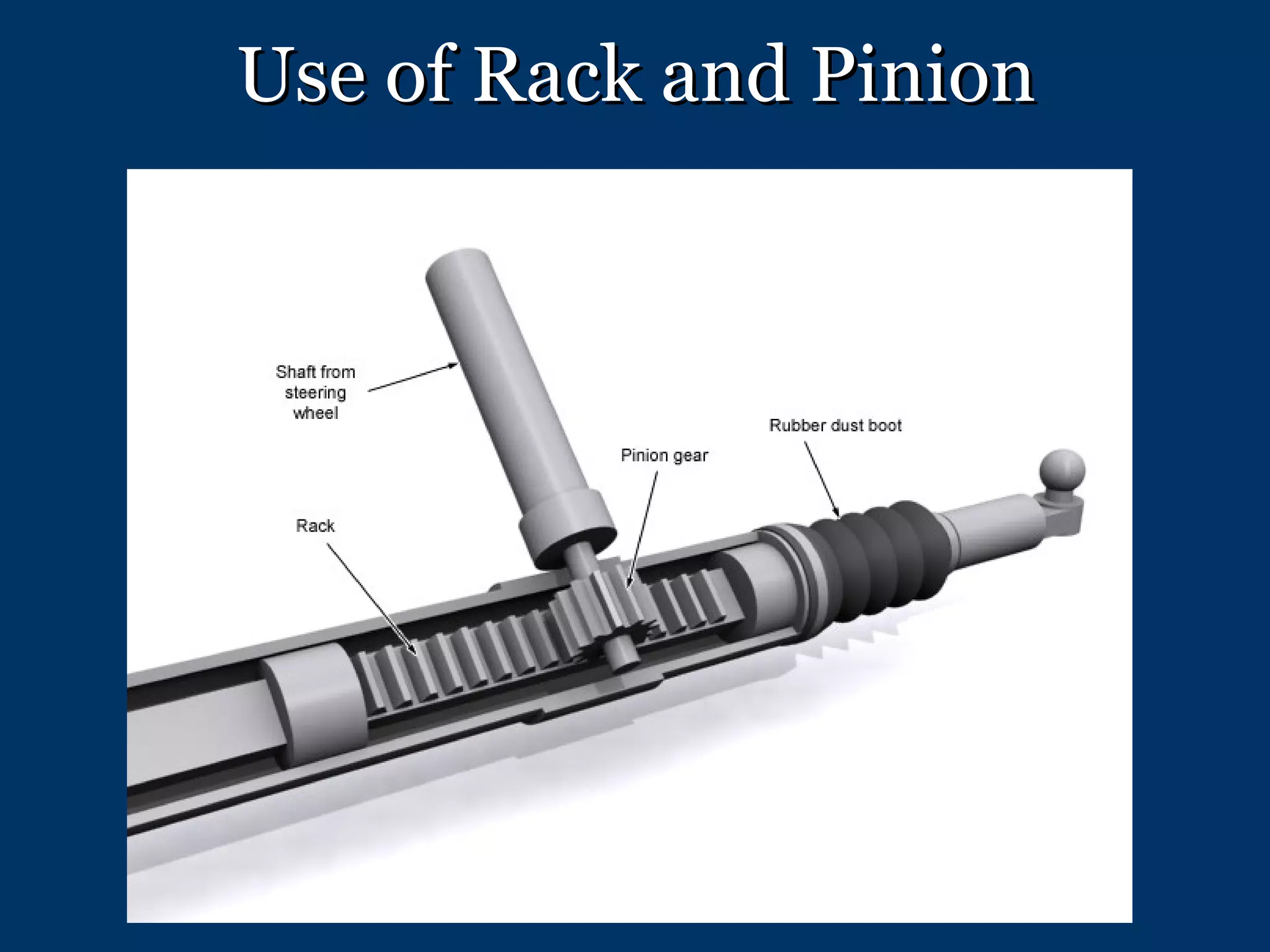
Discussion on steering gears and the use of rack and pinion systems.
Overview of various gear manufacturing processes including casting and machining.
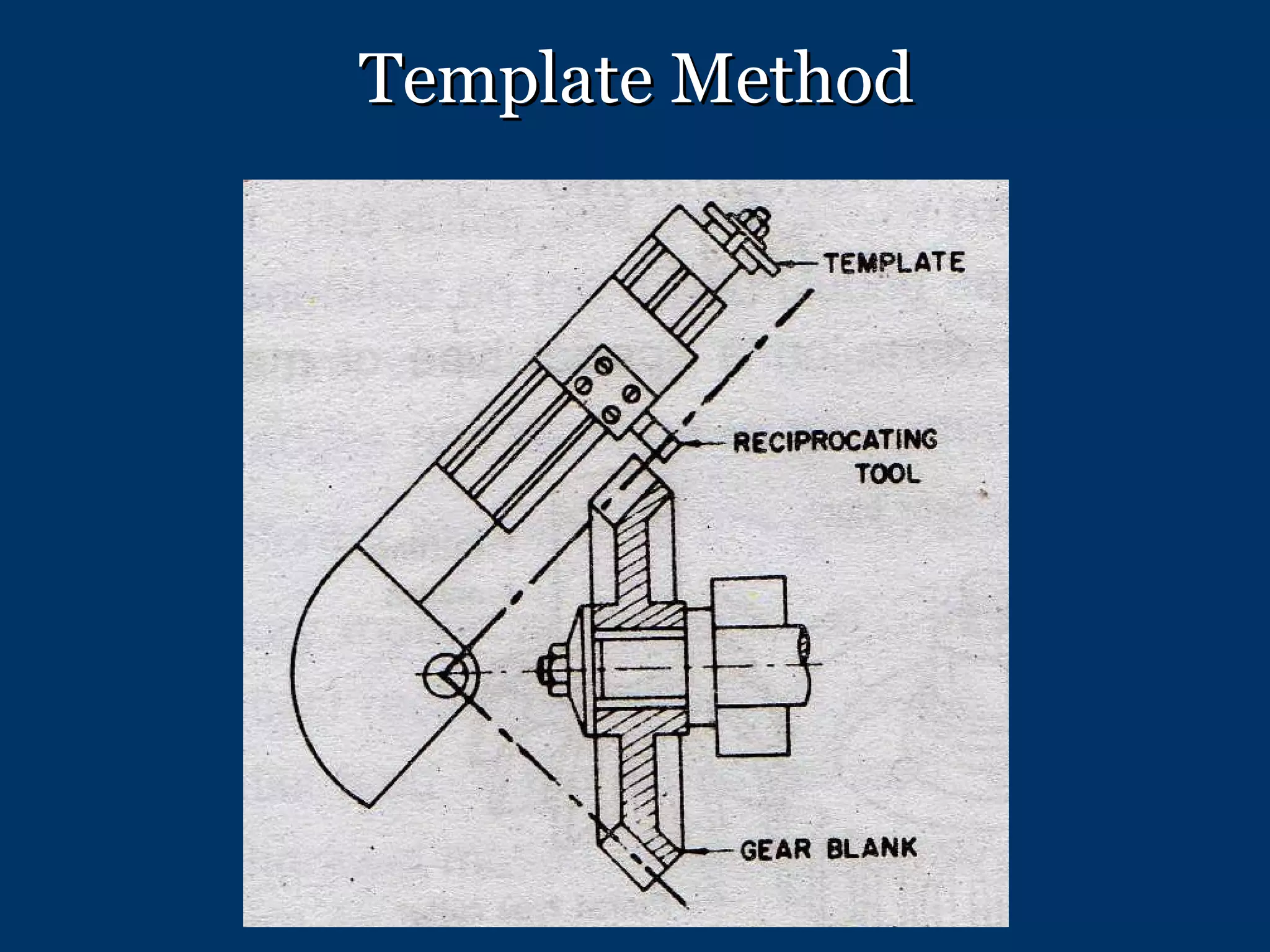
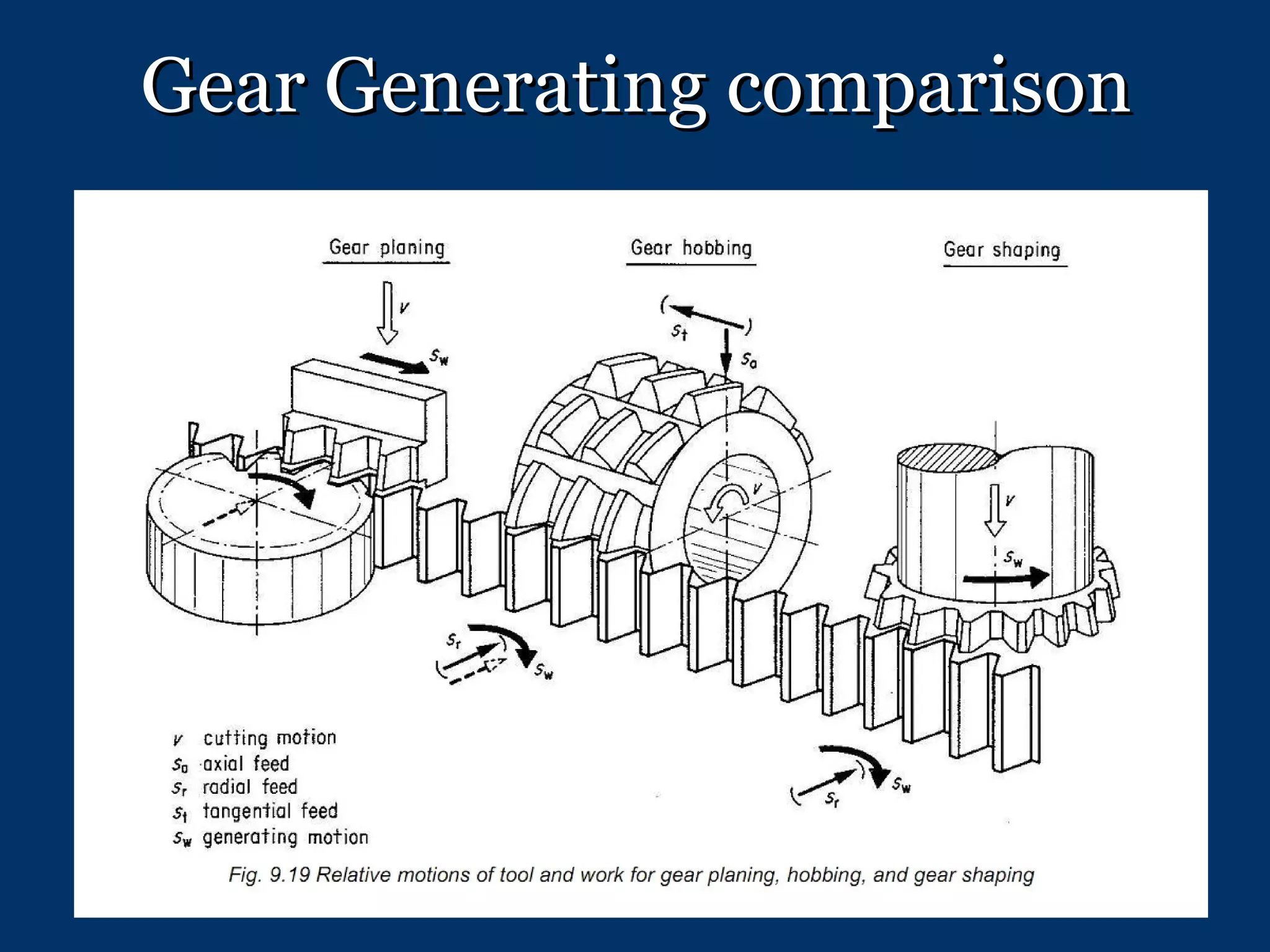
Details about forming and generating methods for machining gears.
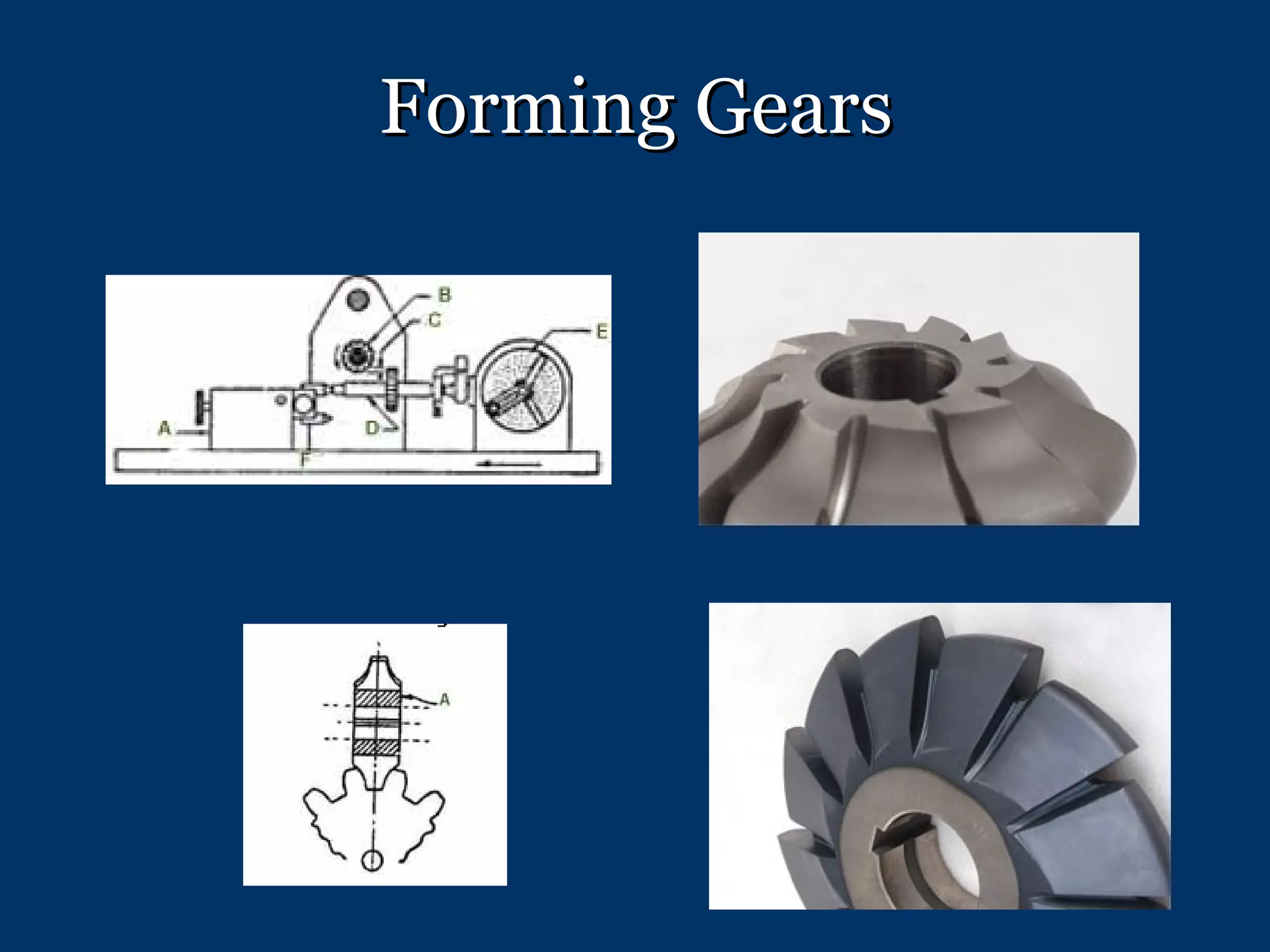
Describes techniques for forming gears, including the role of dividing heads.
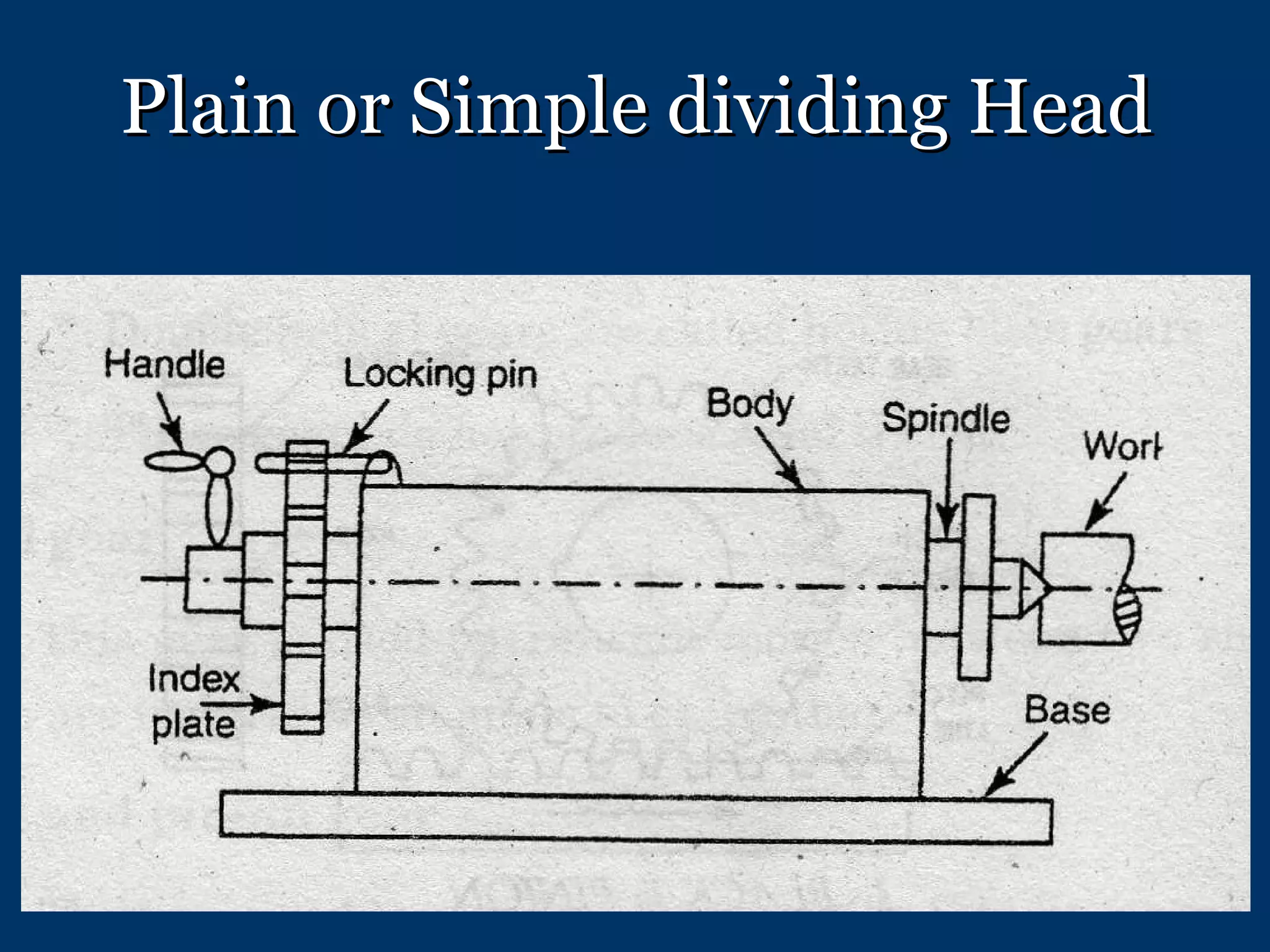
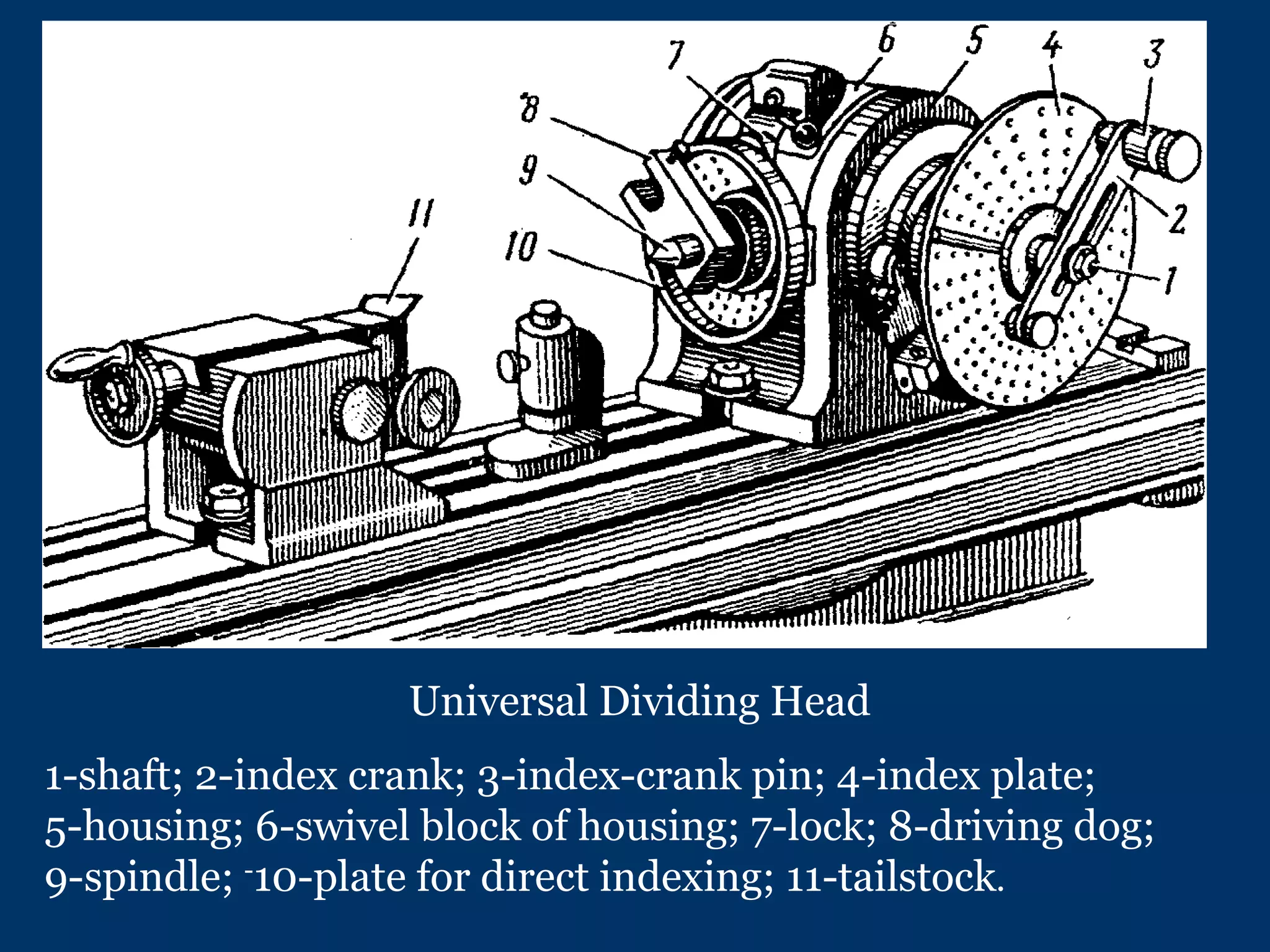
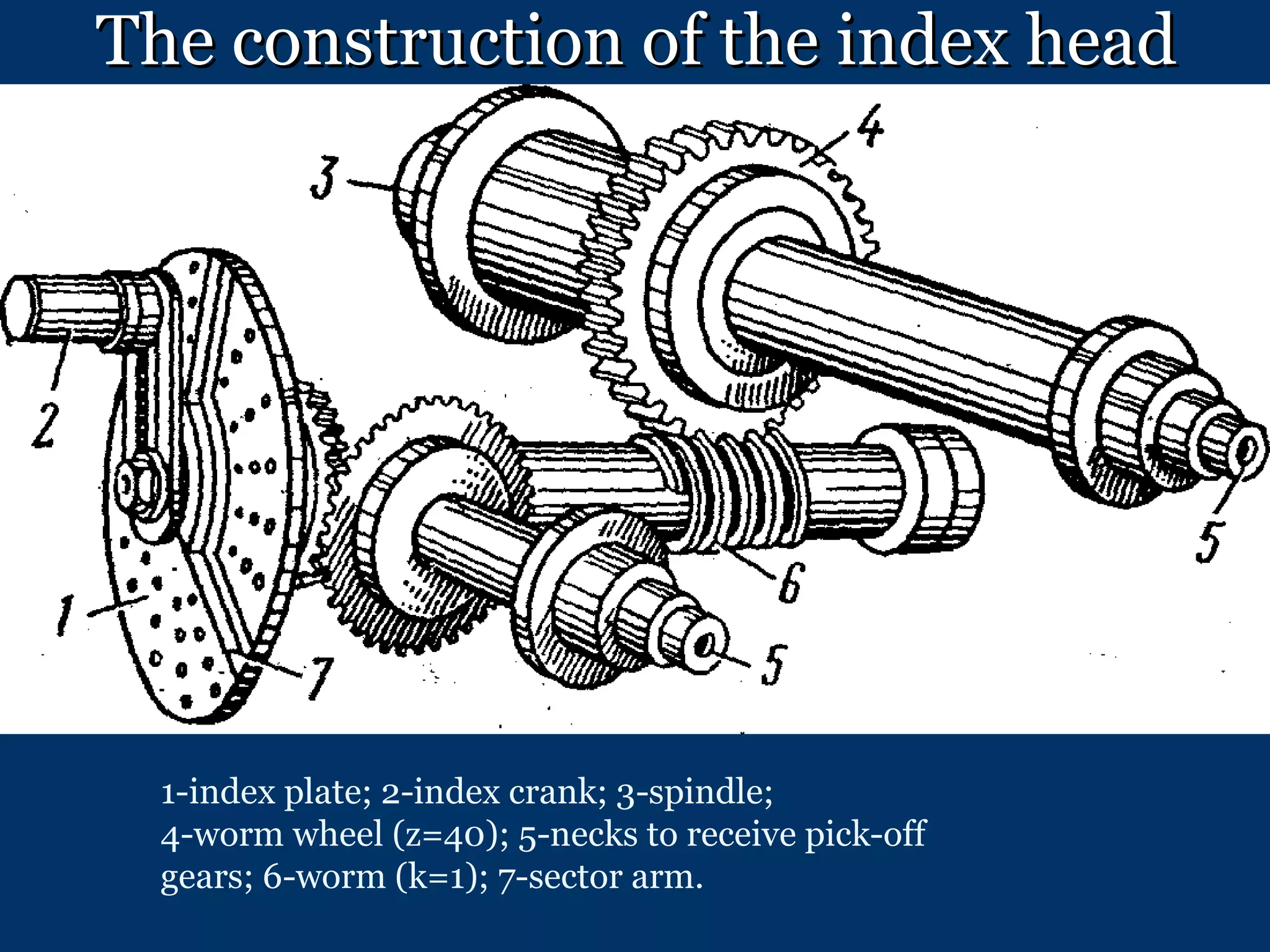
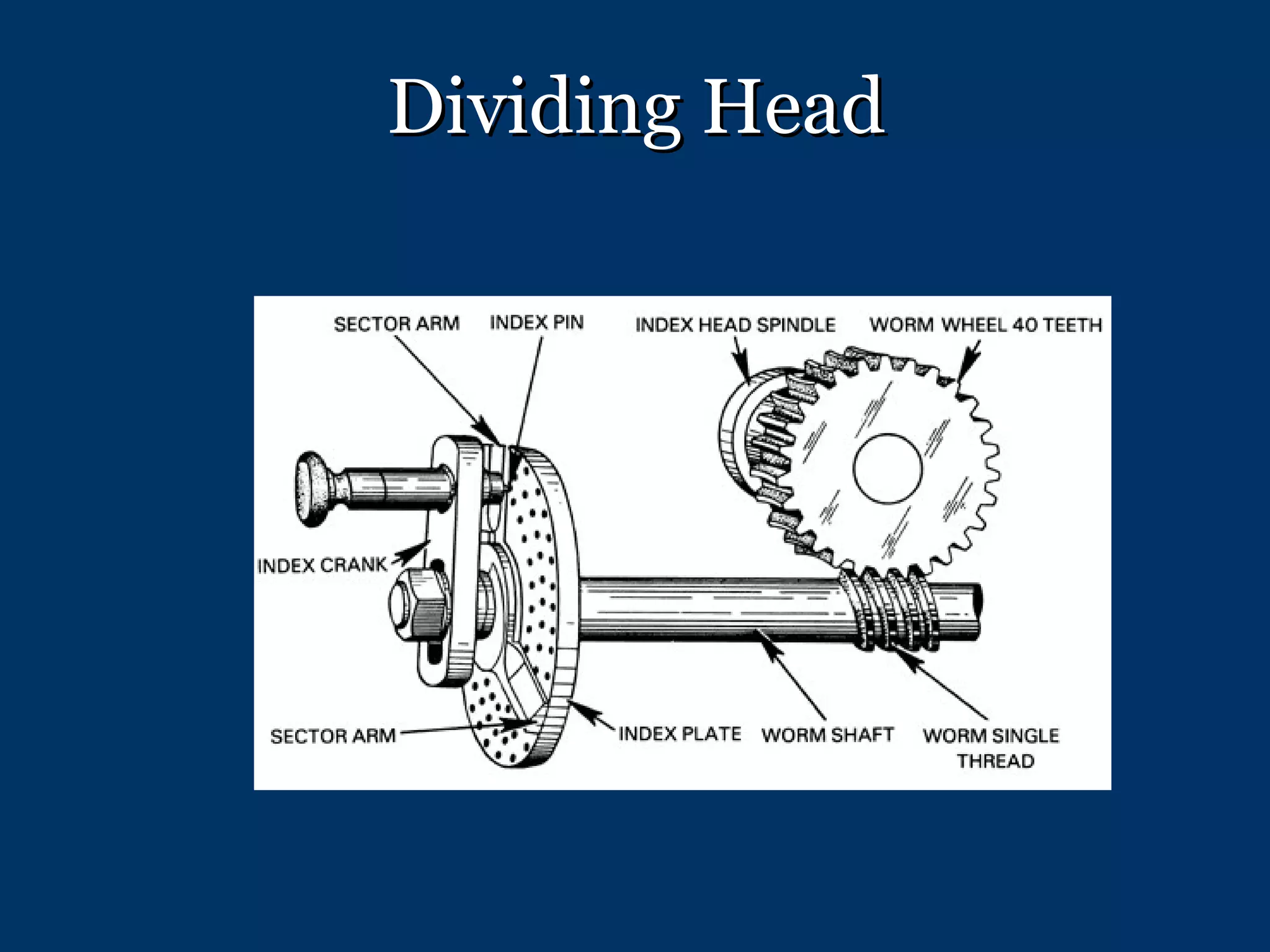
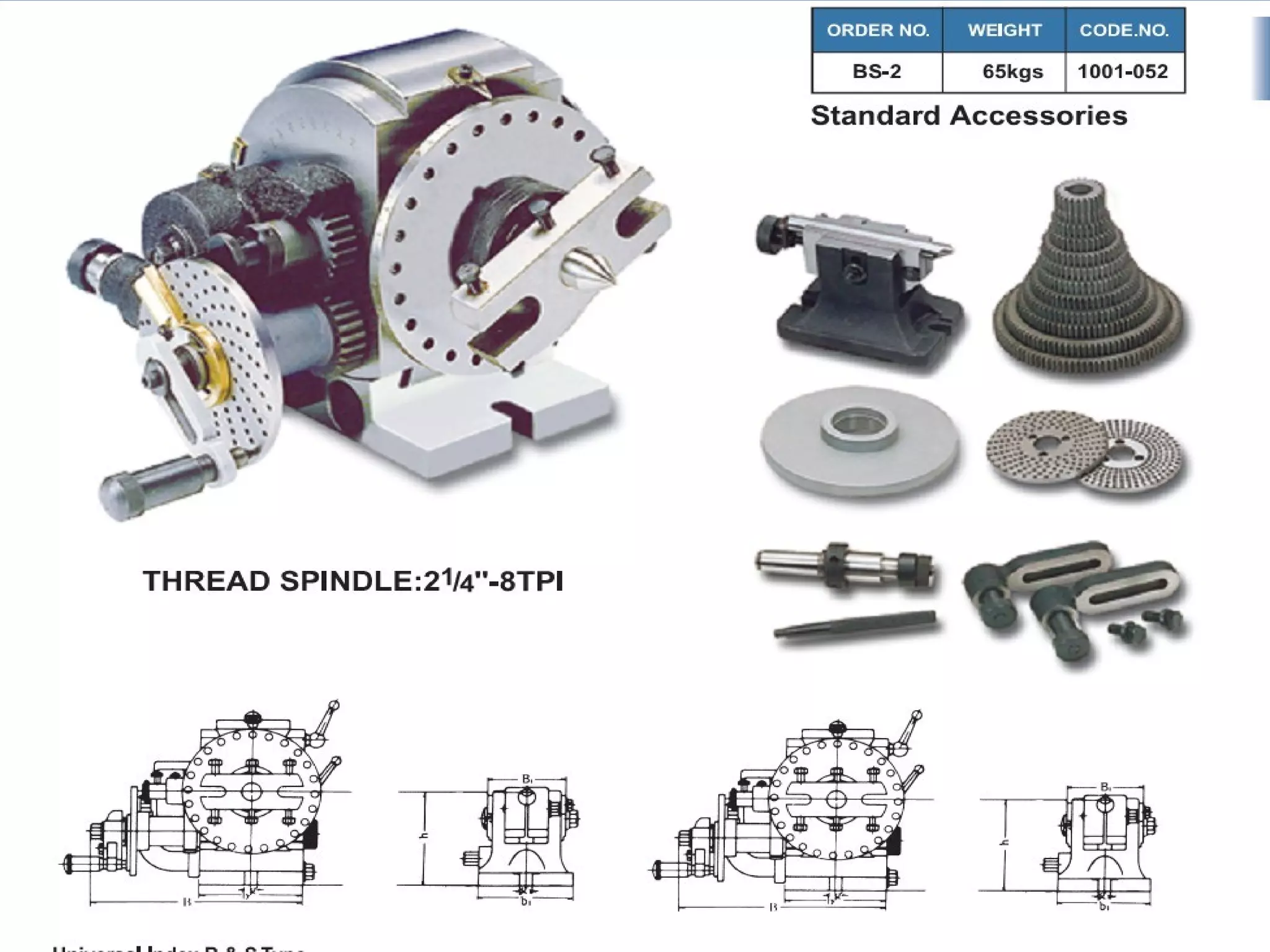
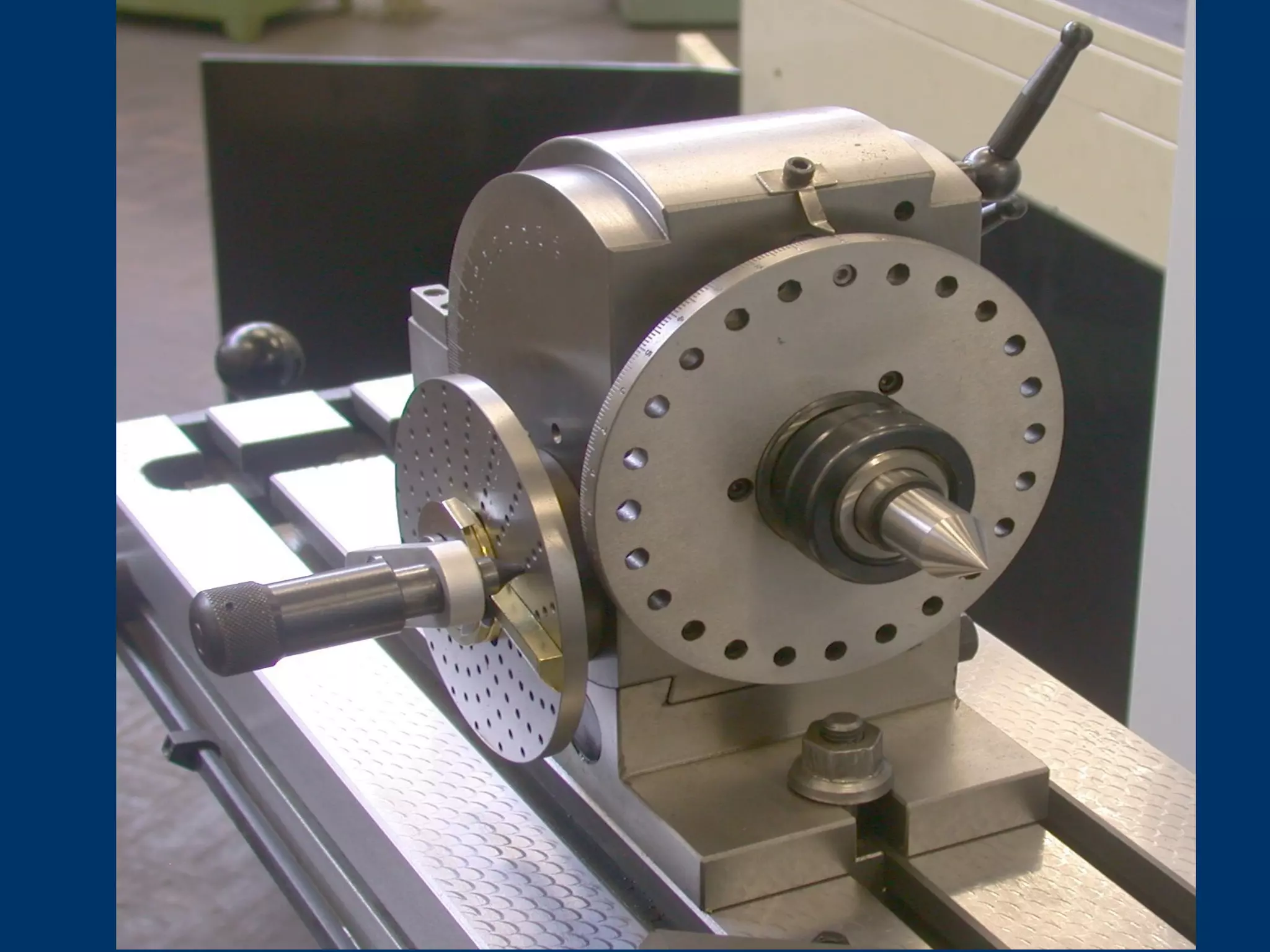
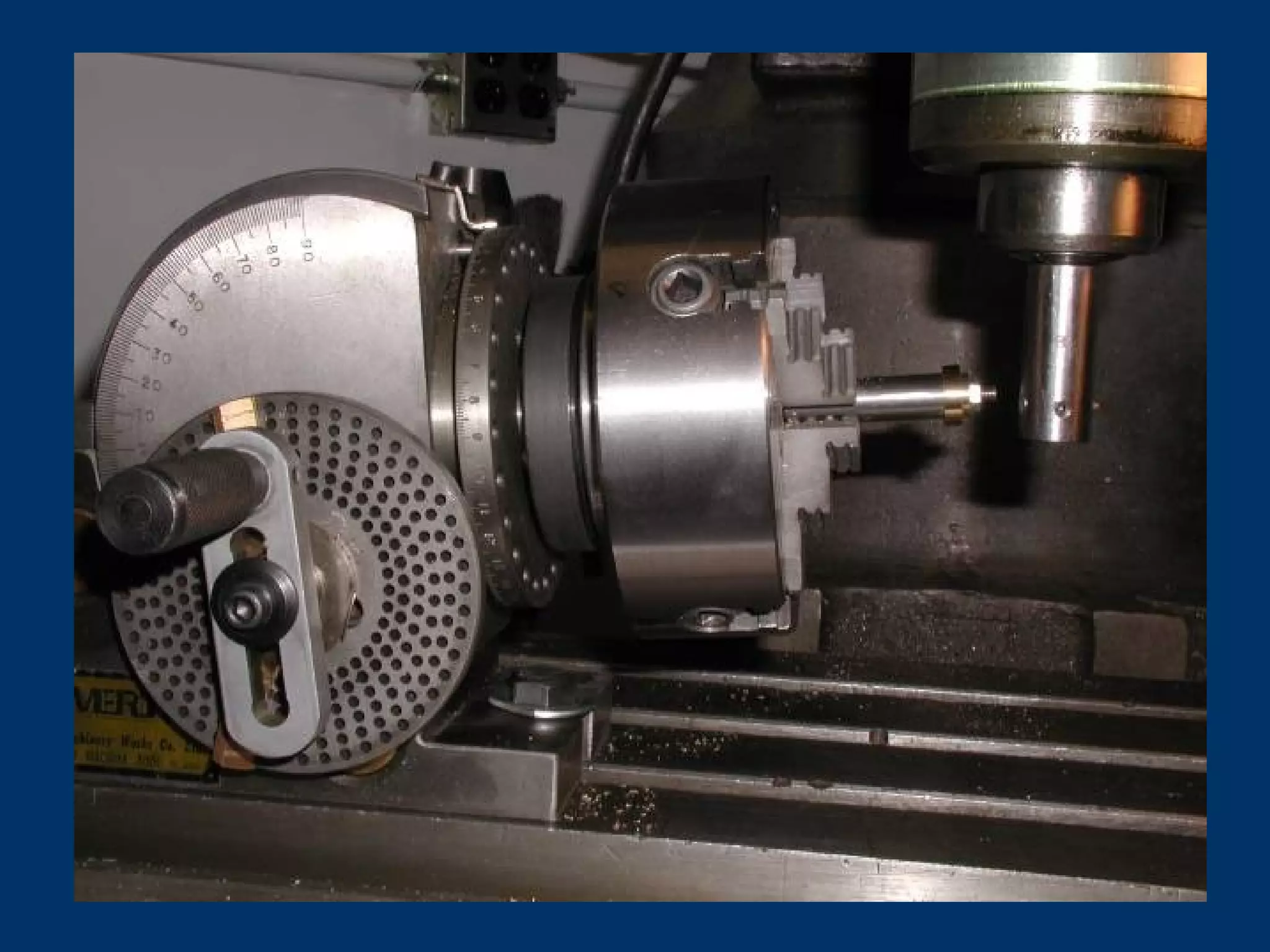
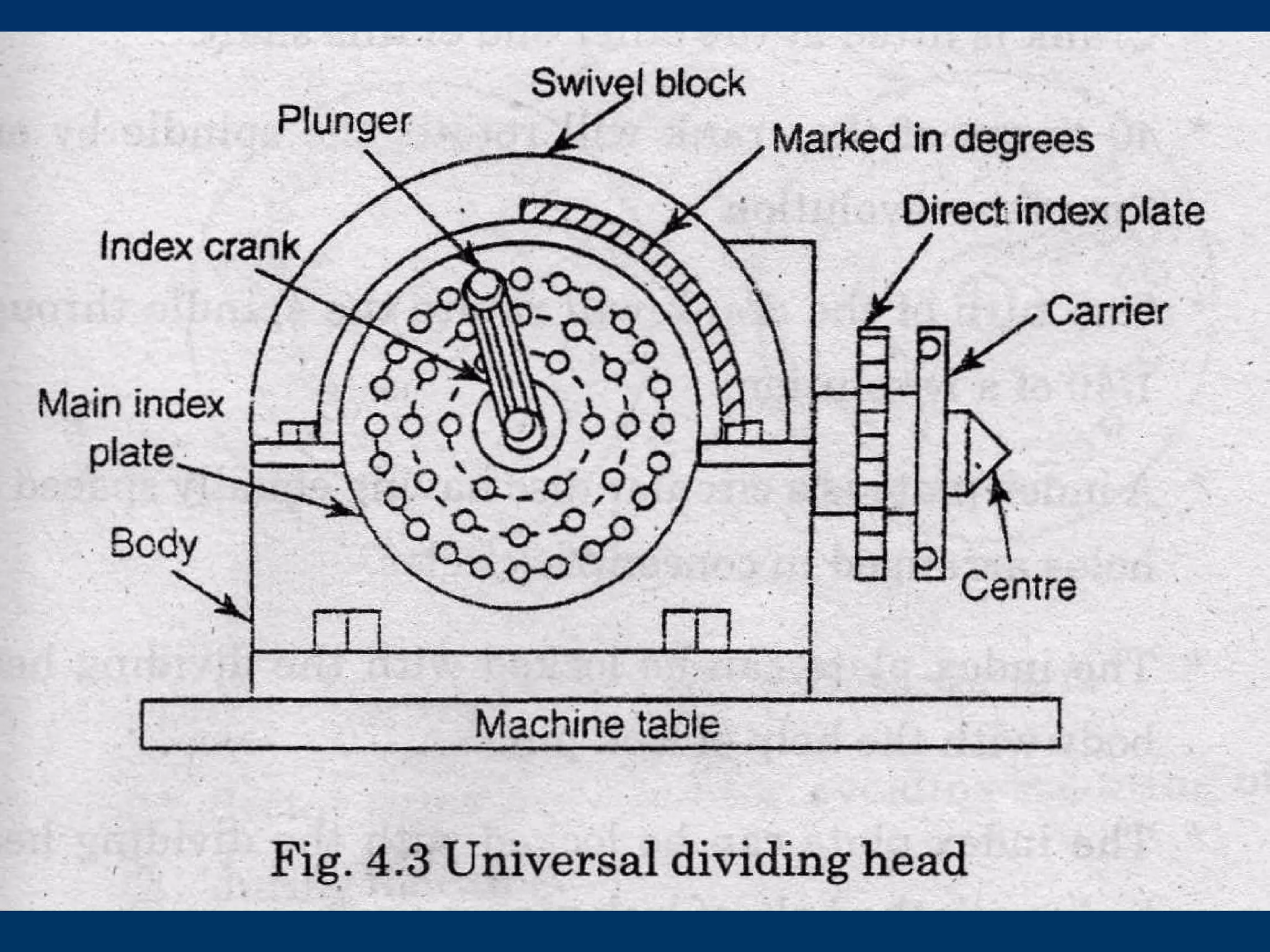
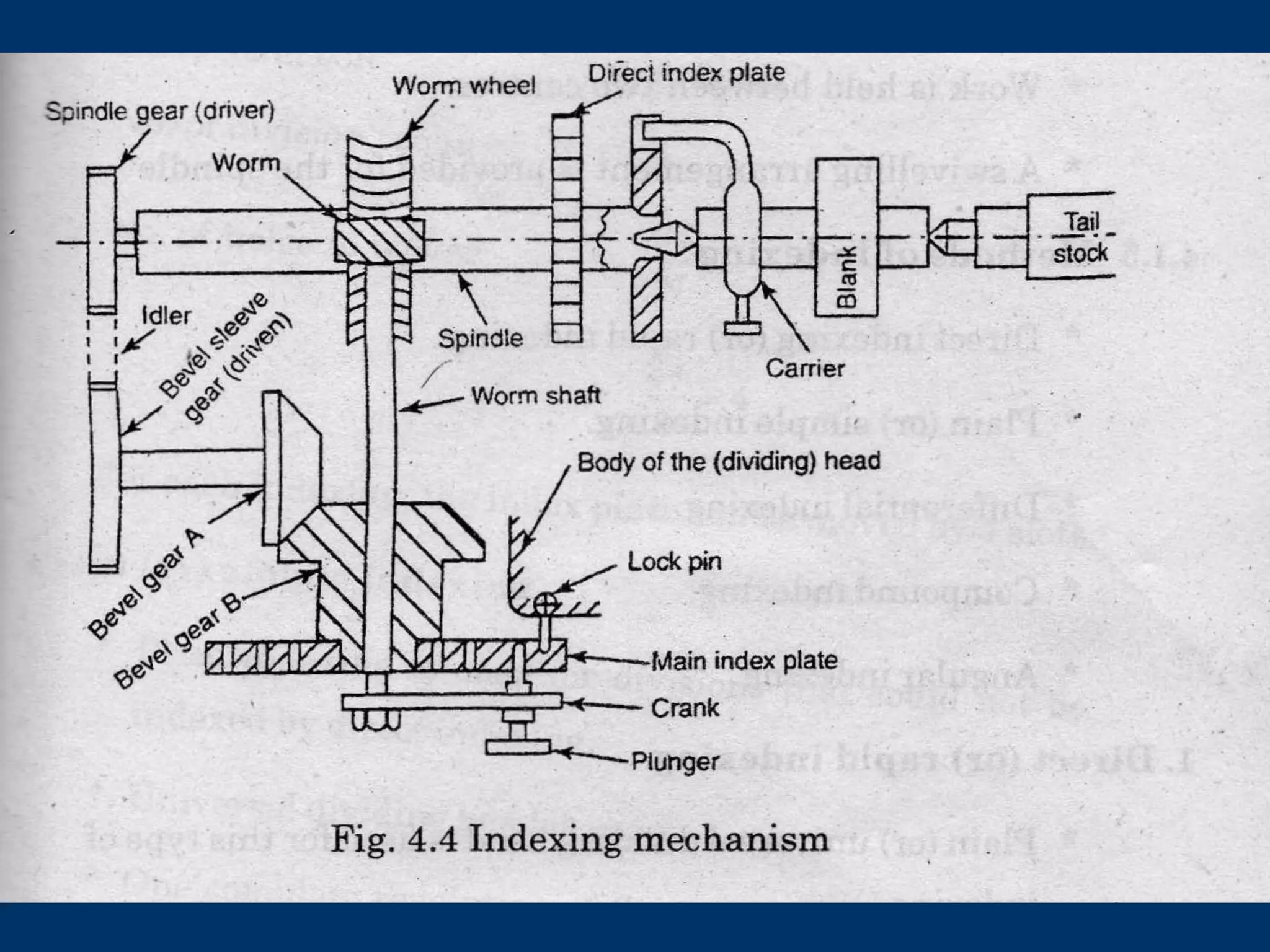
Functions and types of dividing heads used in accurate gear indexing.
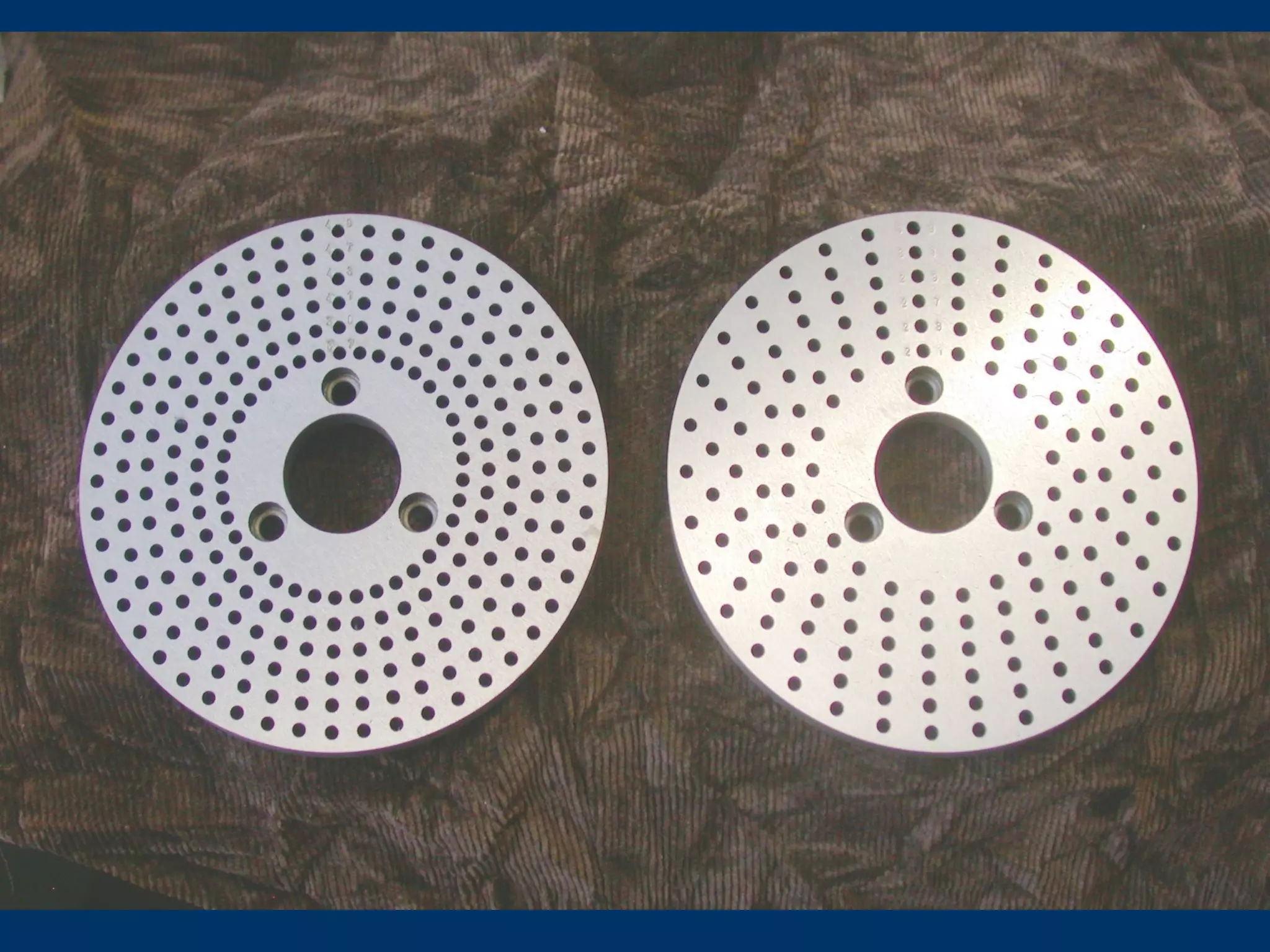
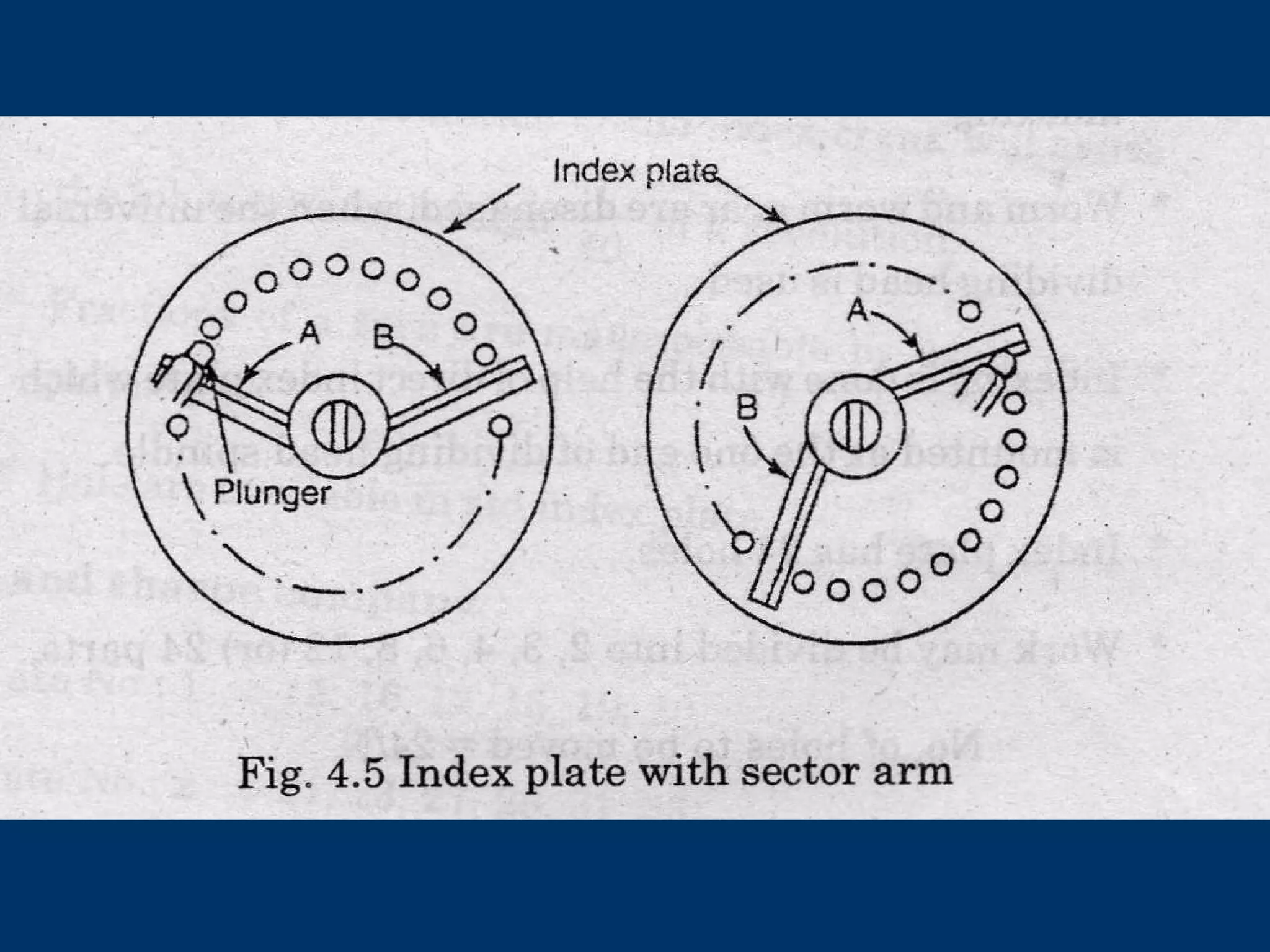
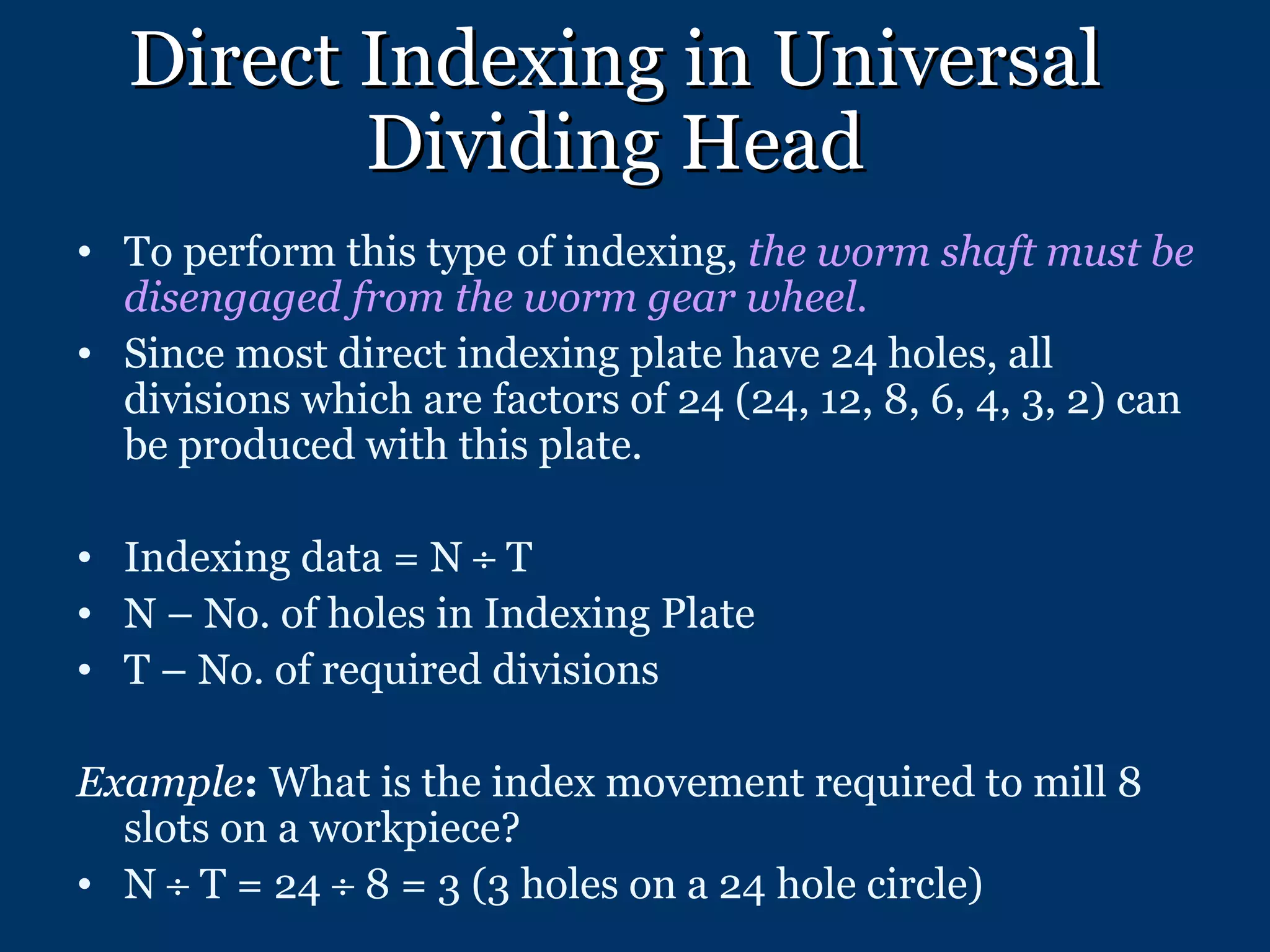
Different indexing methods including direct, plain, and angular indexing.
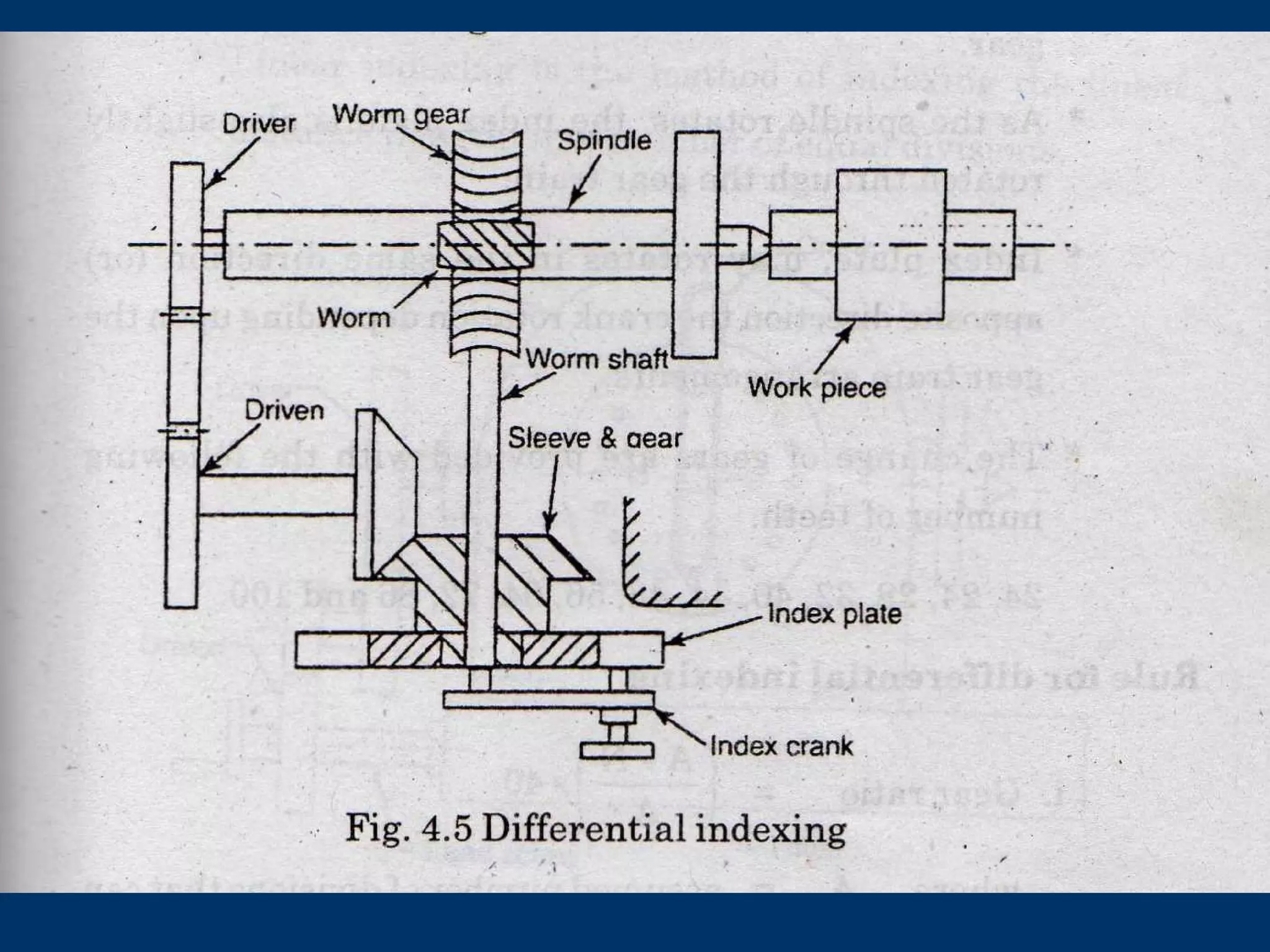
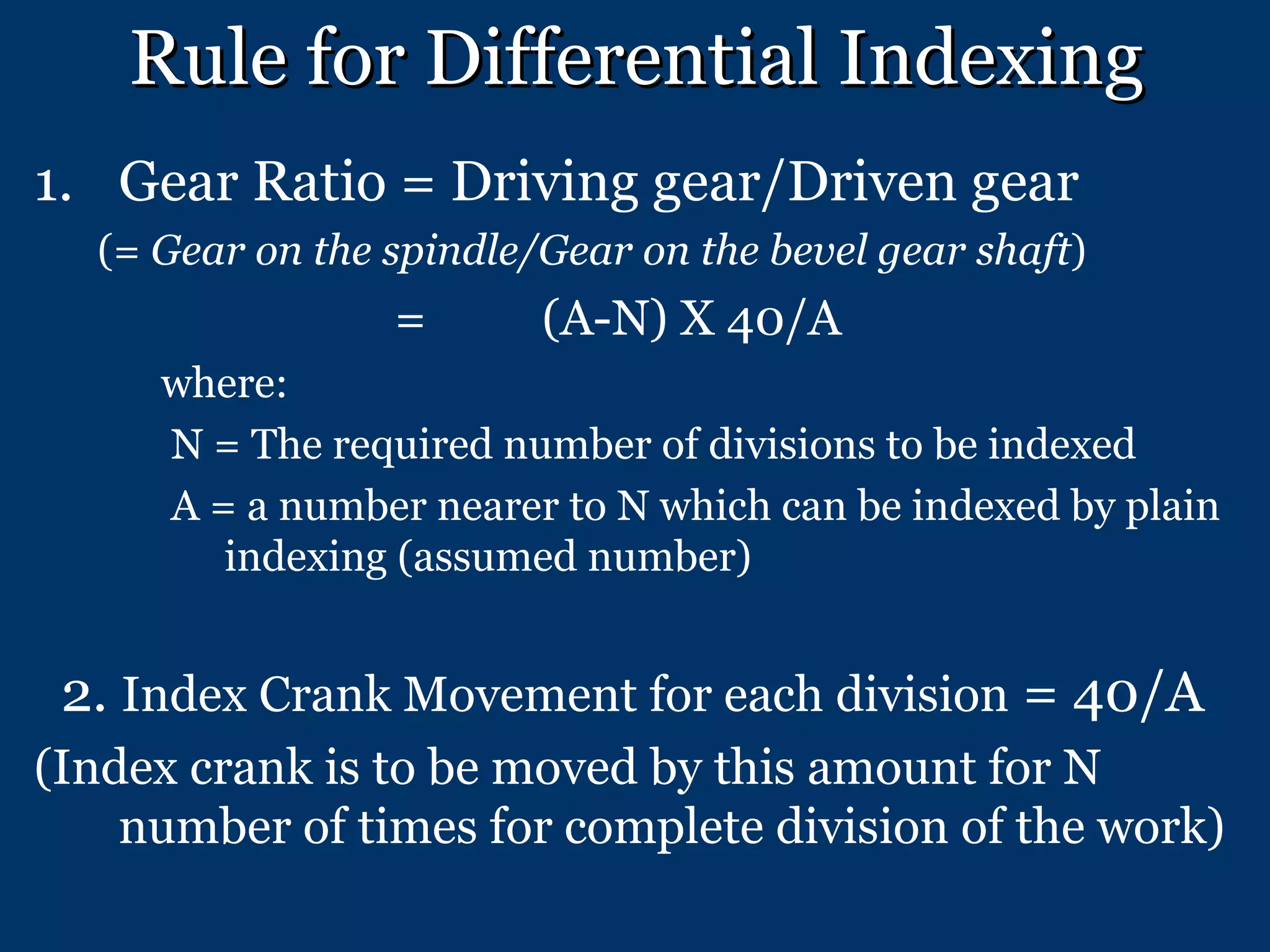
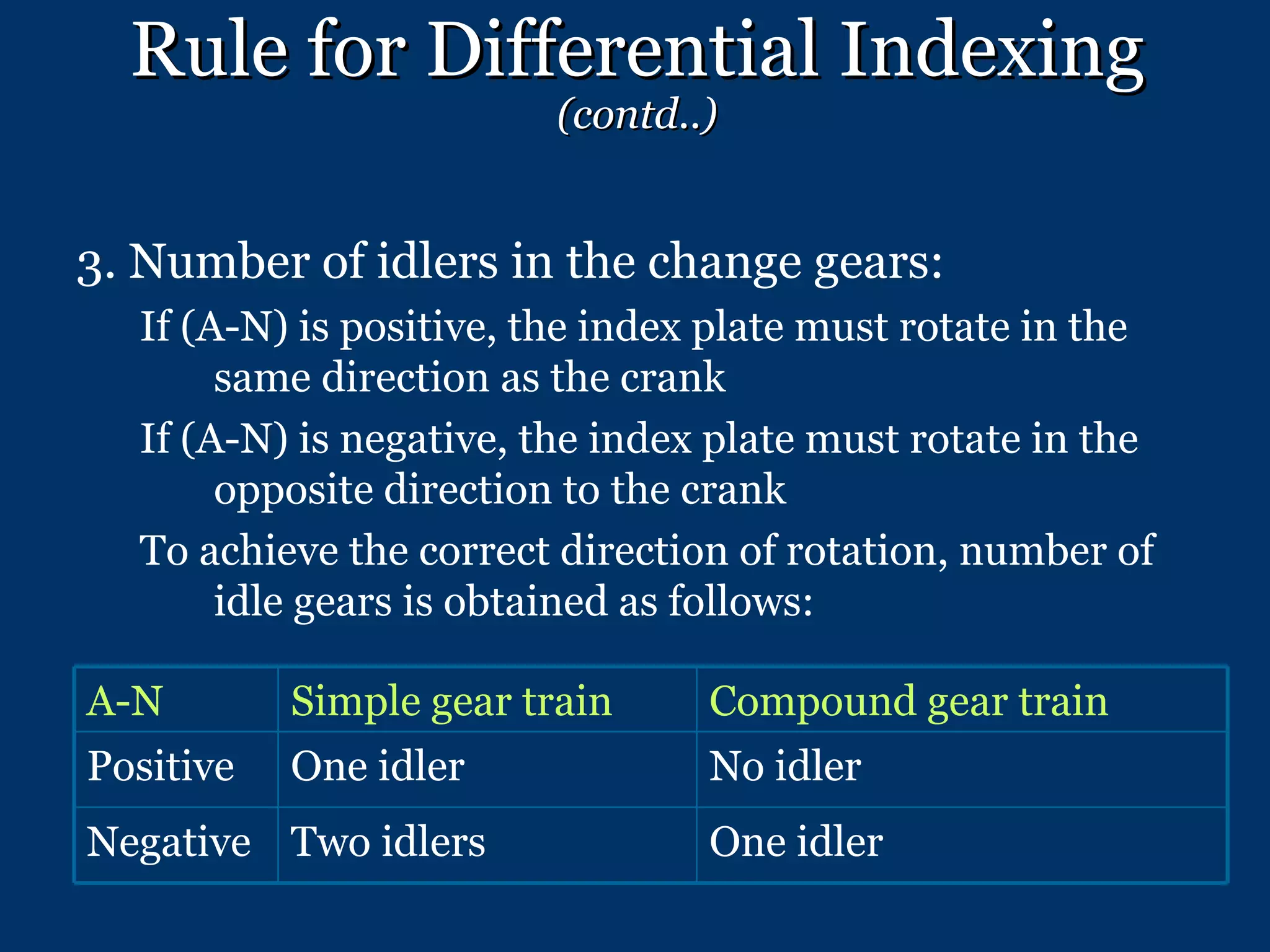
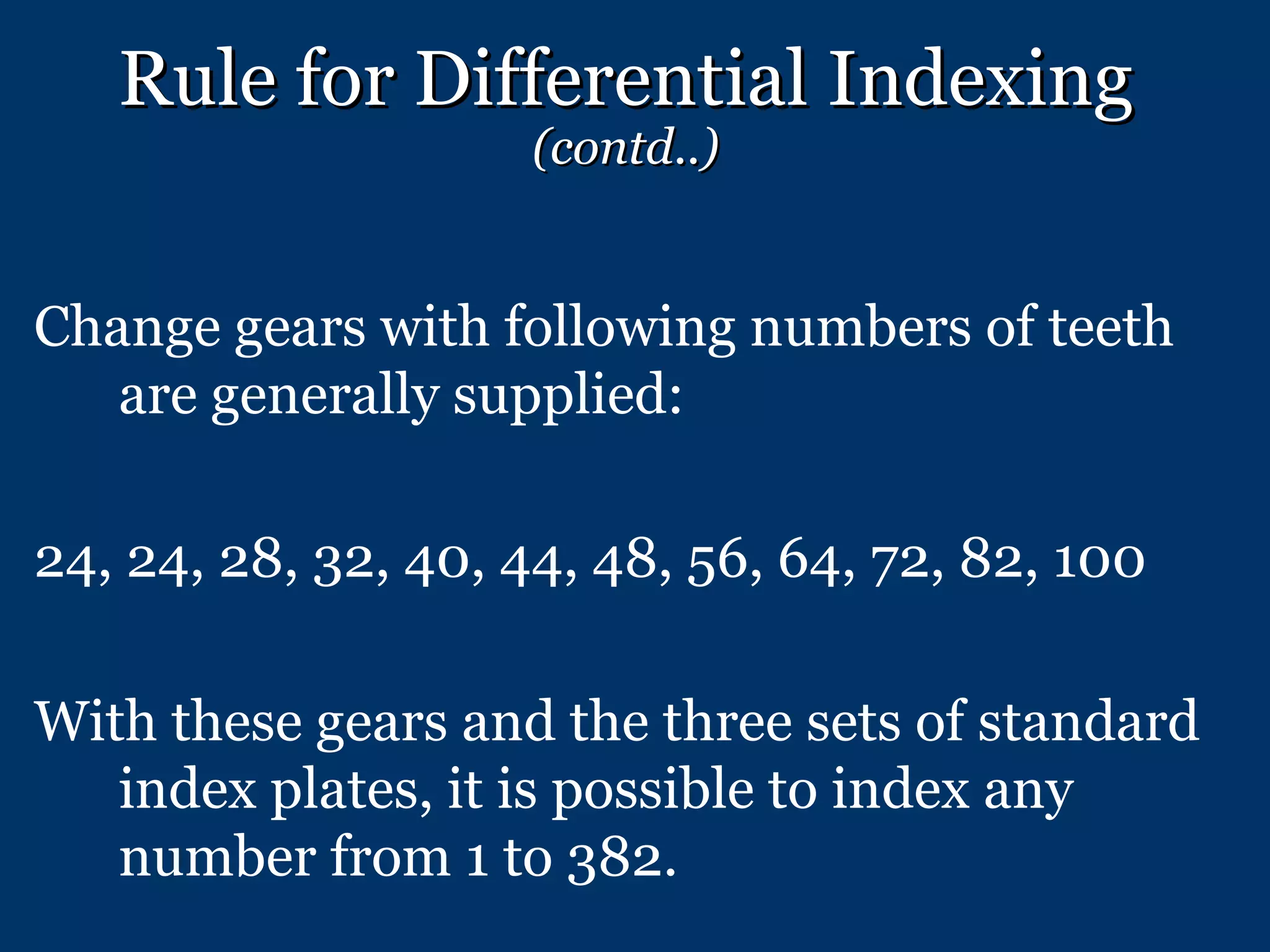
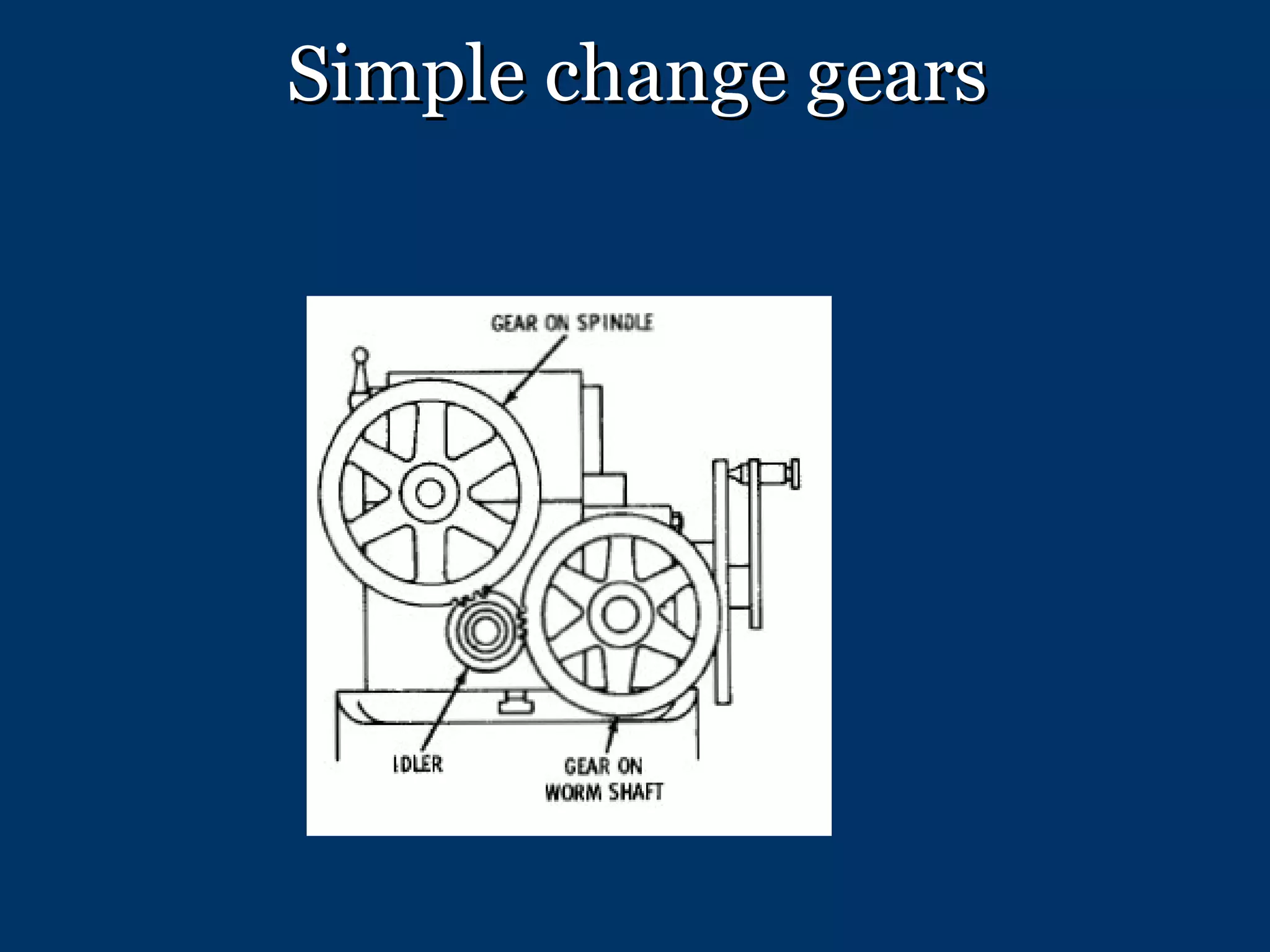
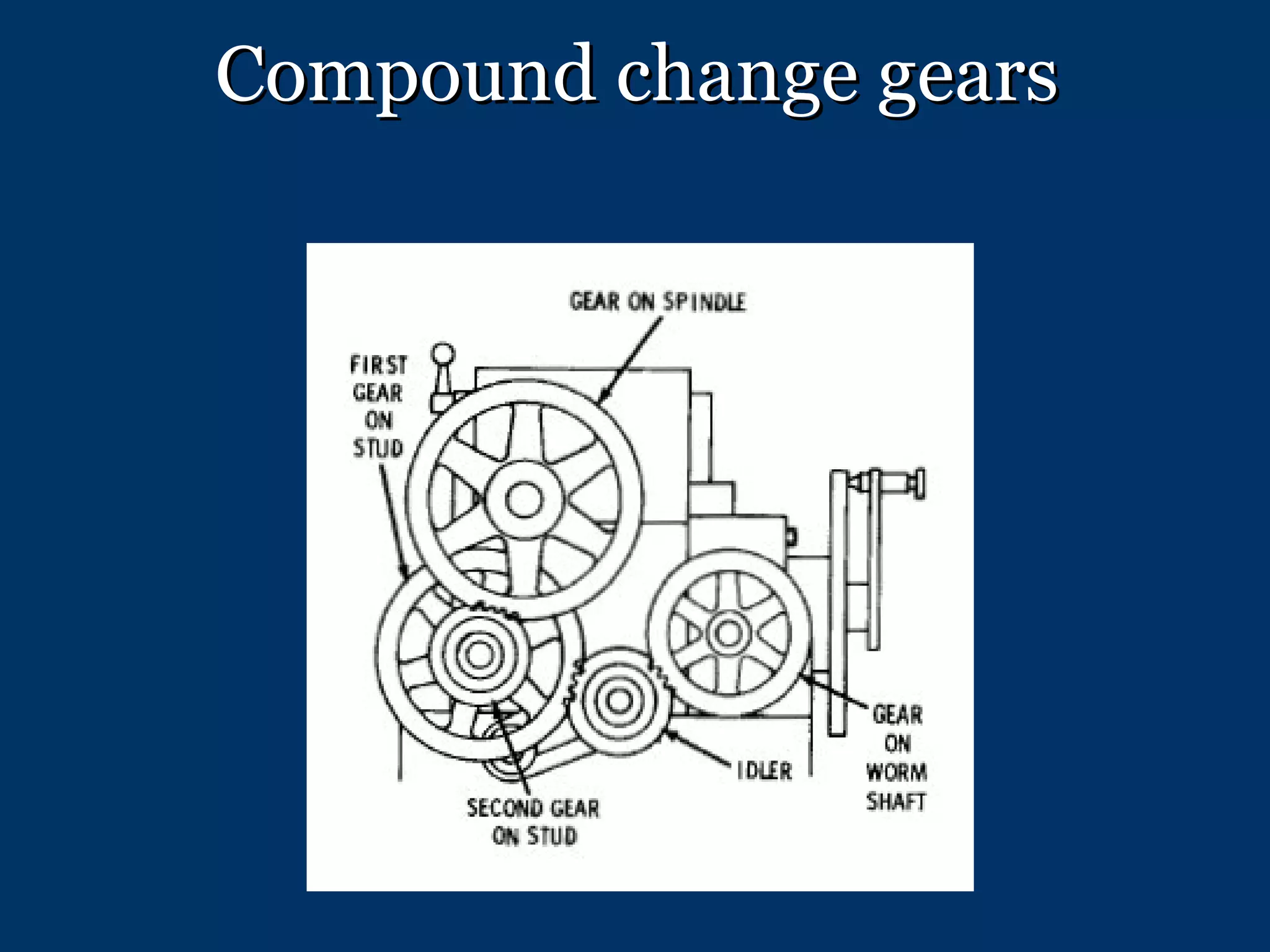
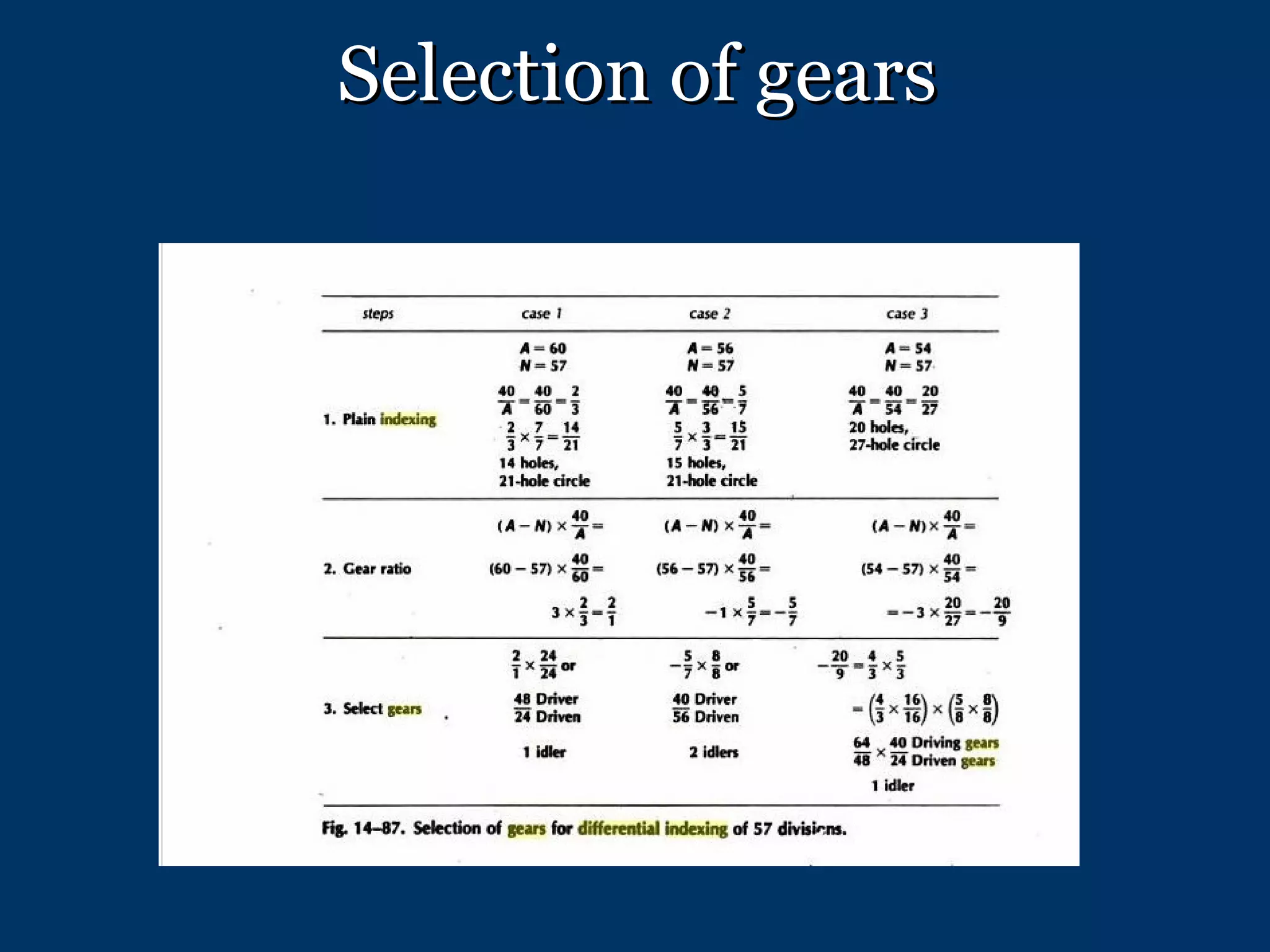
Rules and techniques for differential indexing, allowing complex divisions.
Describes angular indexing process and linear indexing techniques in gear milling.
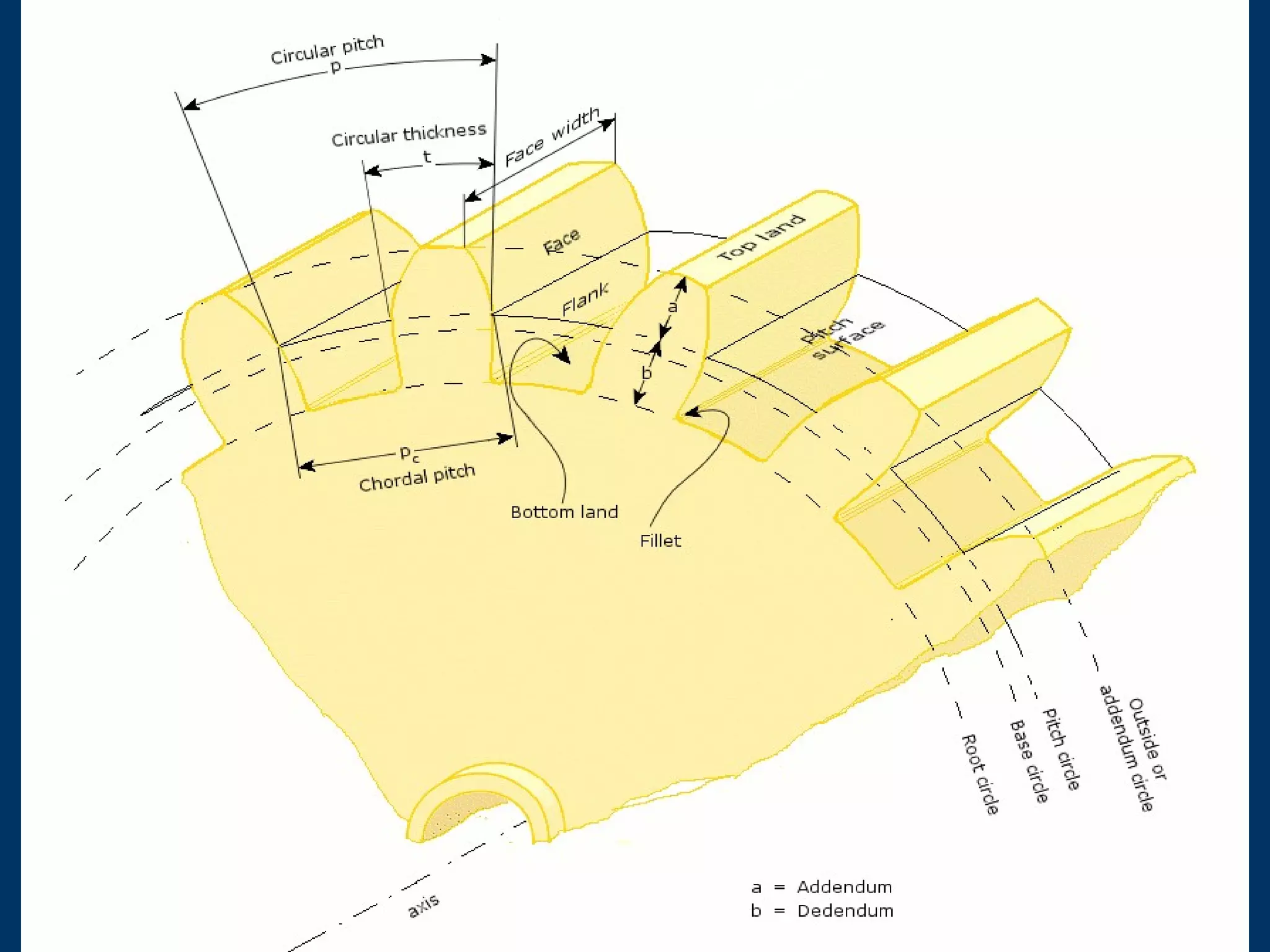
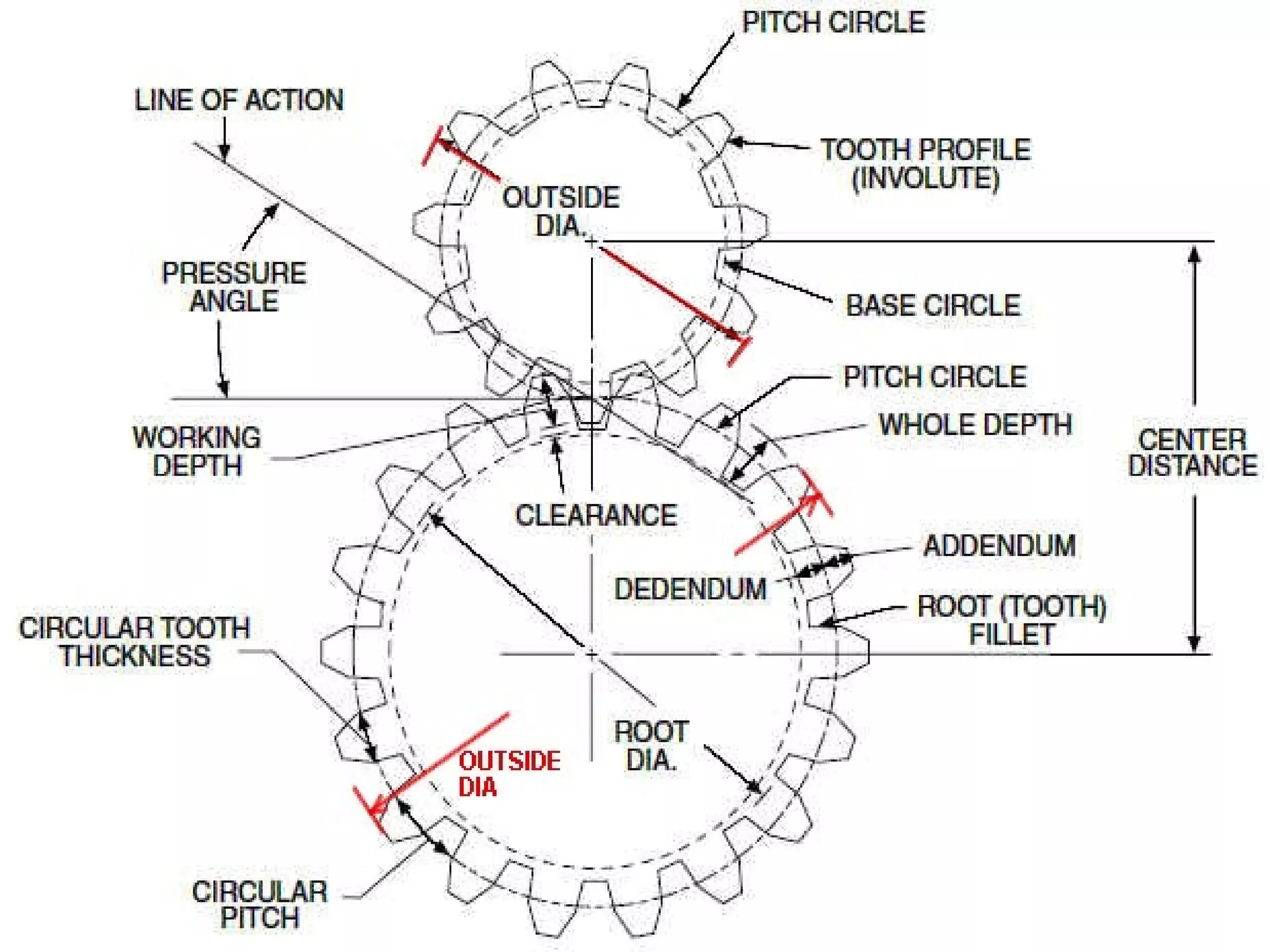
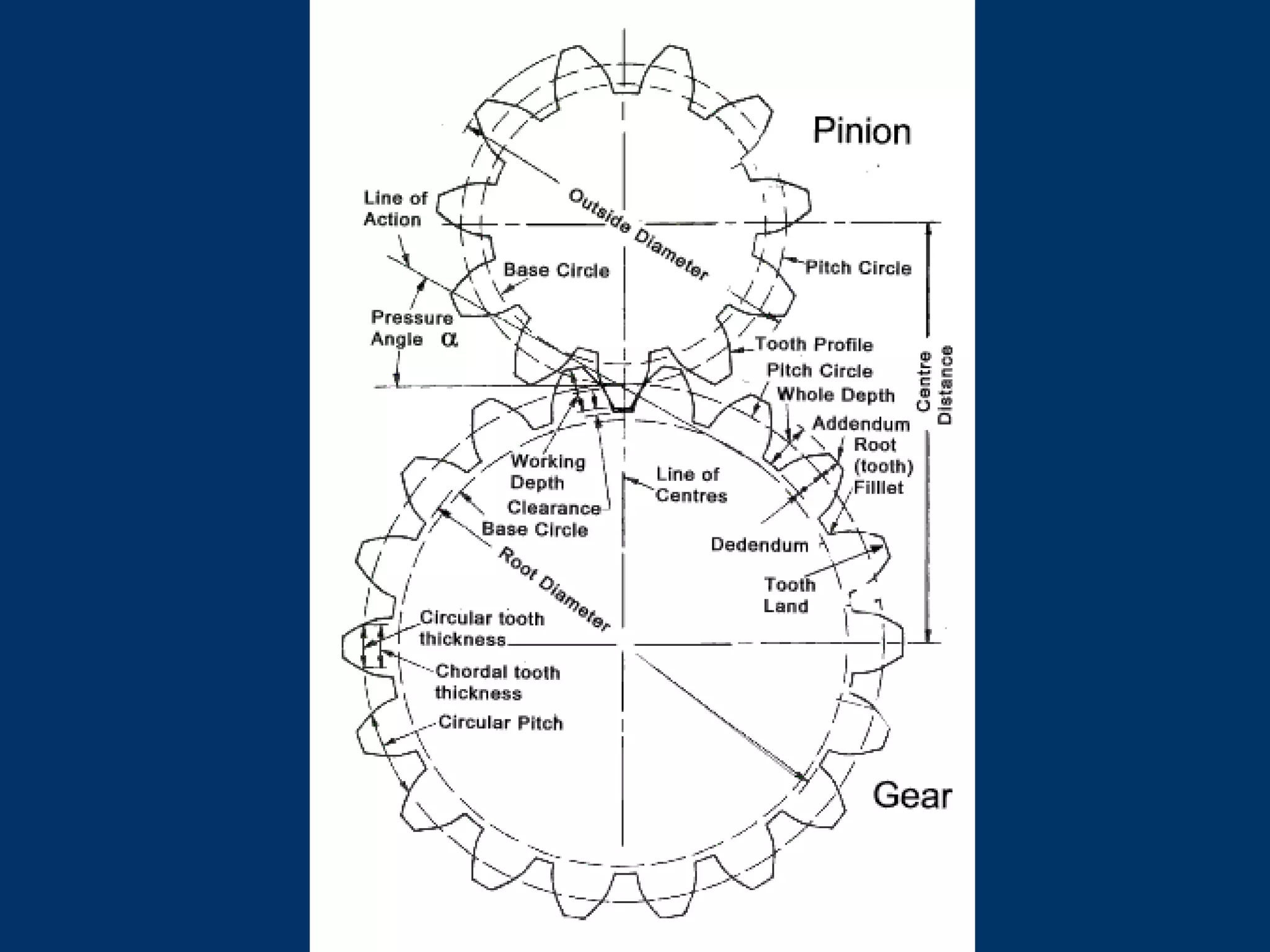
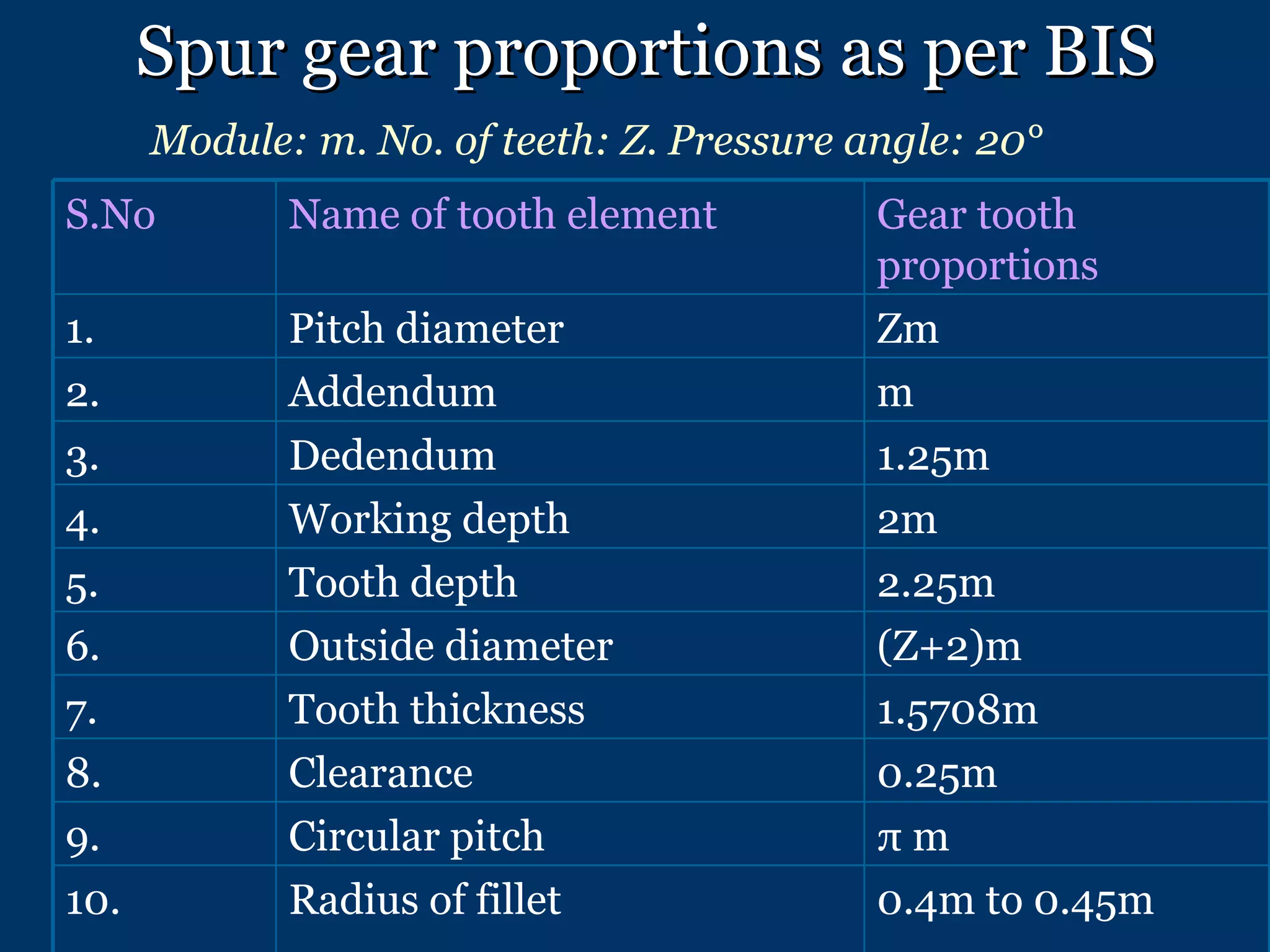
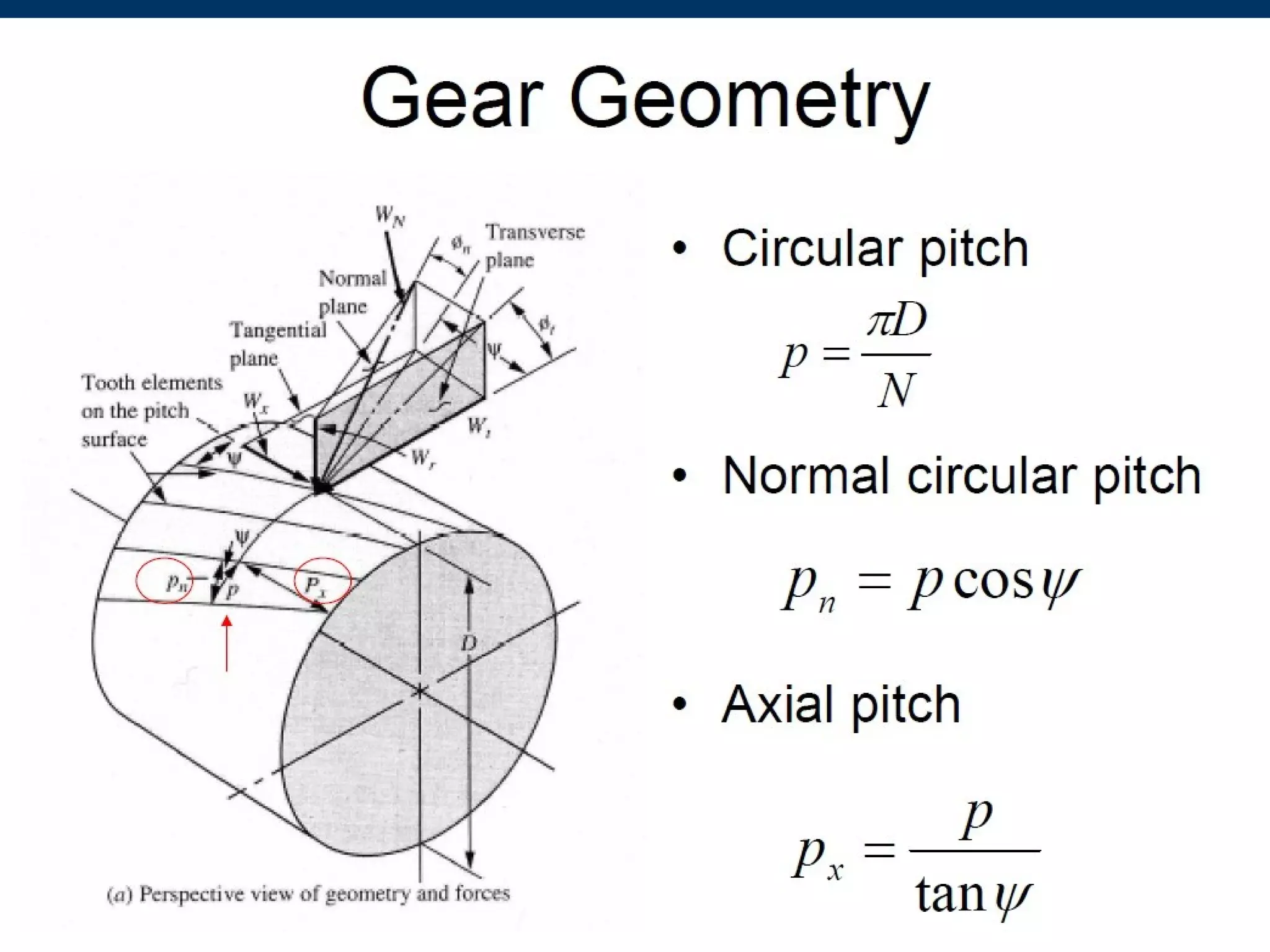
Defining terms and proportions relevant to spur gears including pitch and clearances.
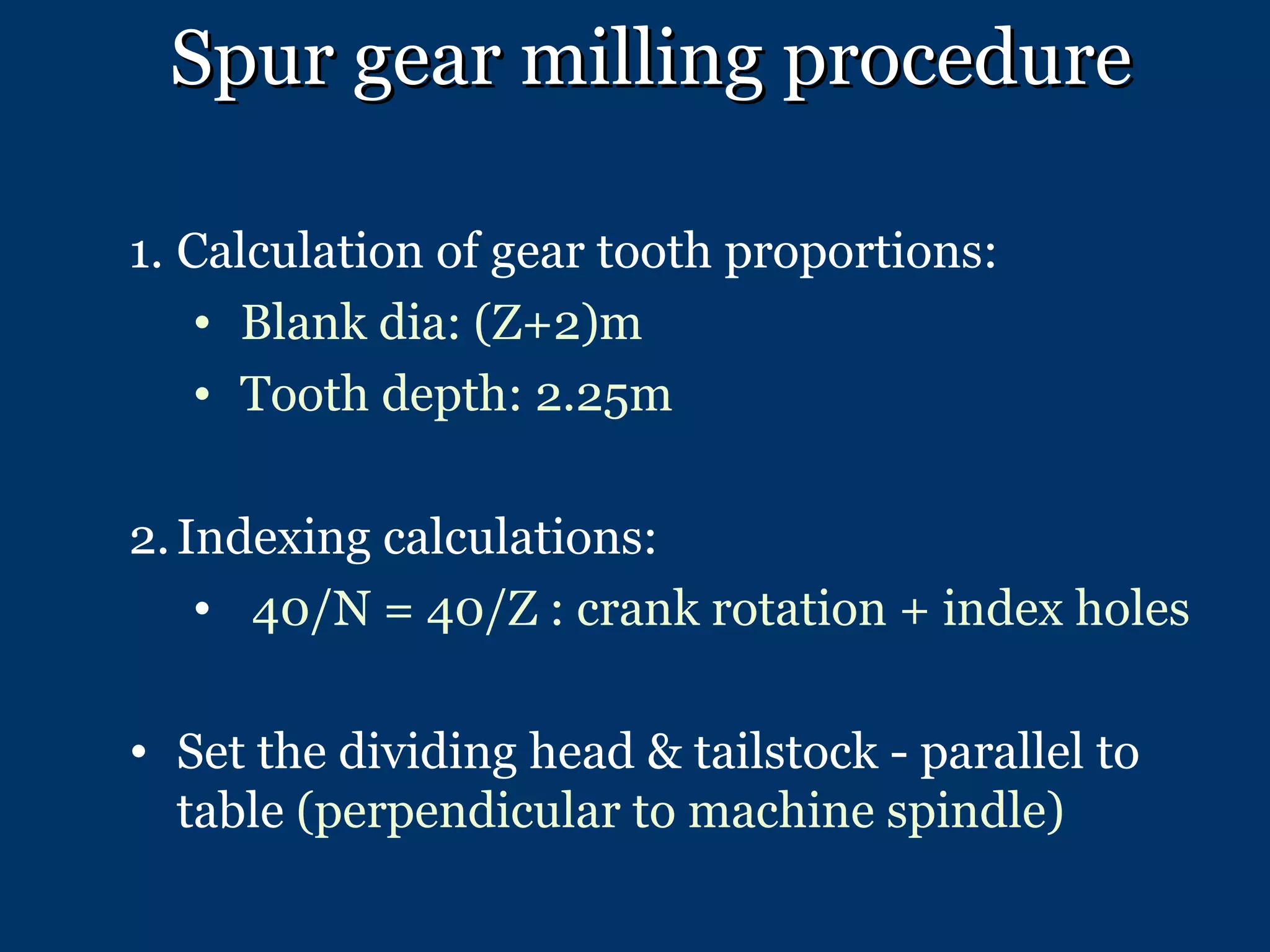
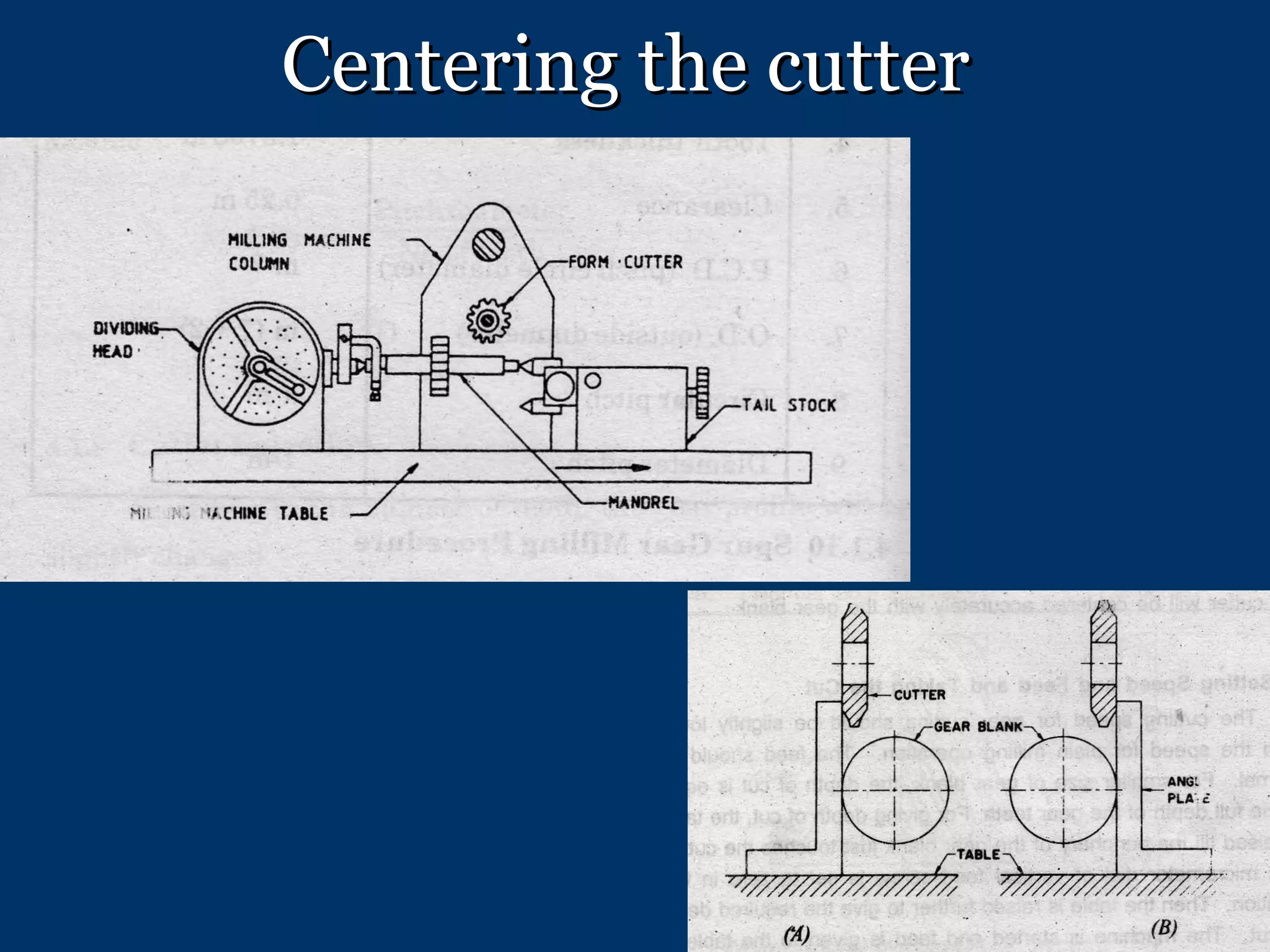
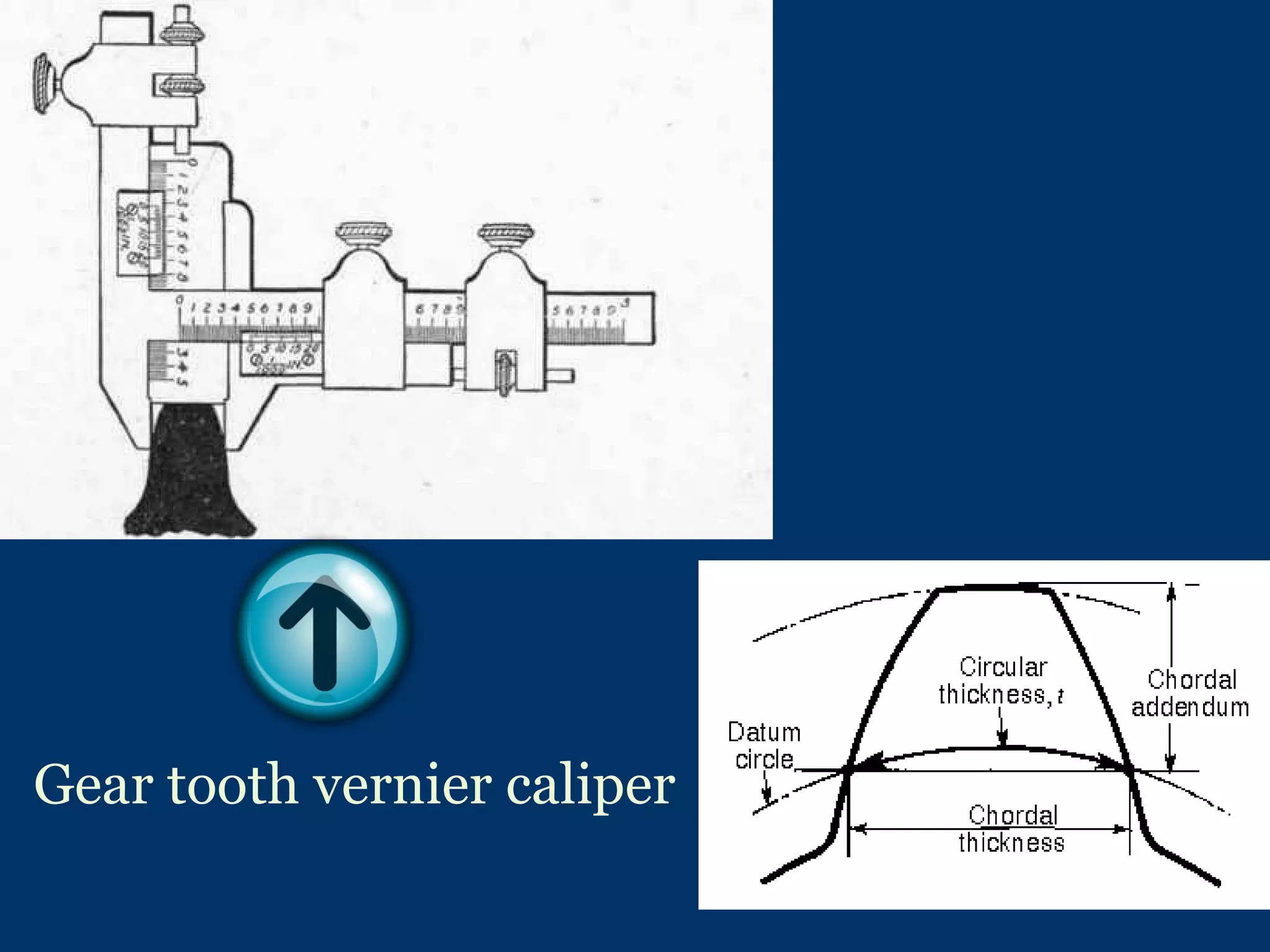
Step-by-step procedures for milling spur gears, including tool selection and adjustments.
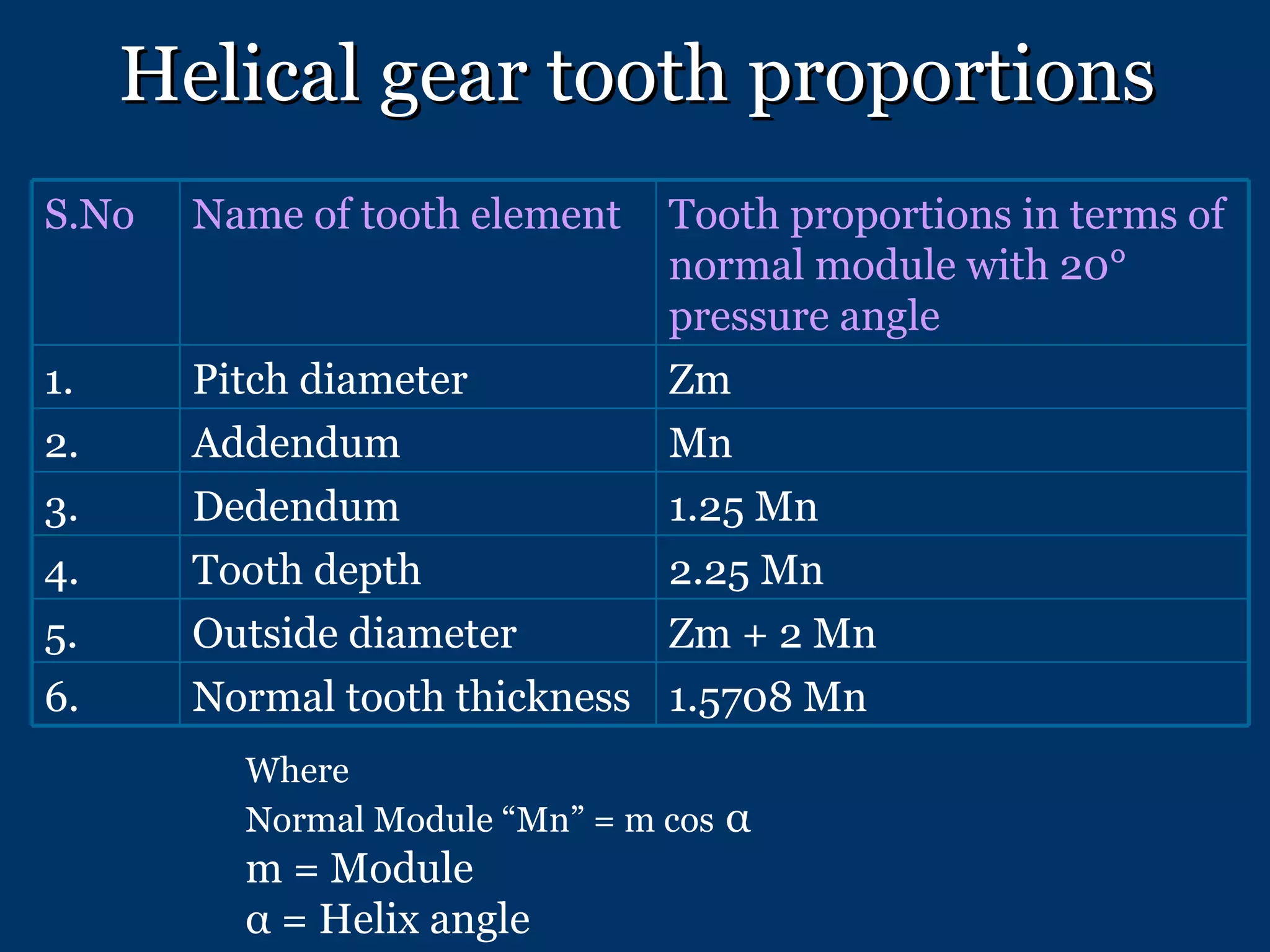
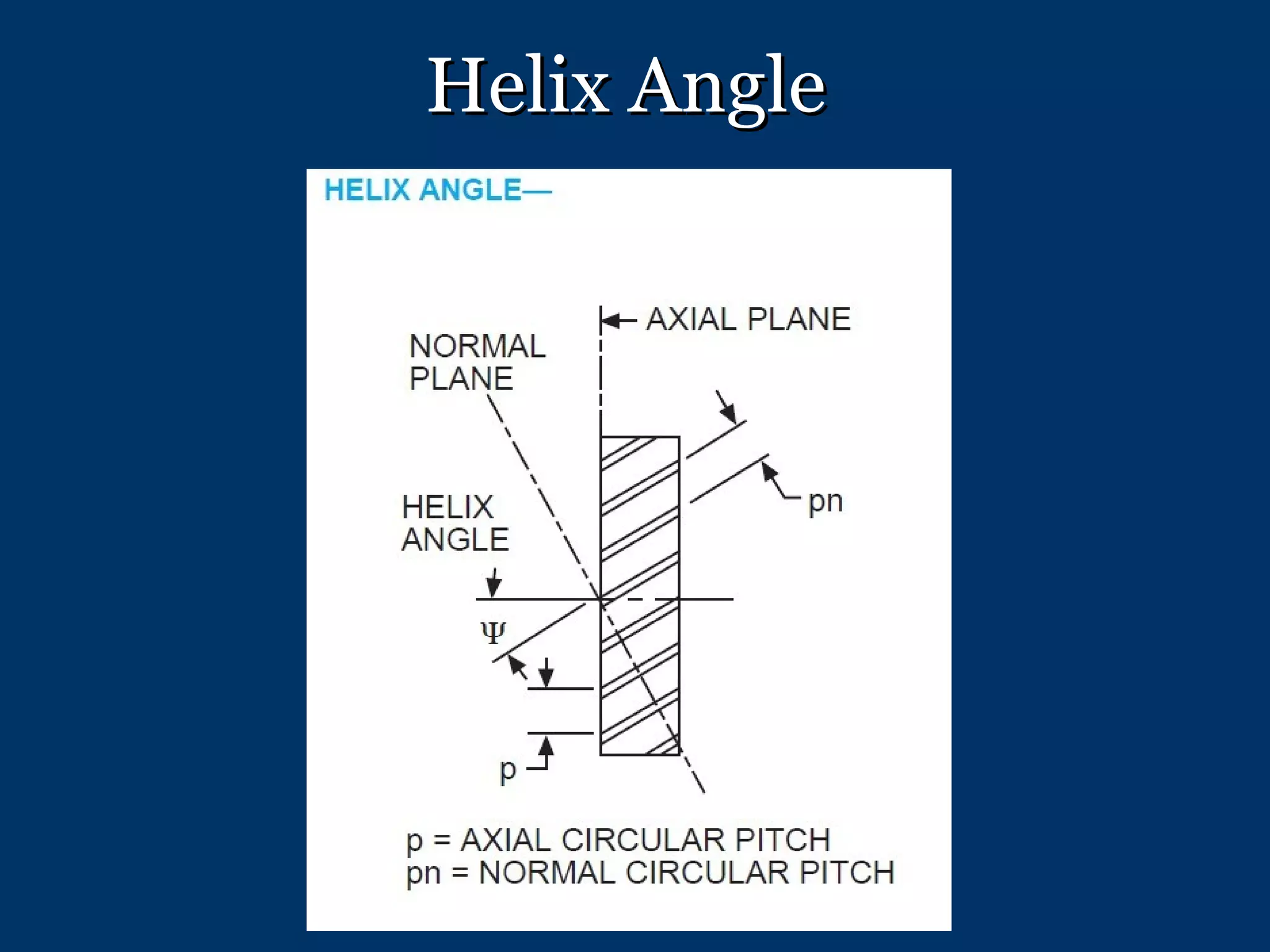
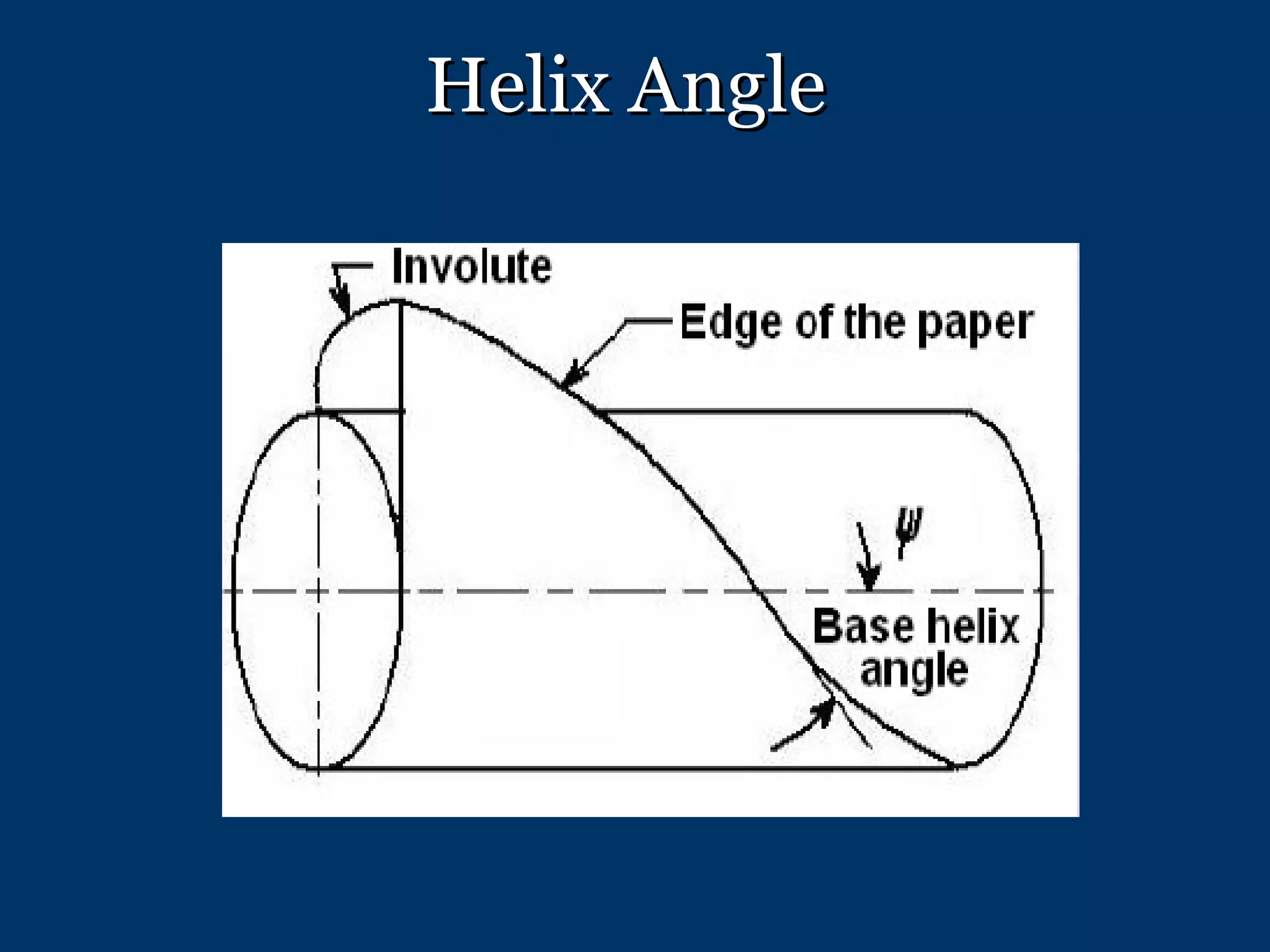
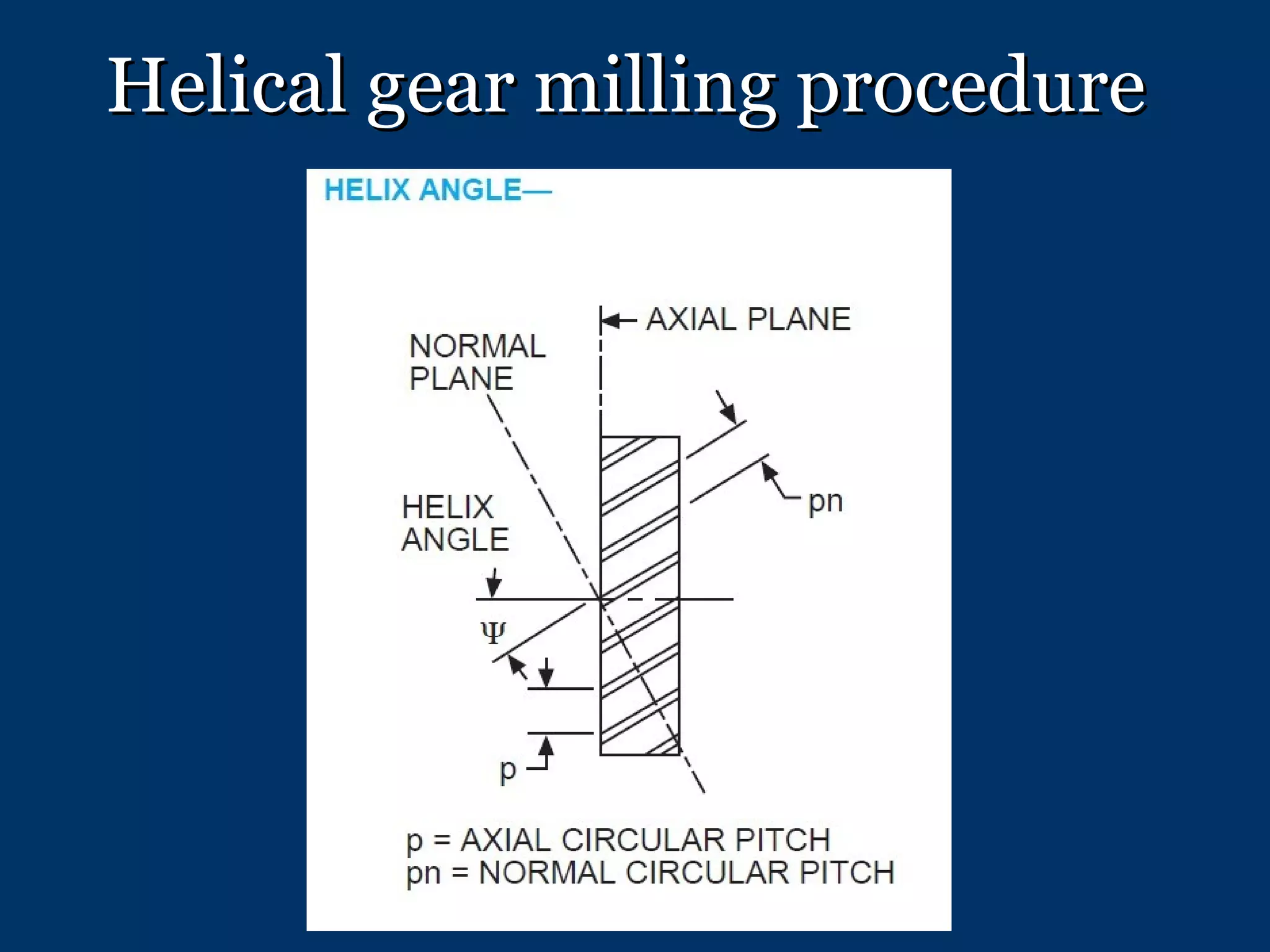
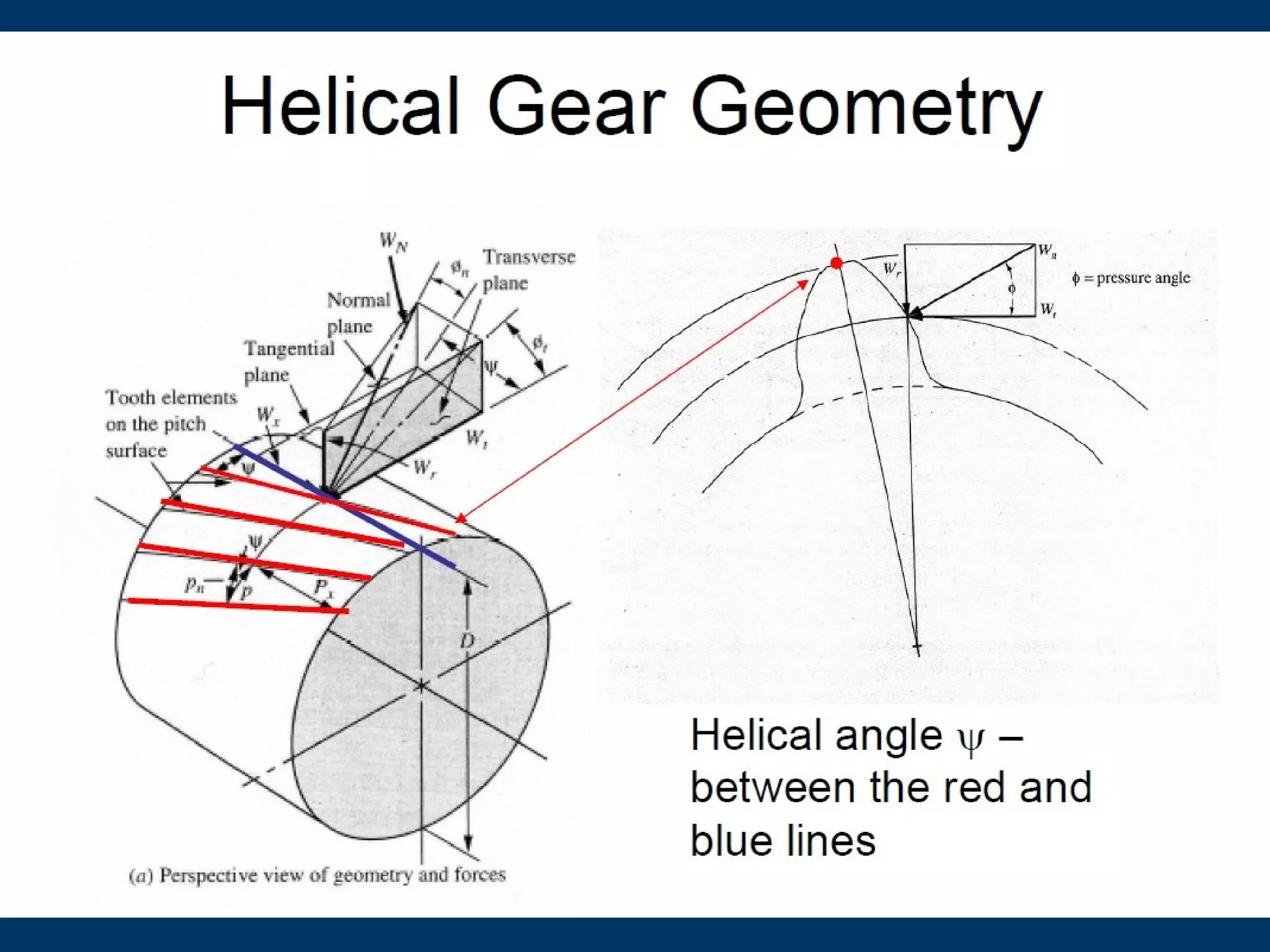
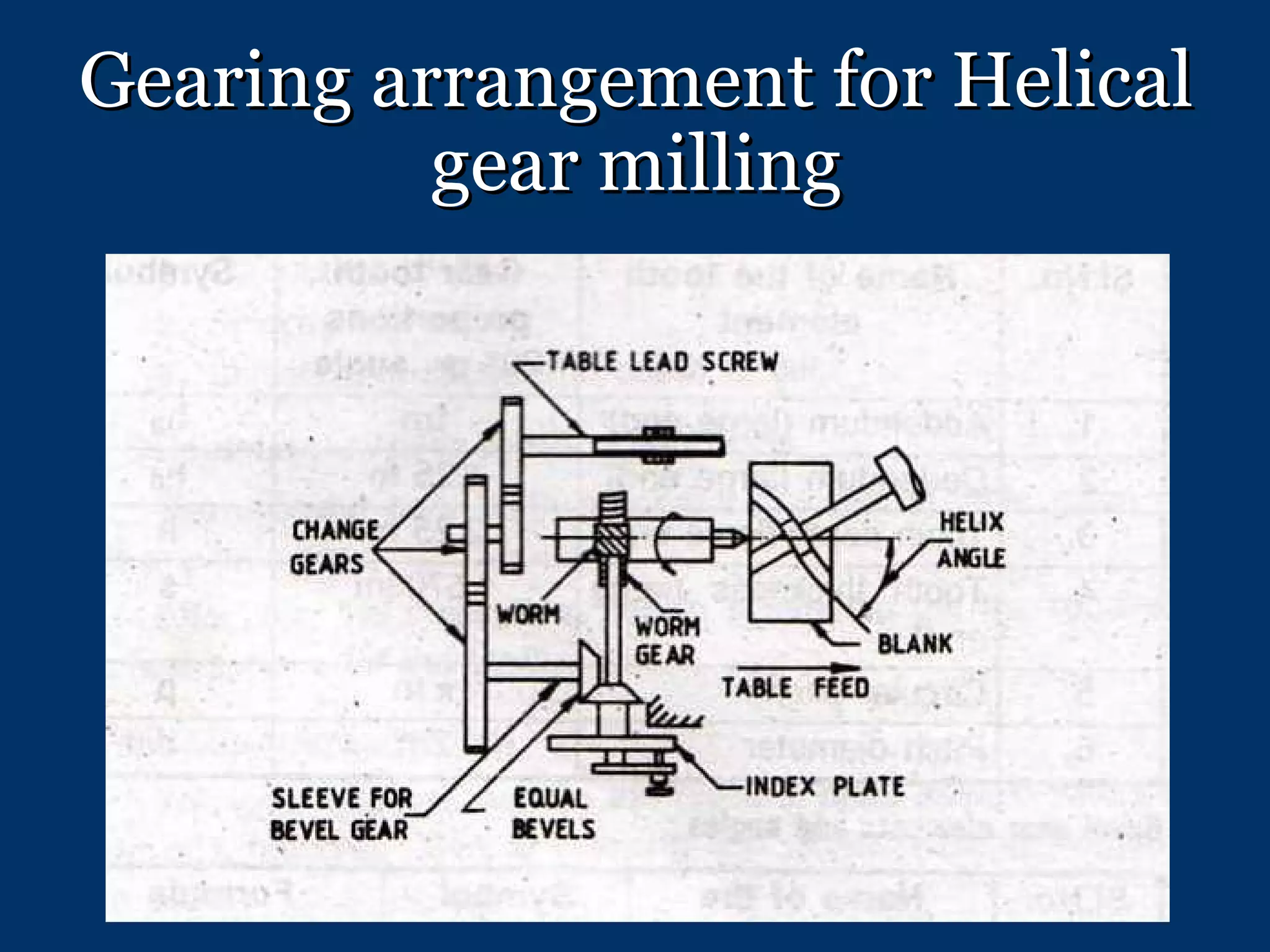
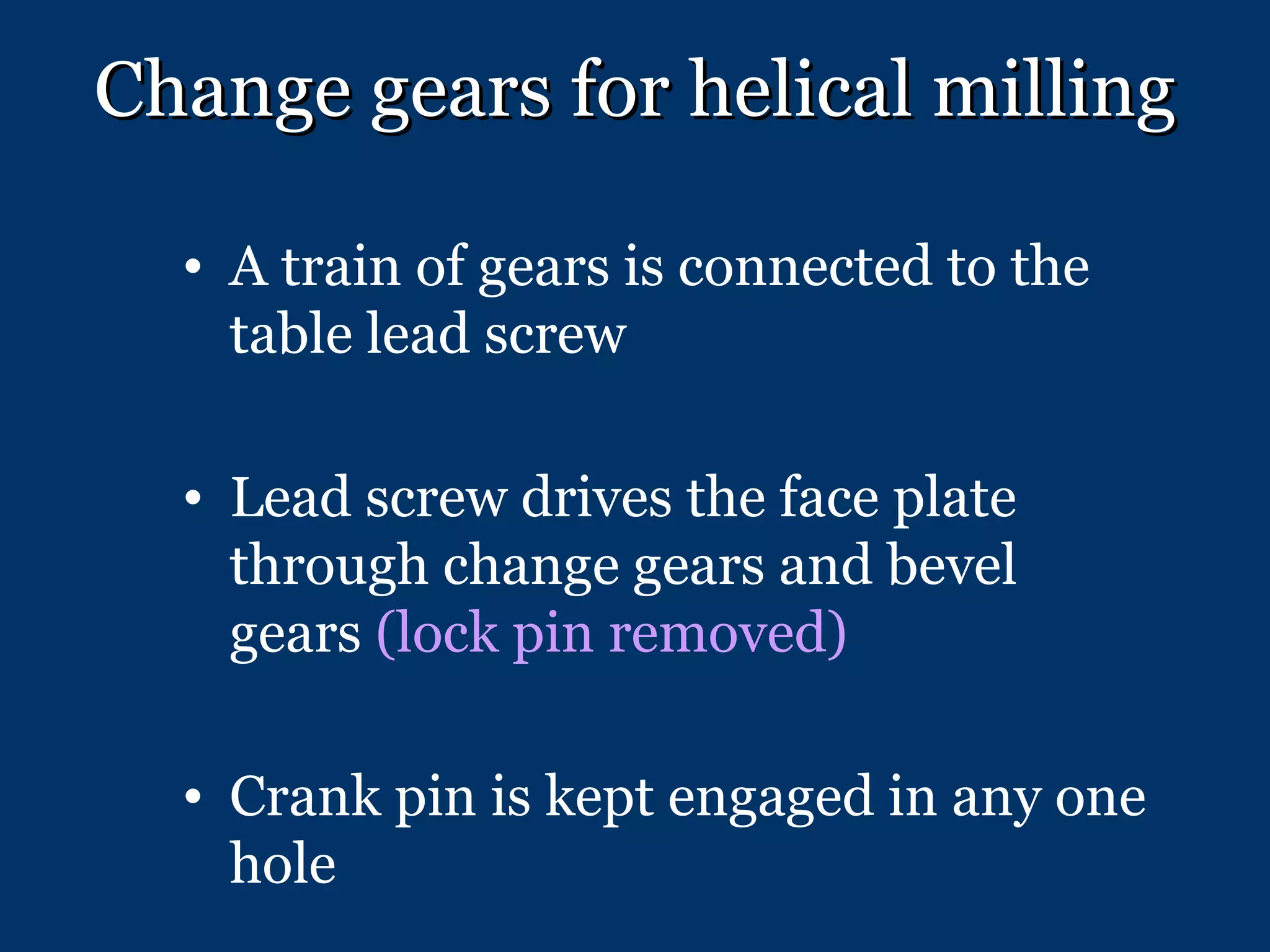
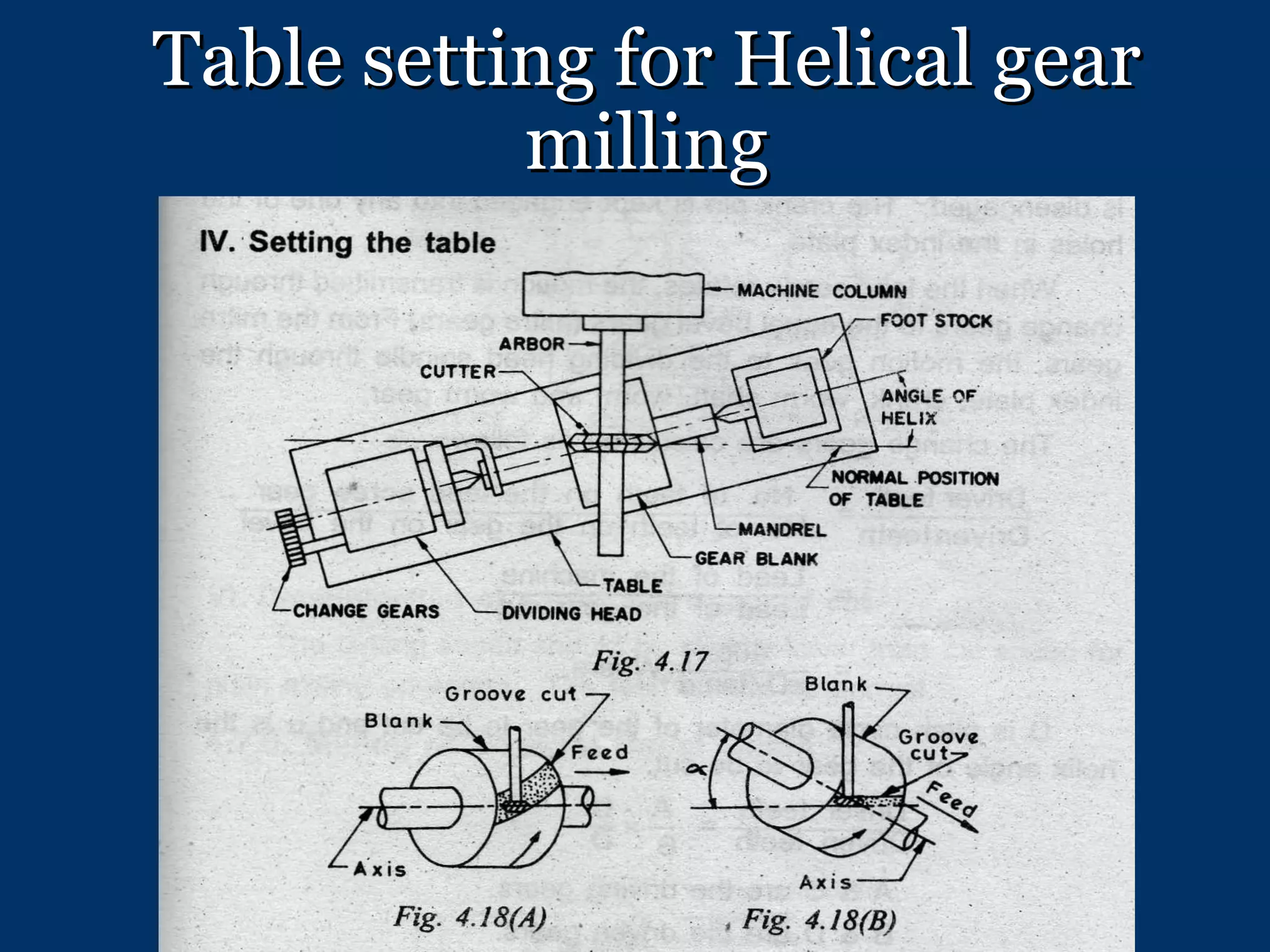
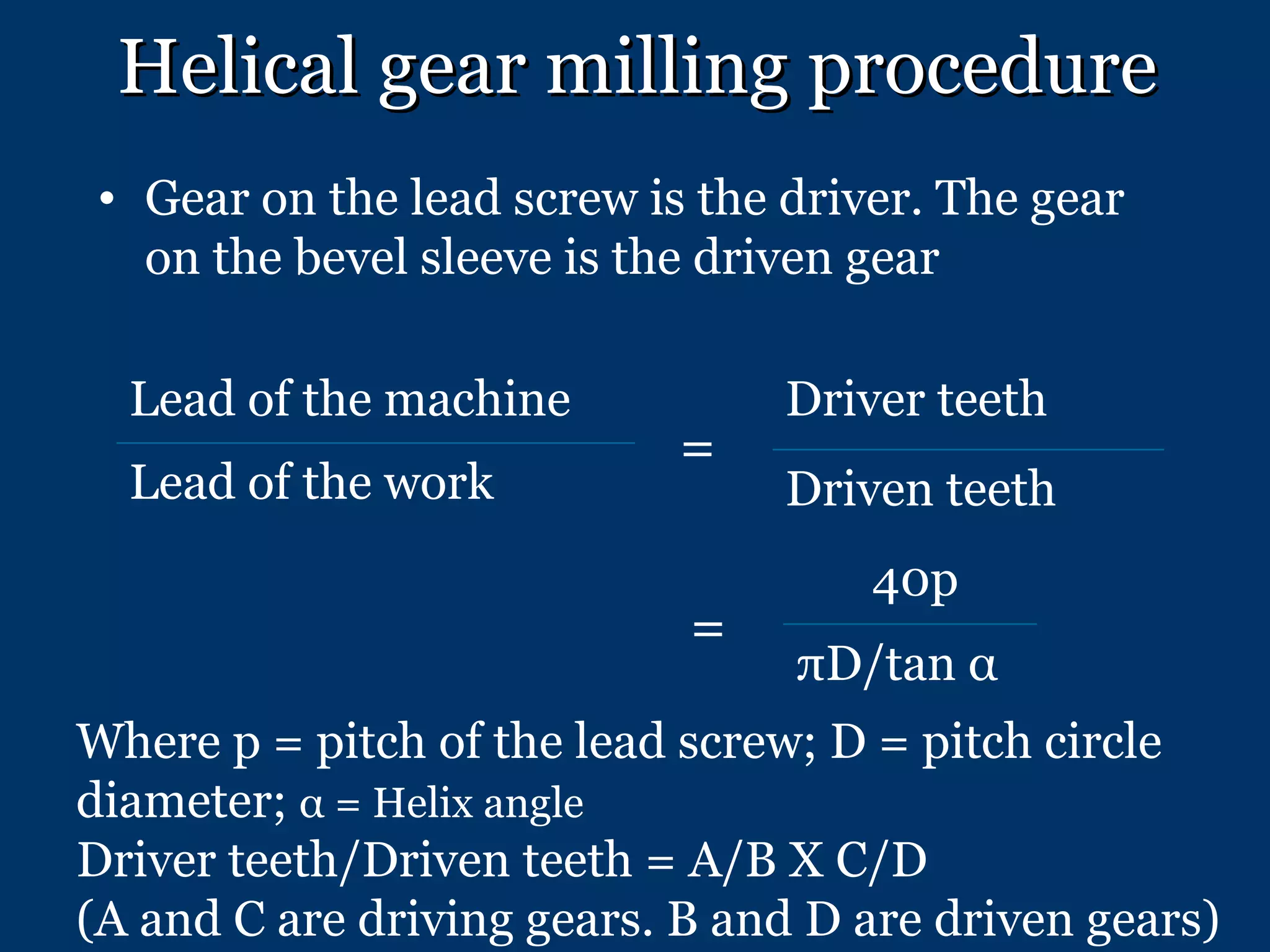
Proportions and milling procedures specifically for helical gears.
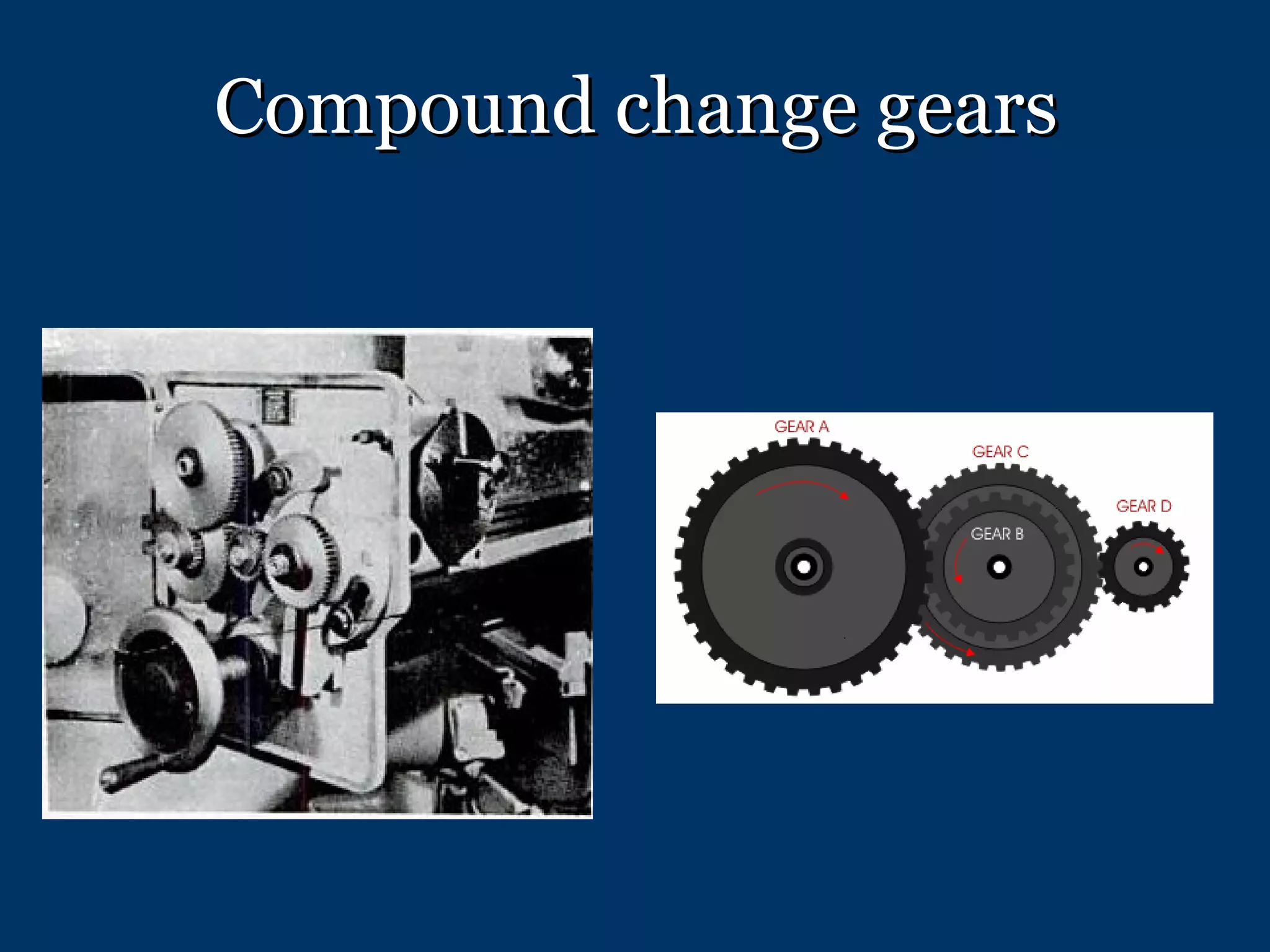
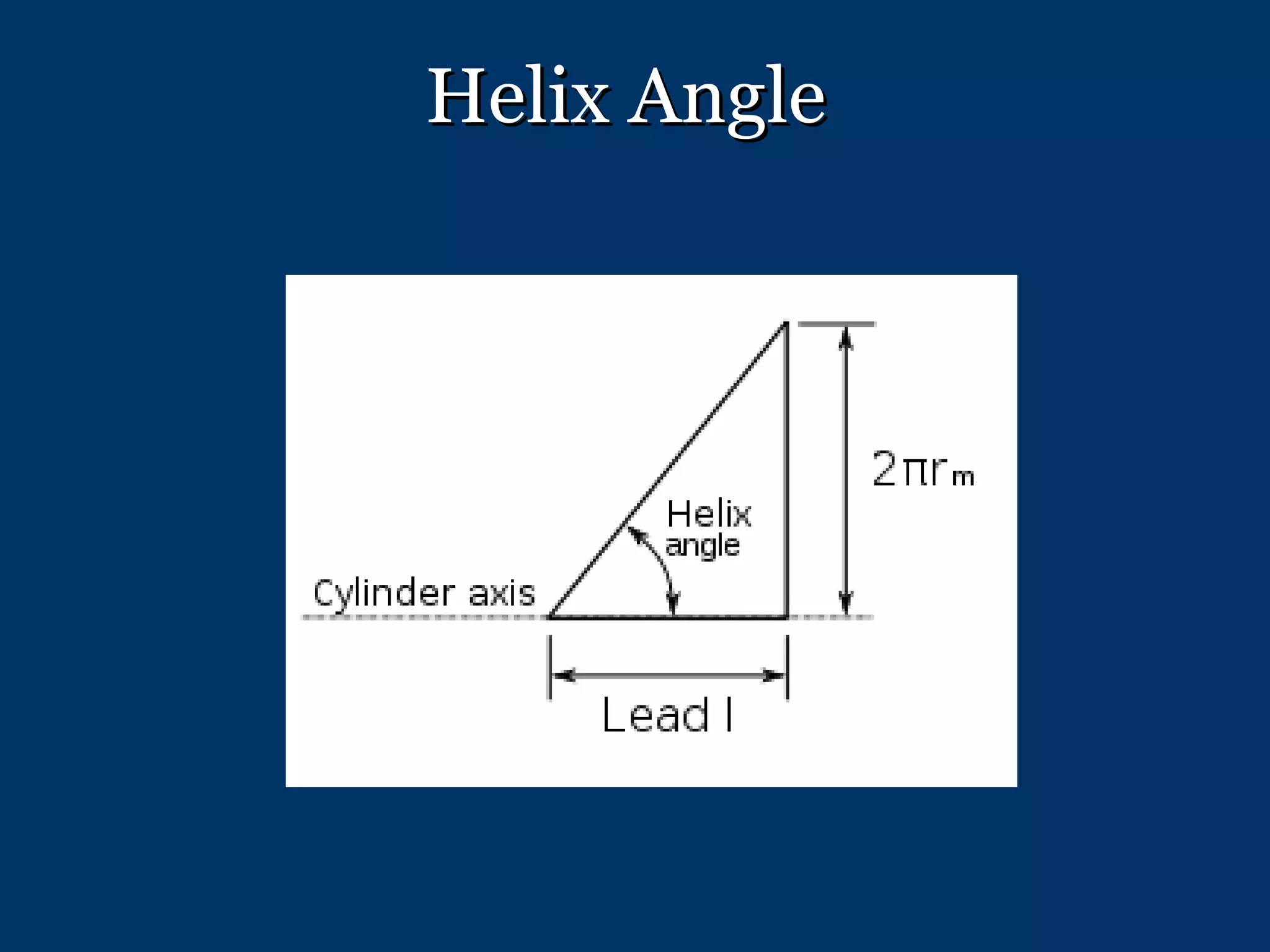
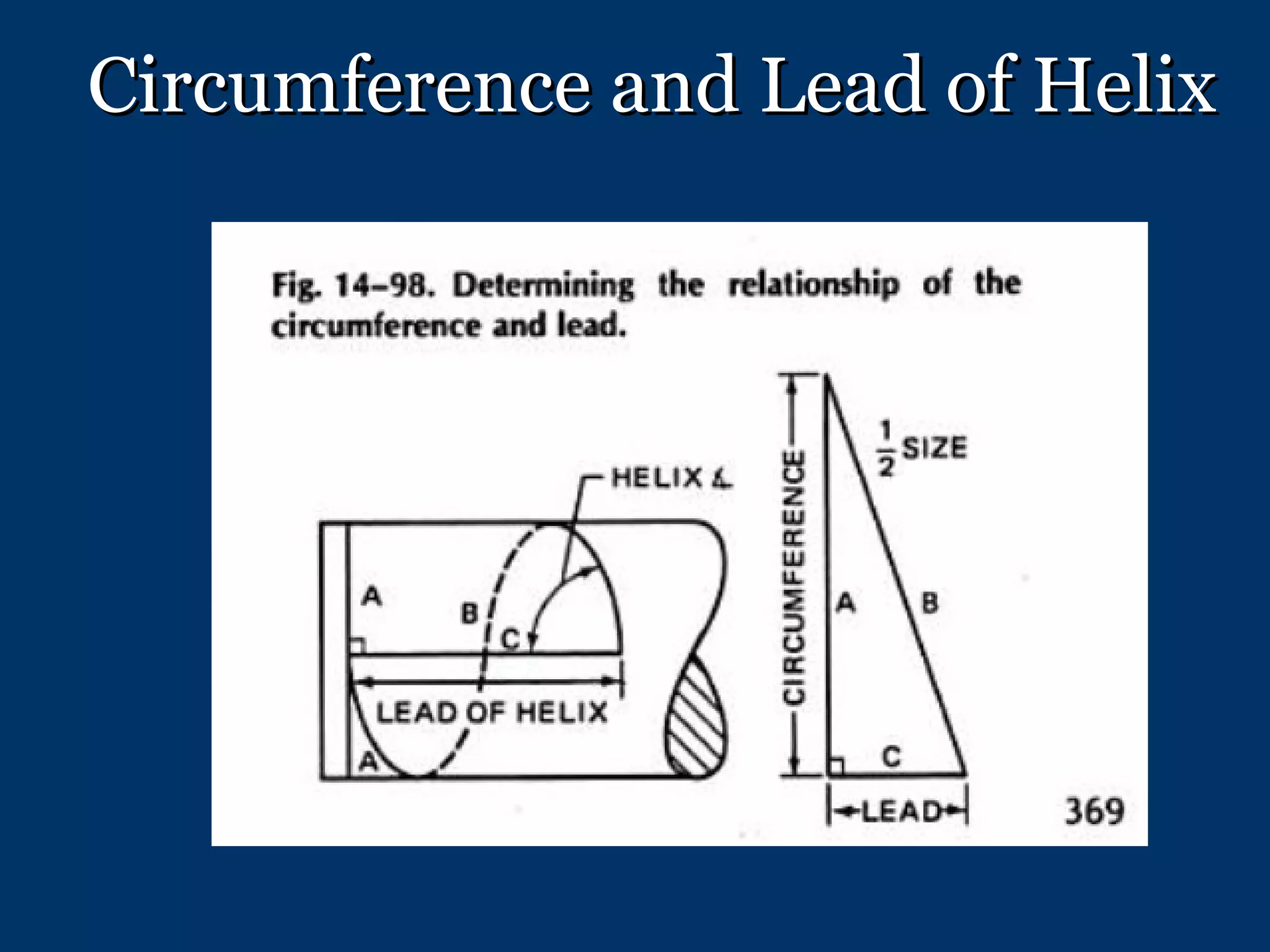
Details about gearing arrangements and the concept of helix in gear milling.
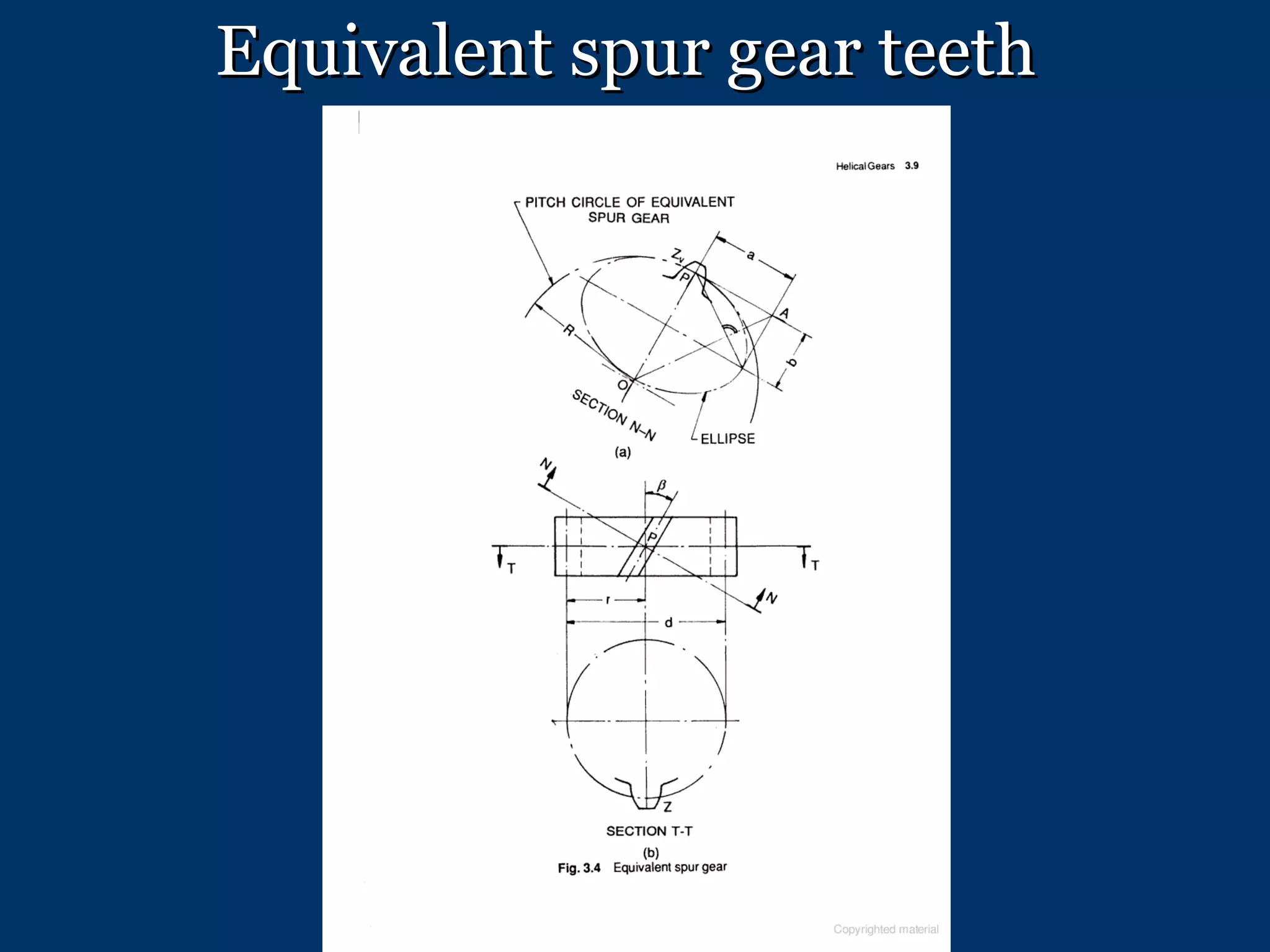
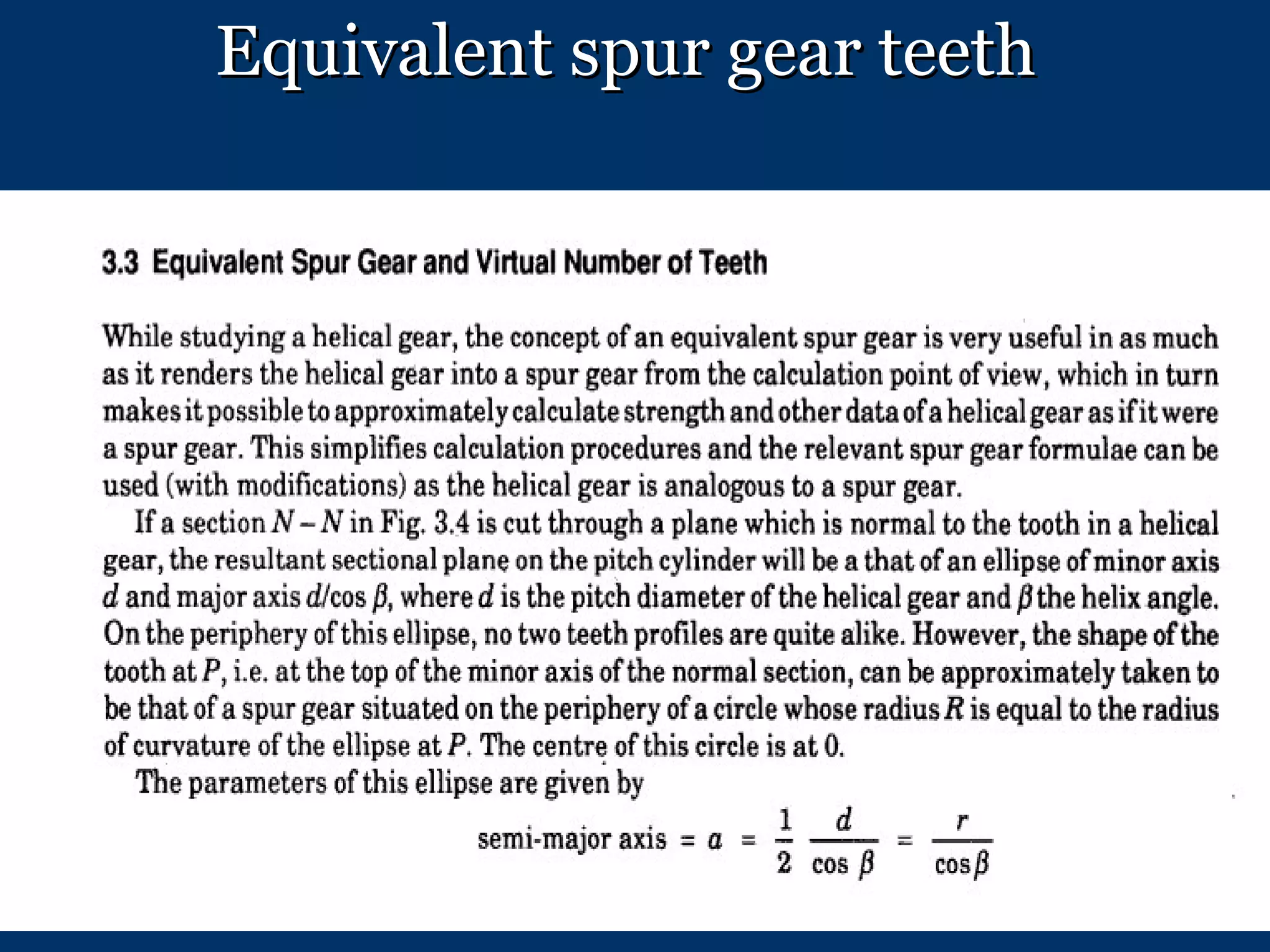
Calculating equivalent spur gear teeth based on helix angles for accurate cutter selection.
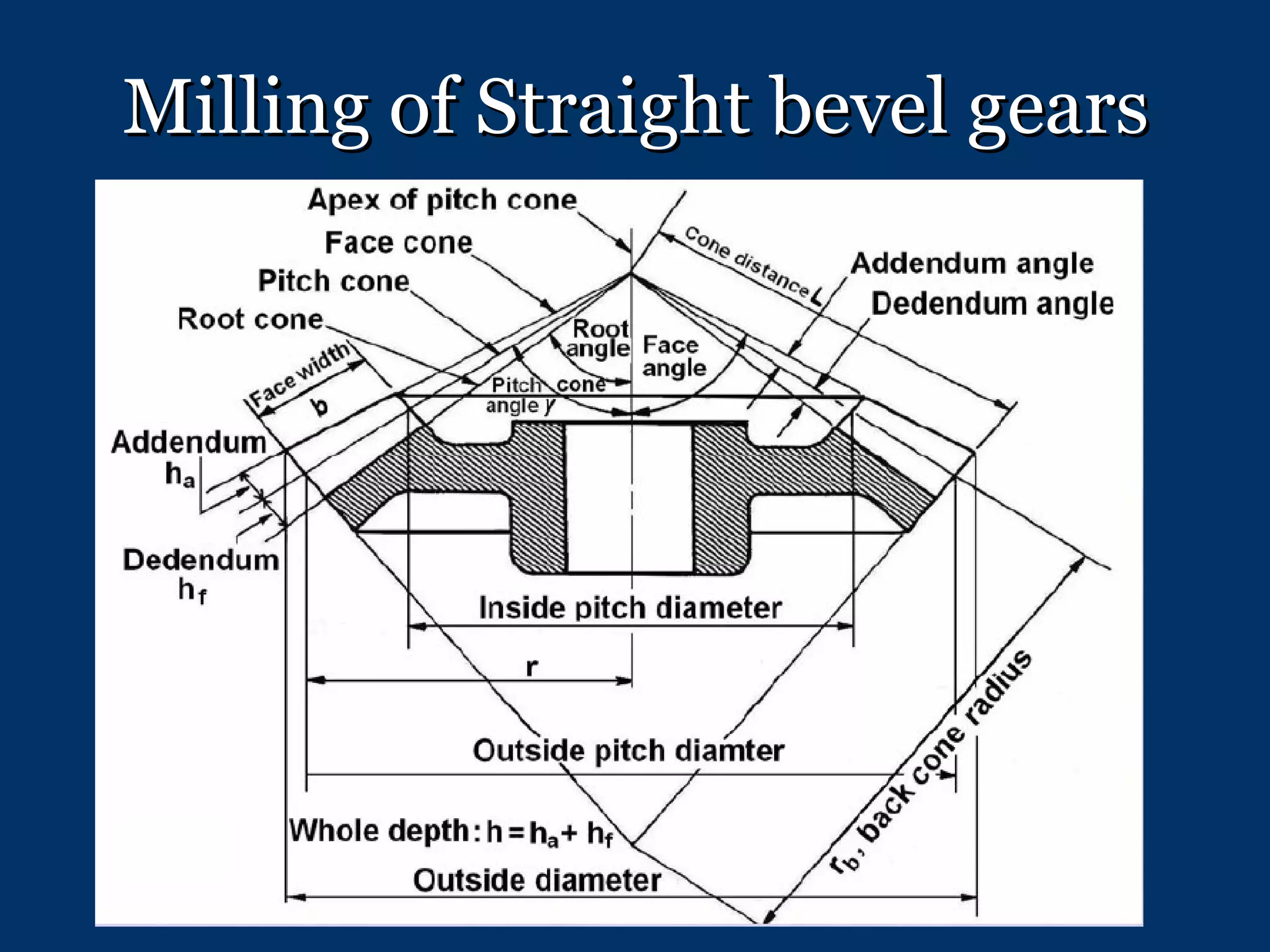
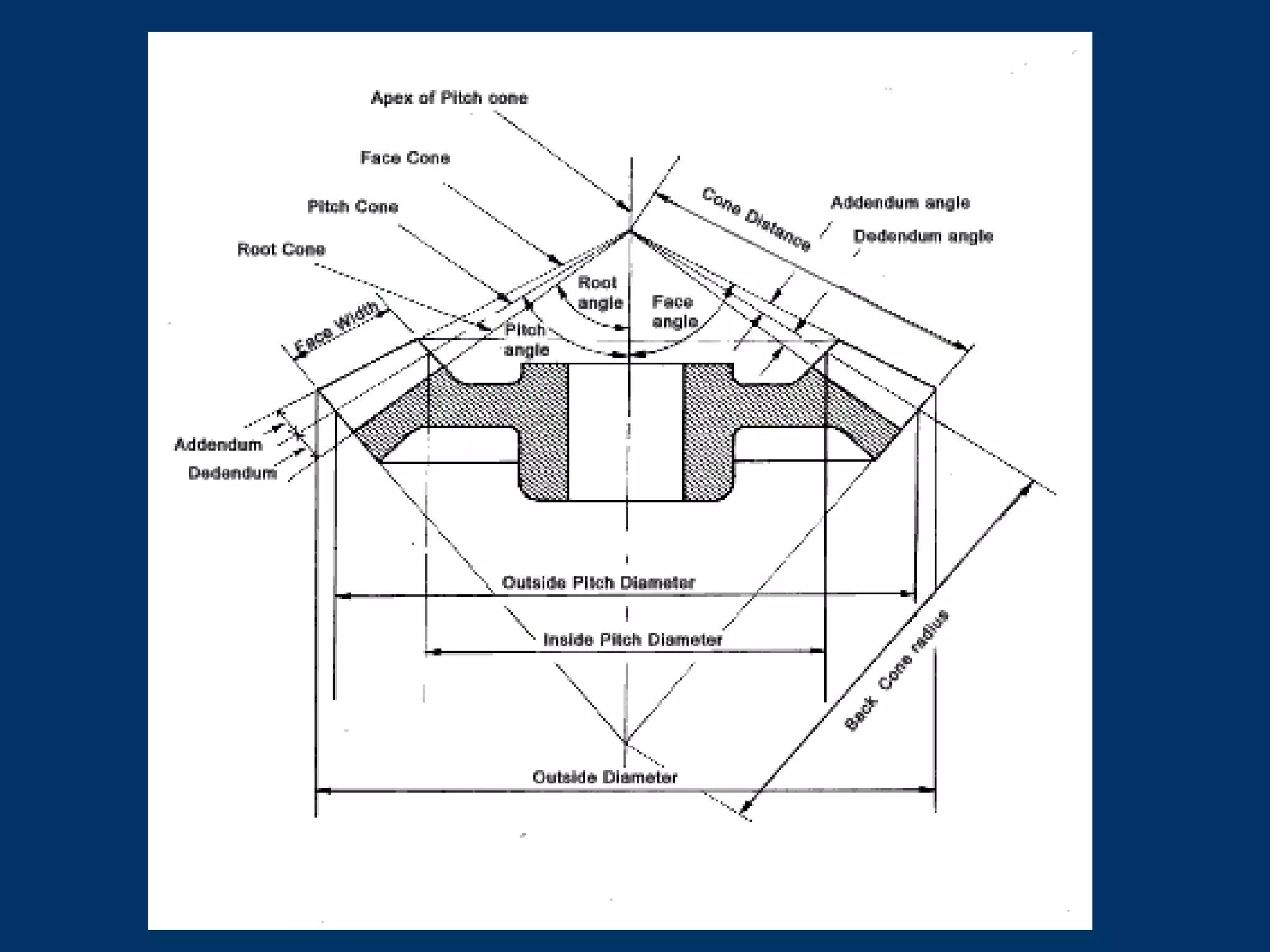
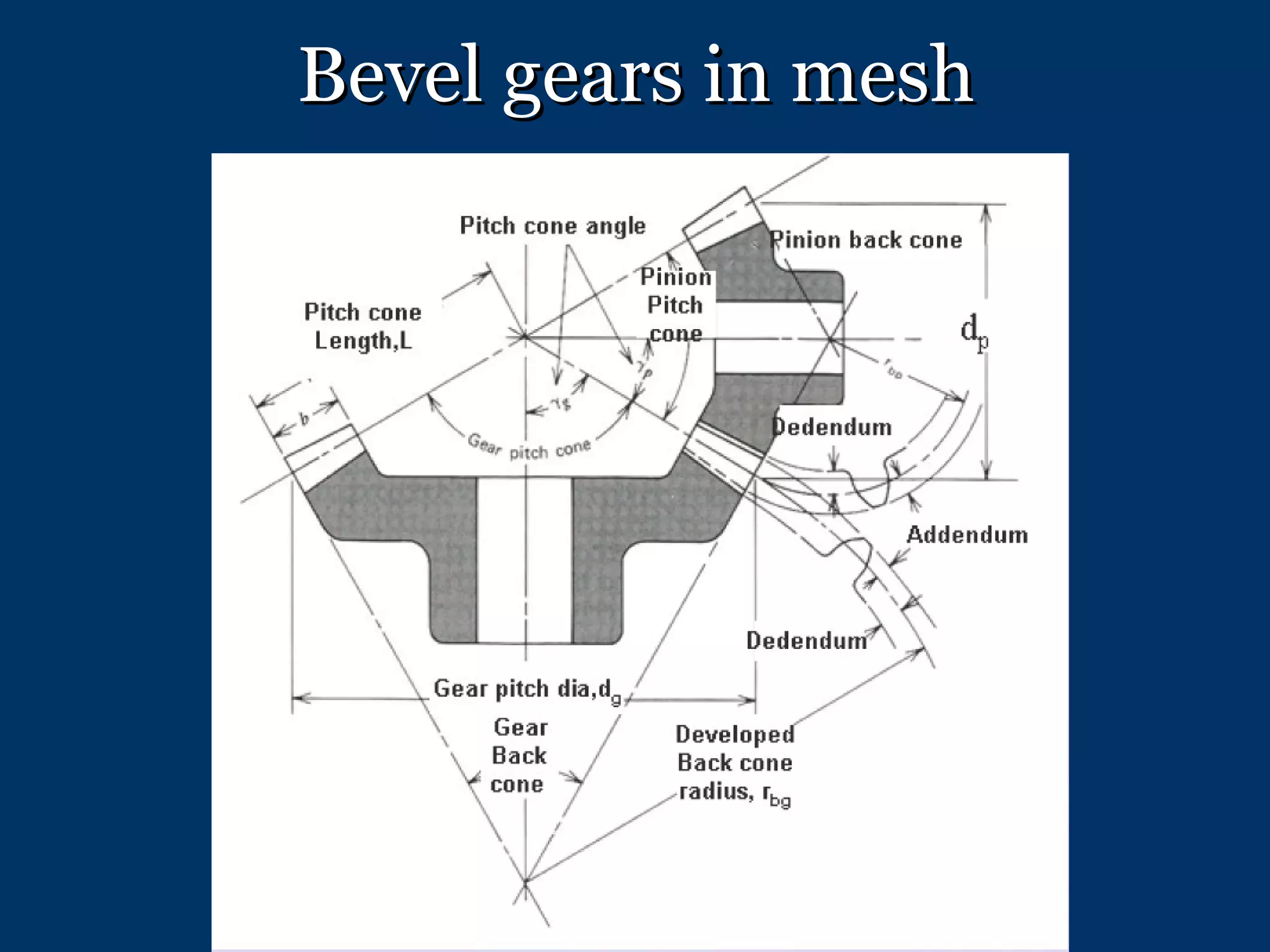
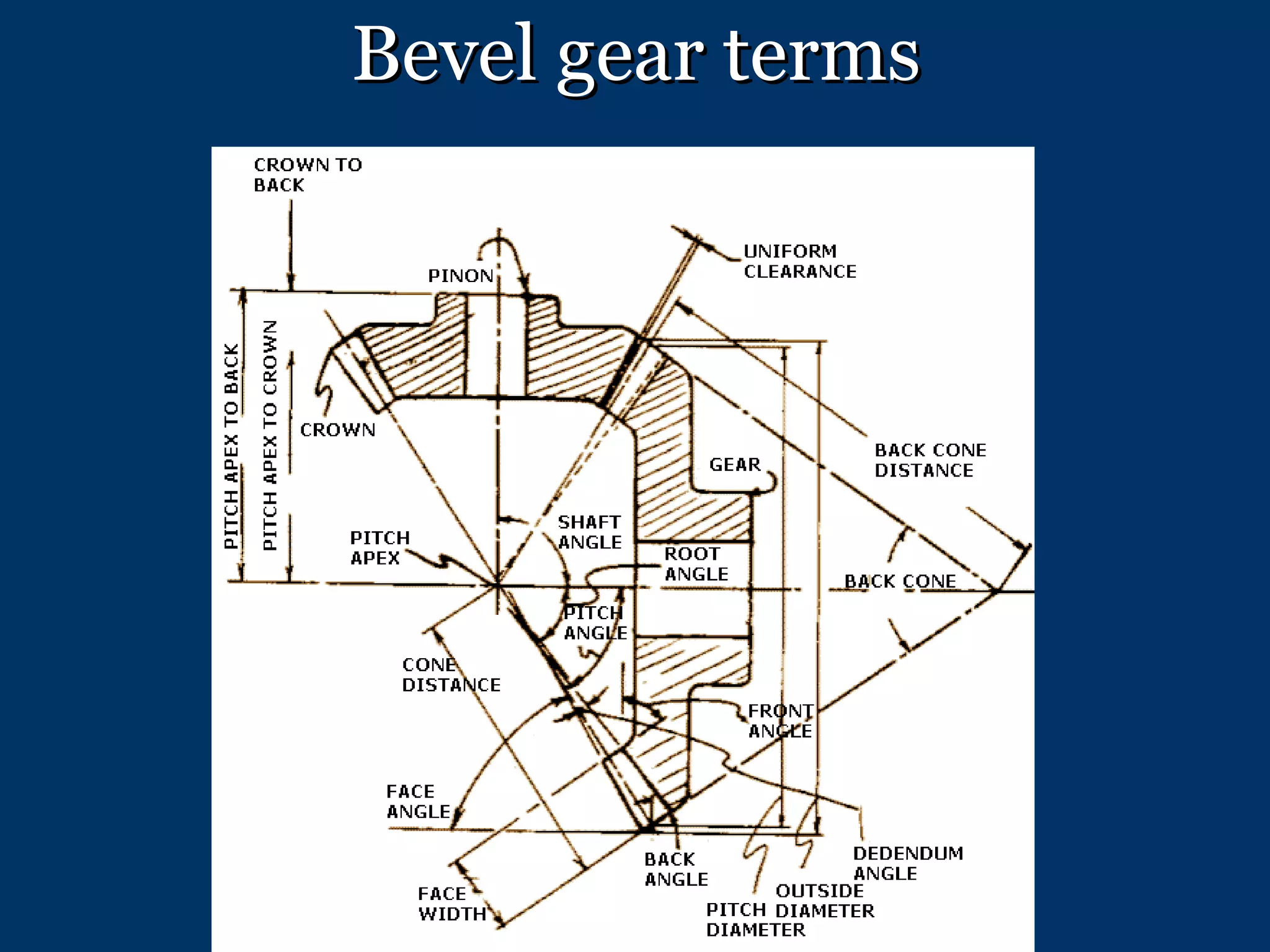
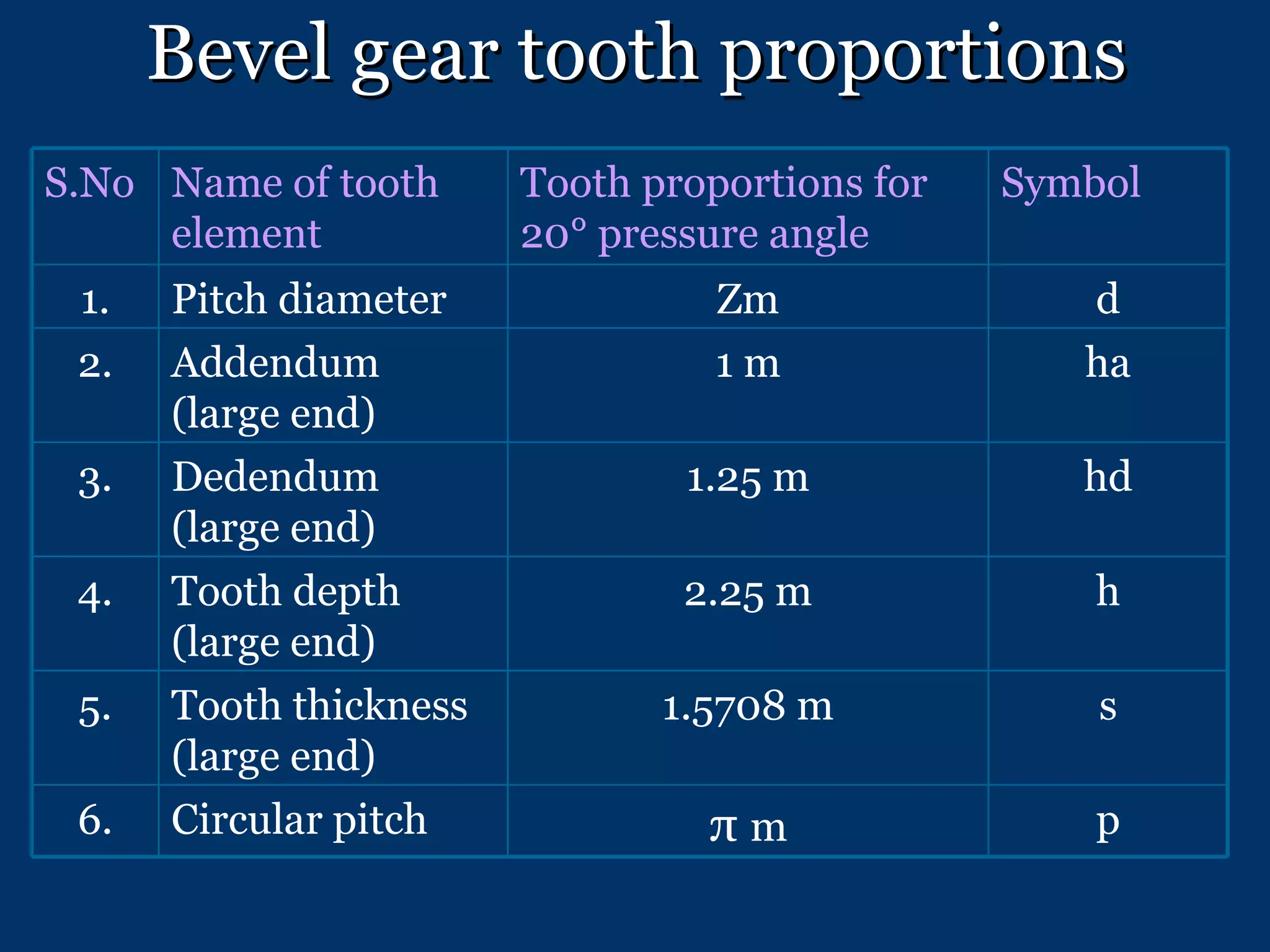
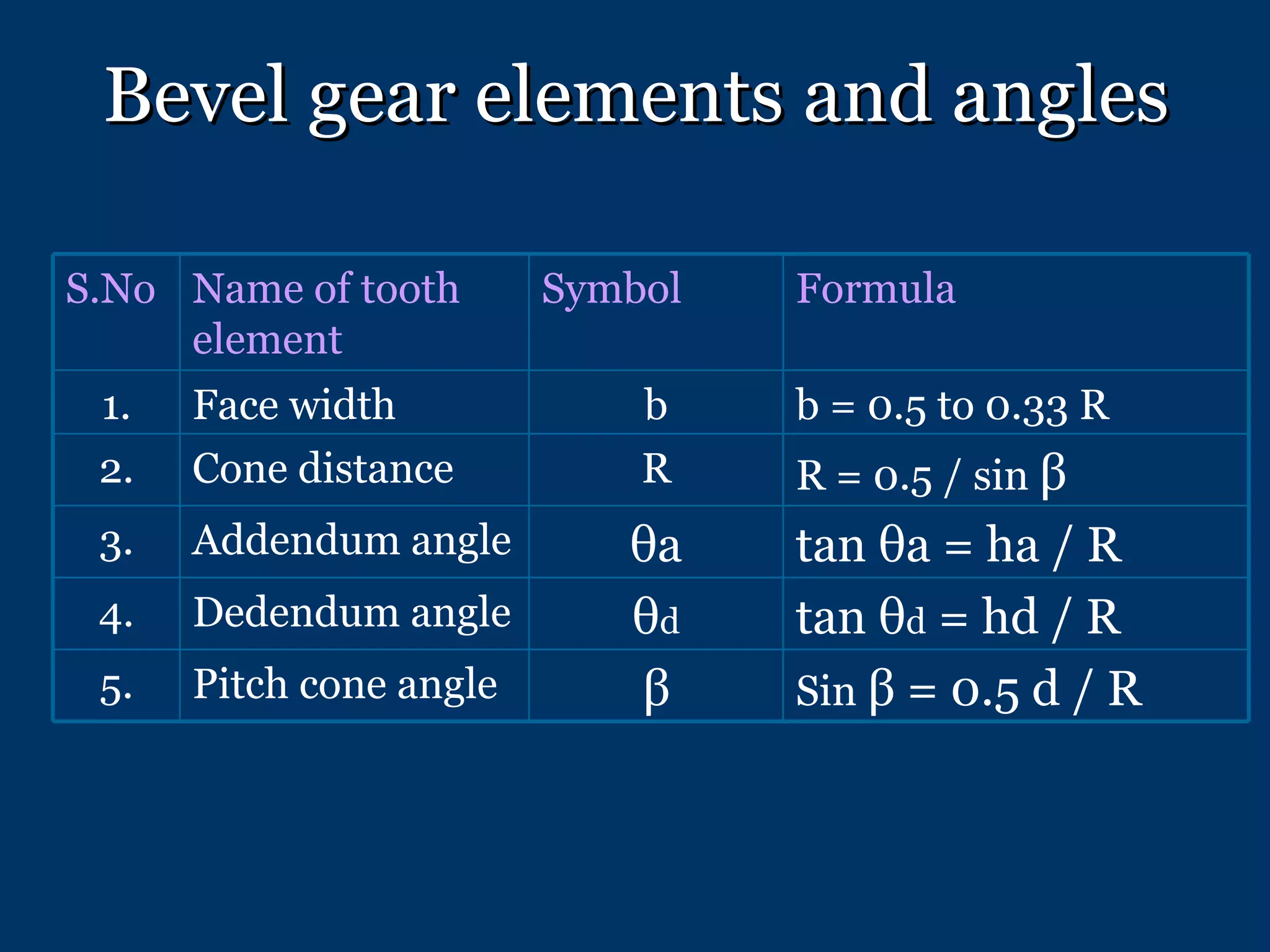
Steps and formulas necessary for milling straight bevel gears, including indexing.
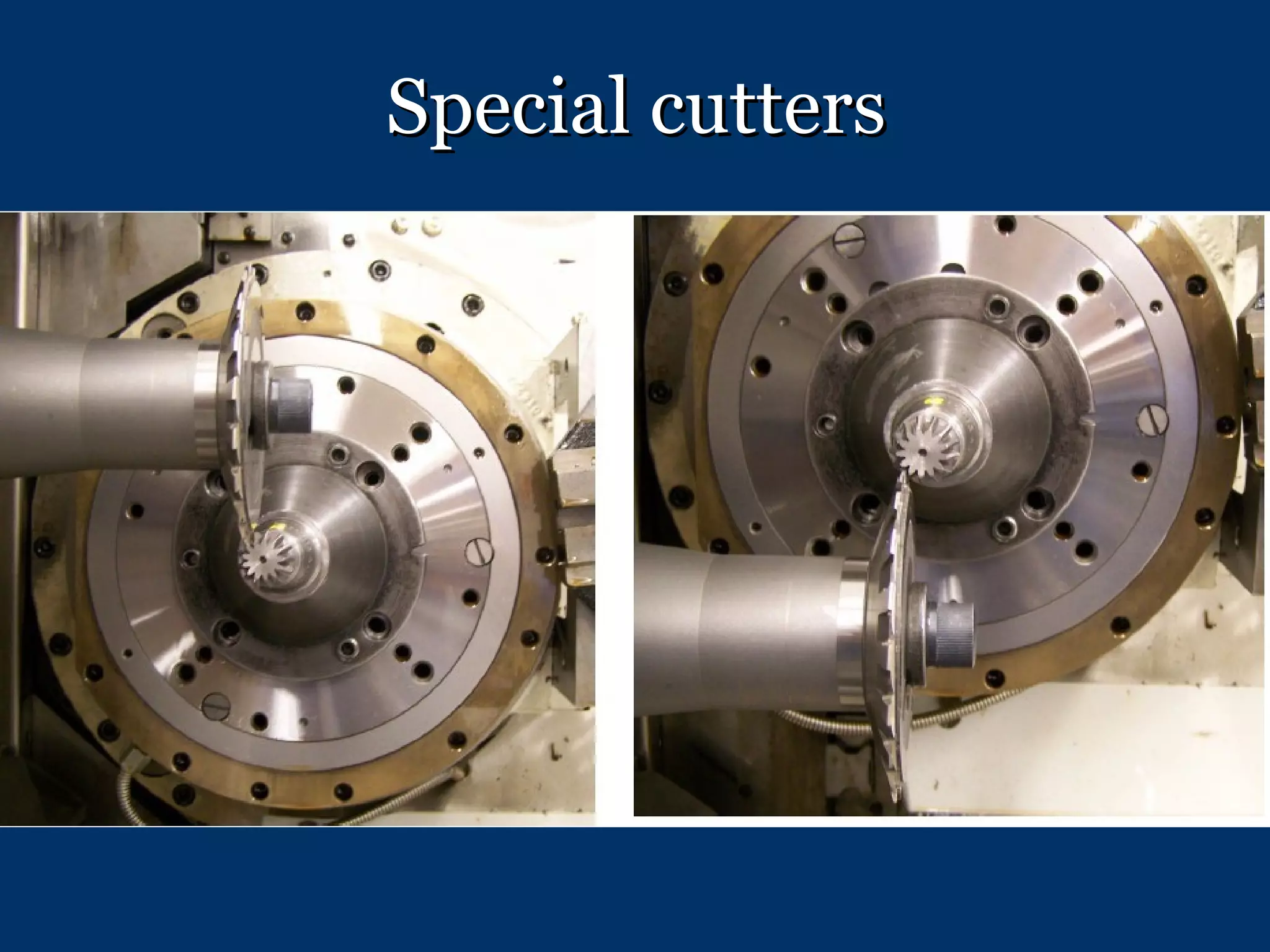
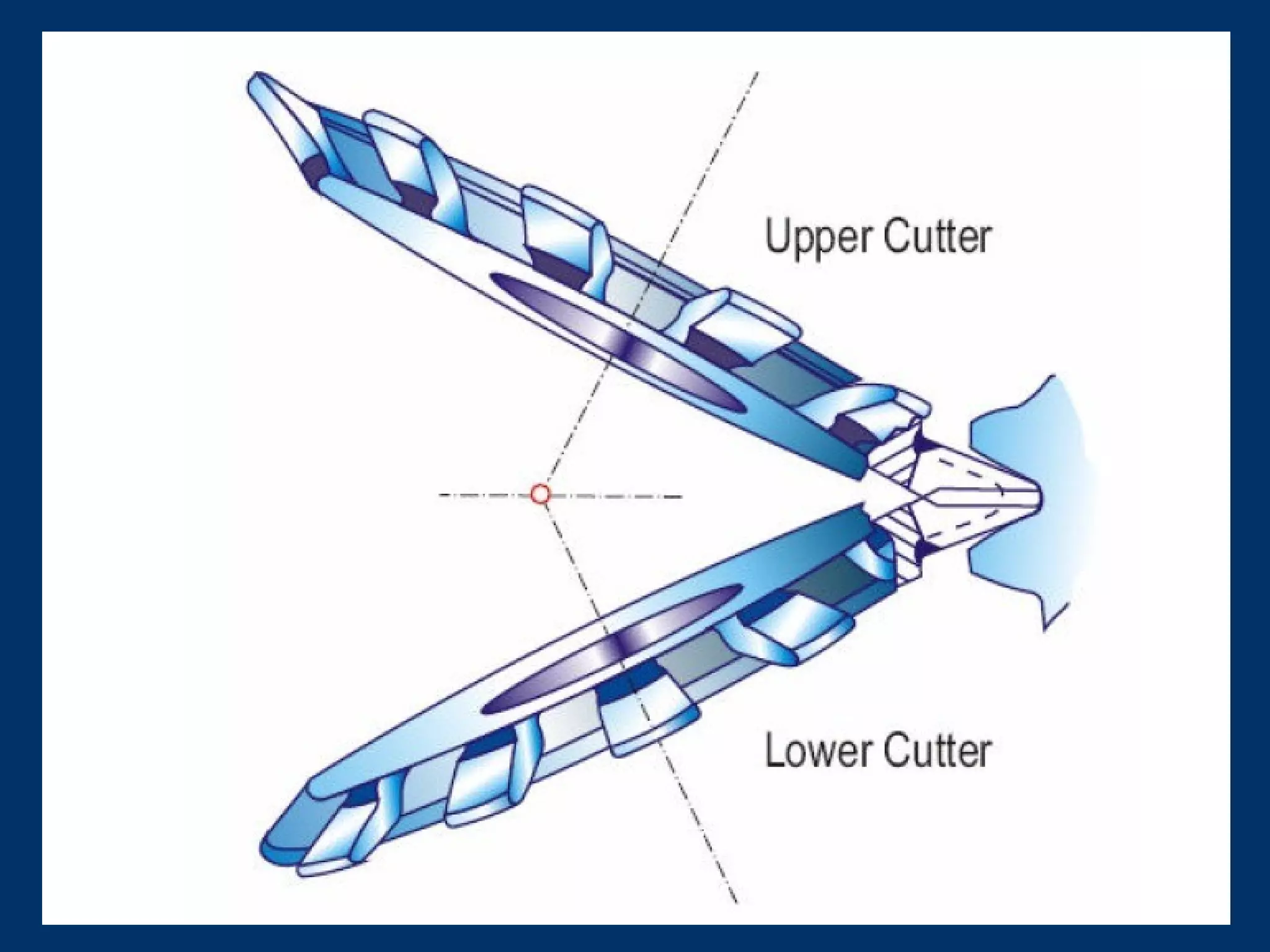
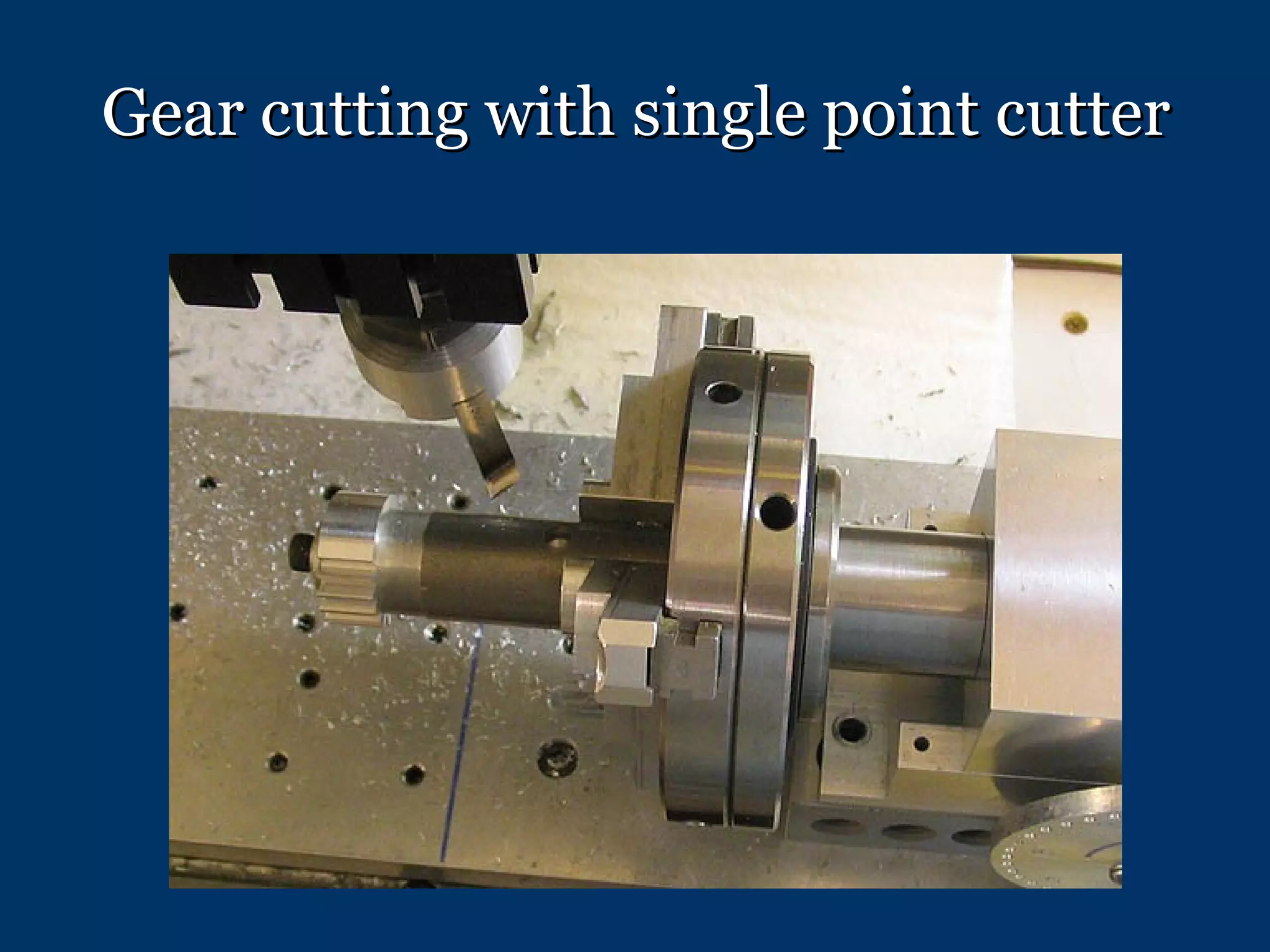
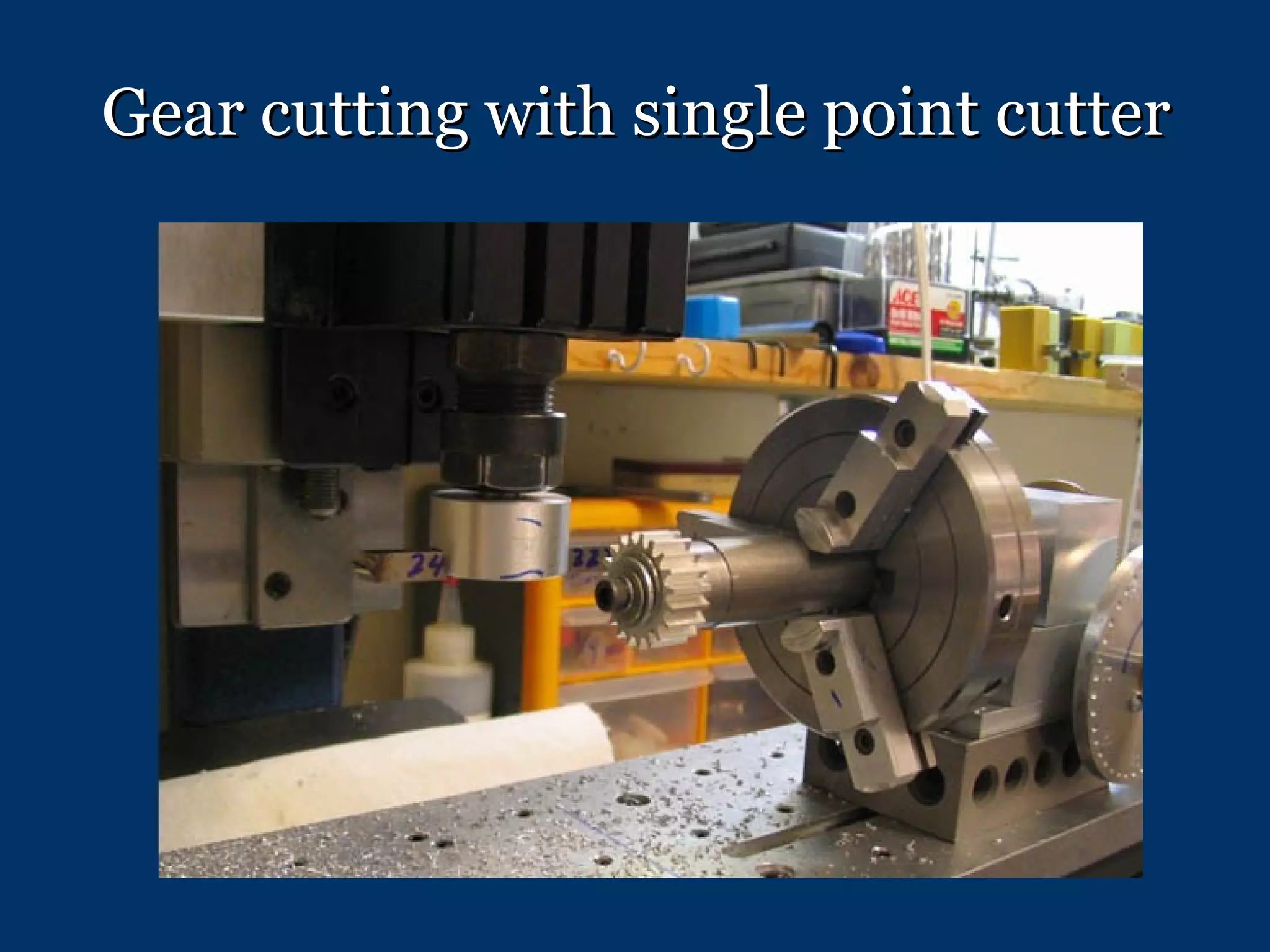
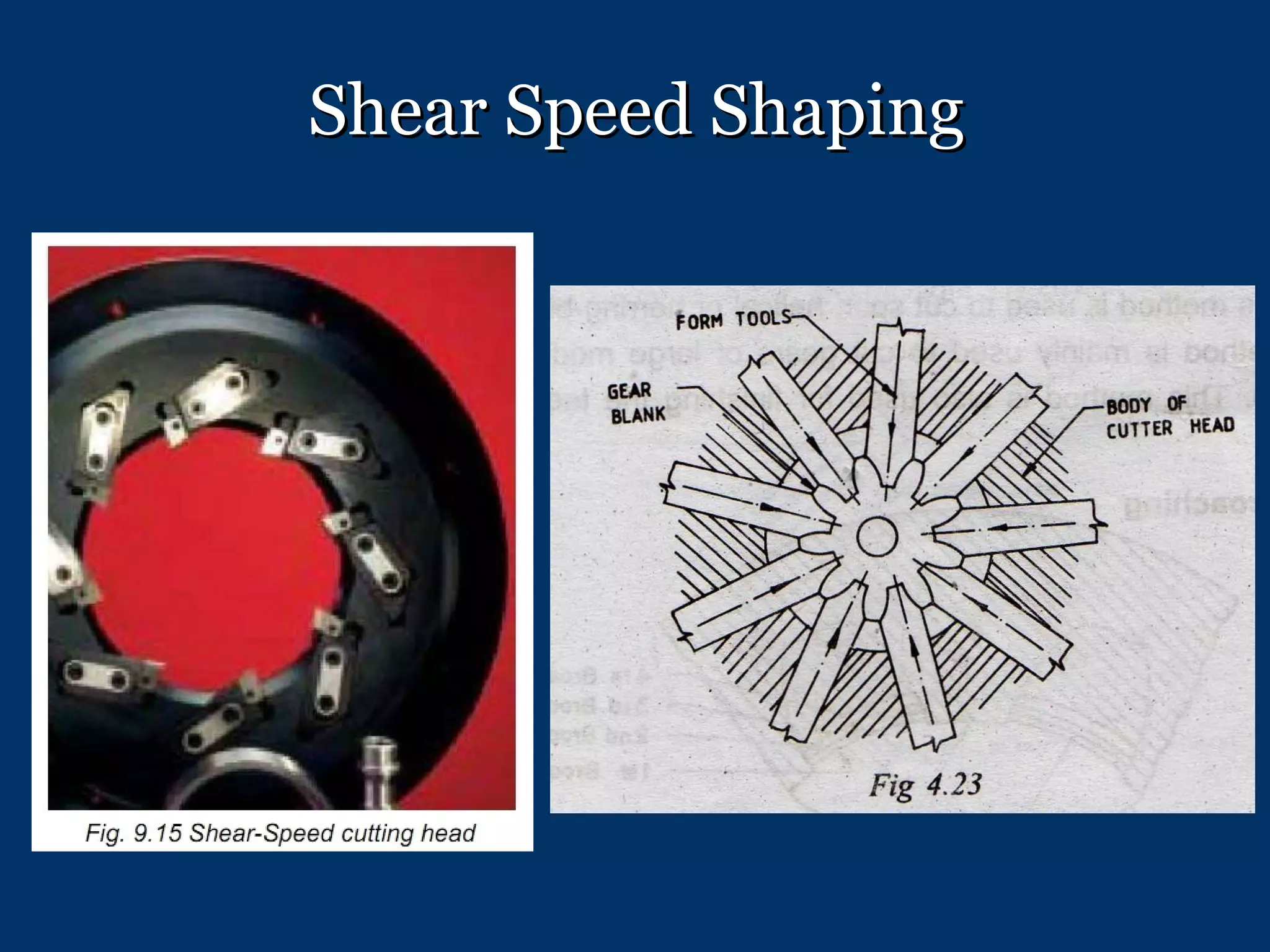
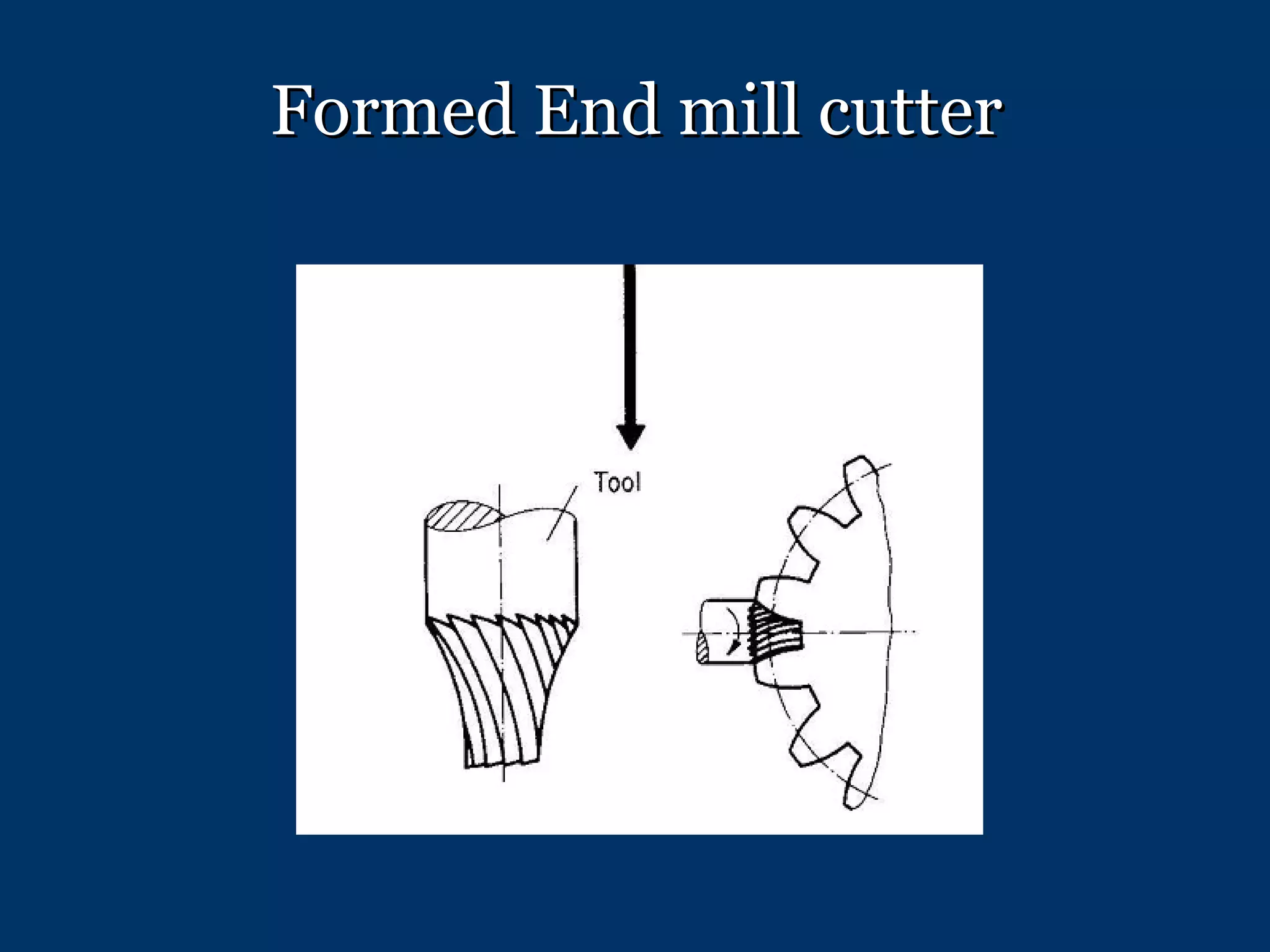
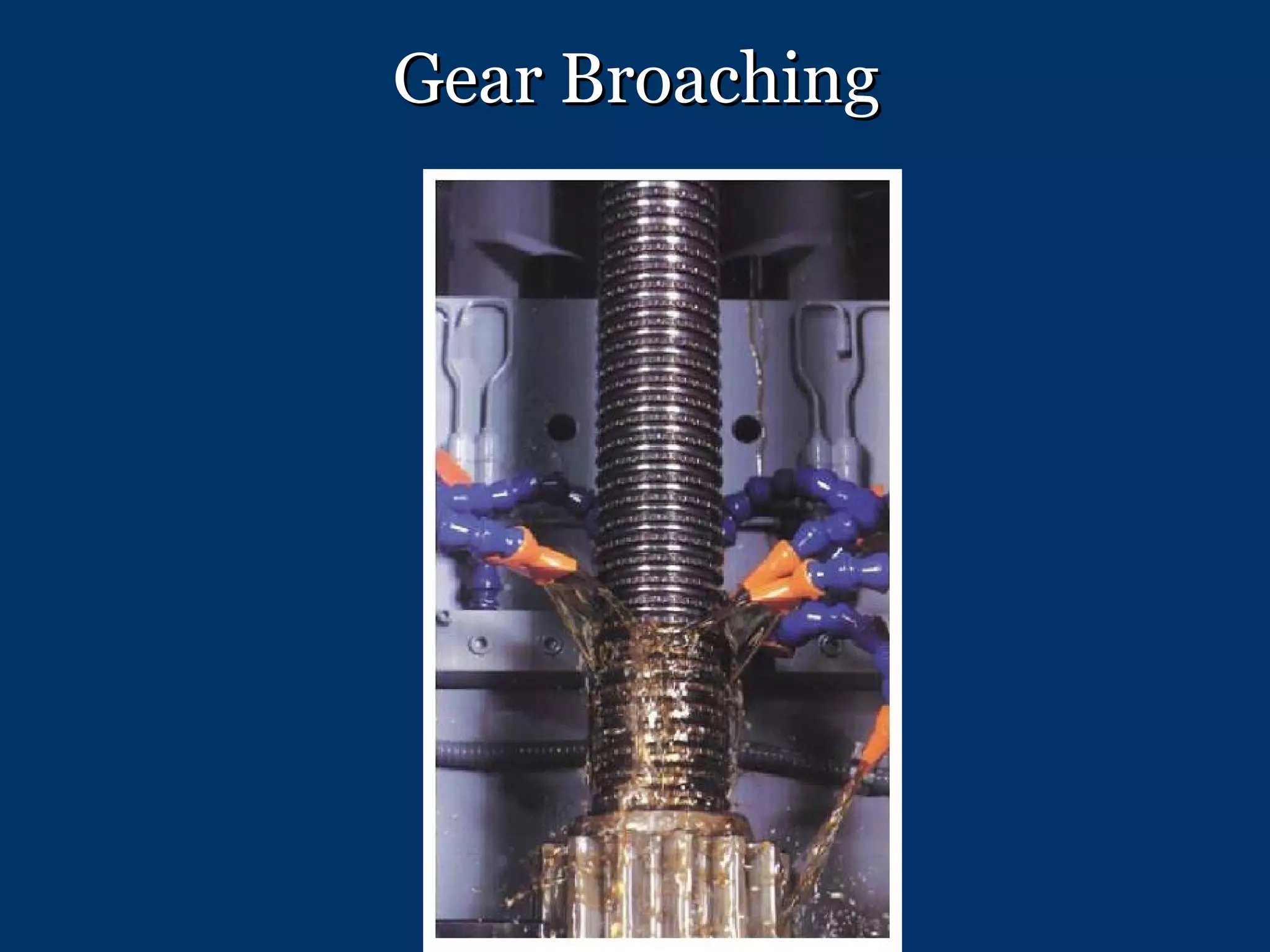
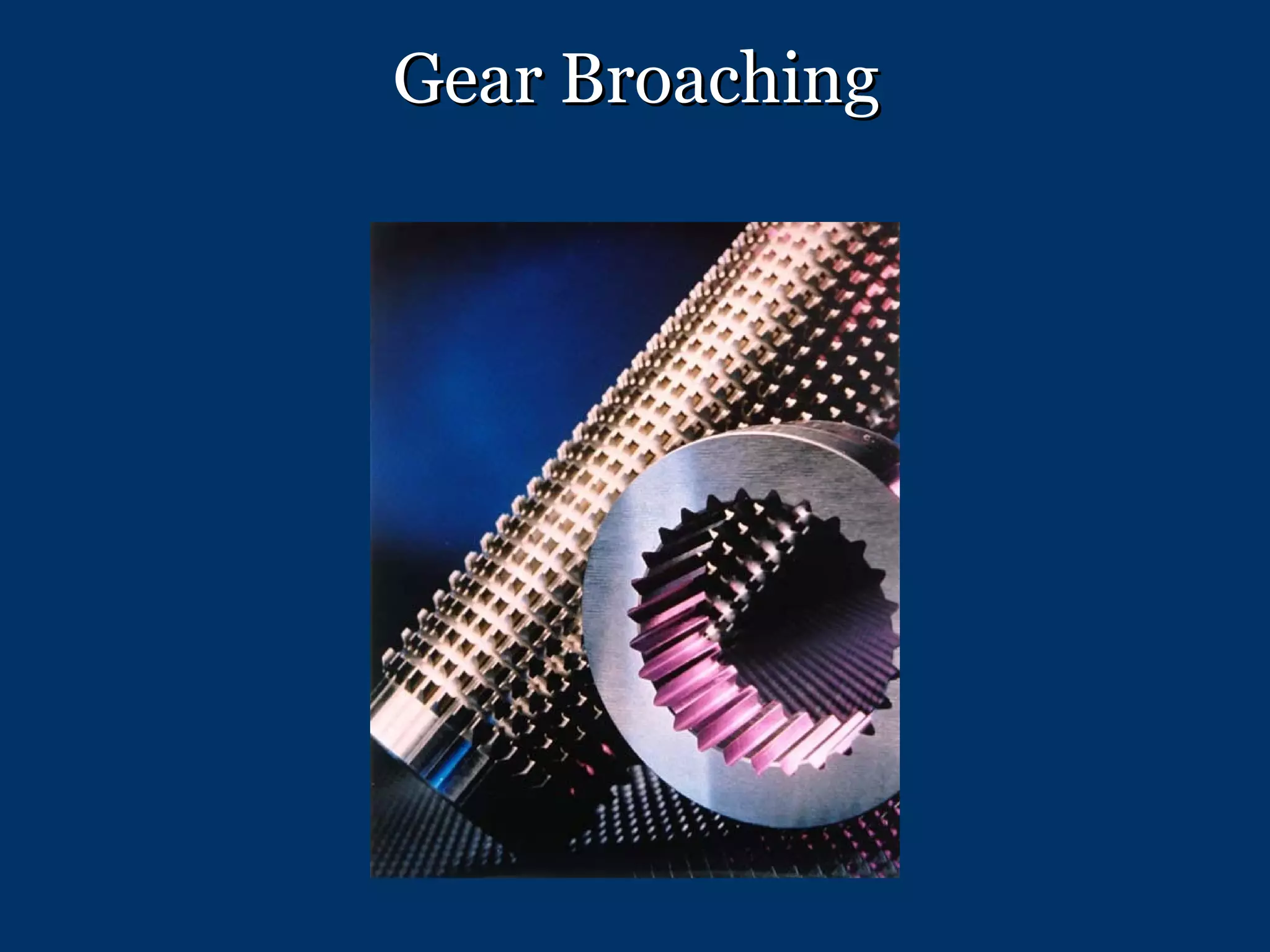
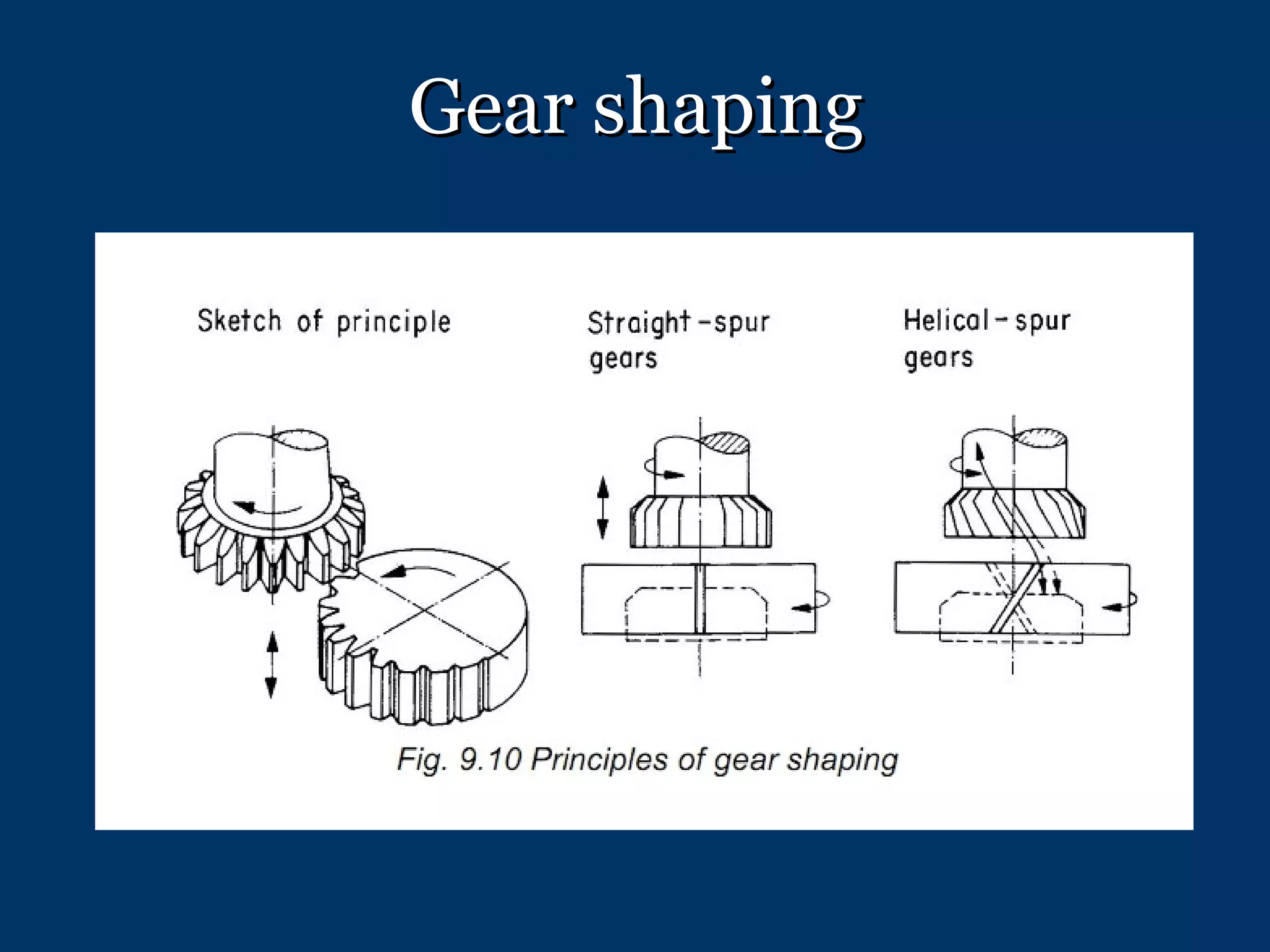
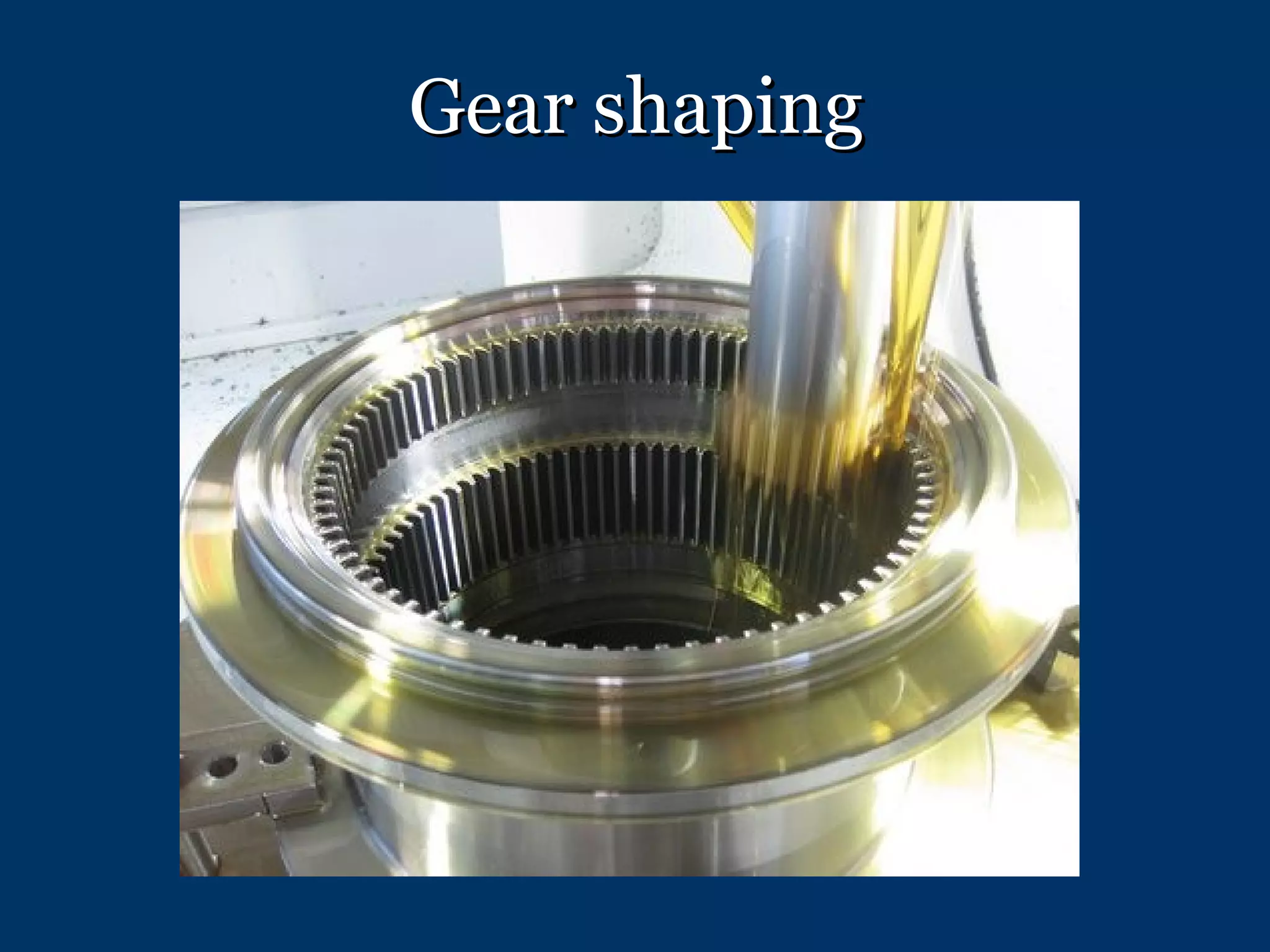
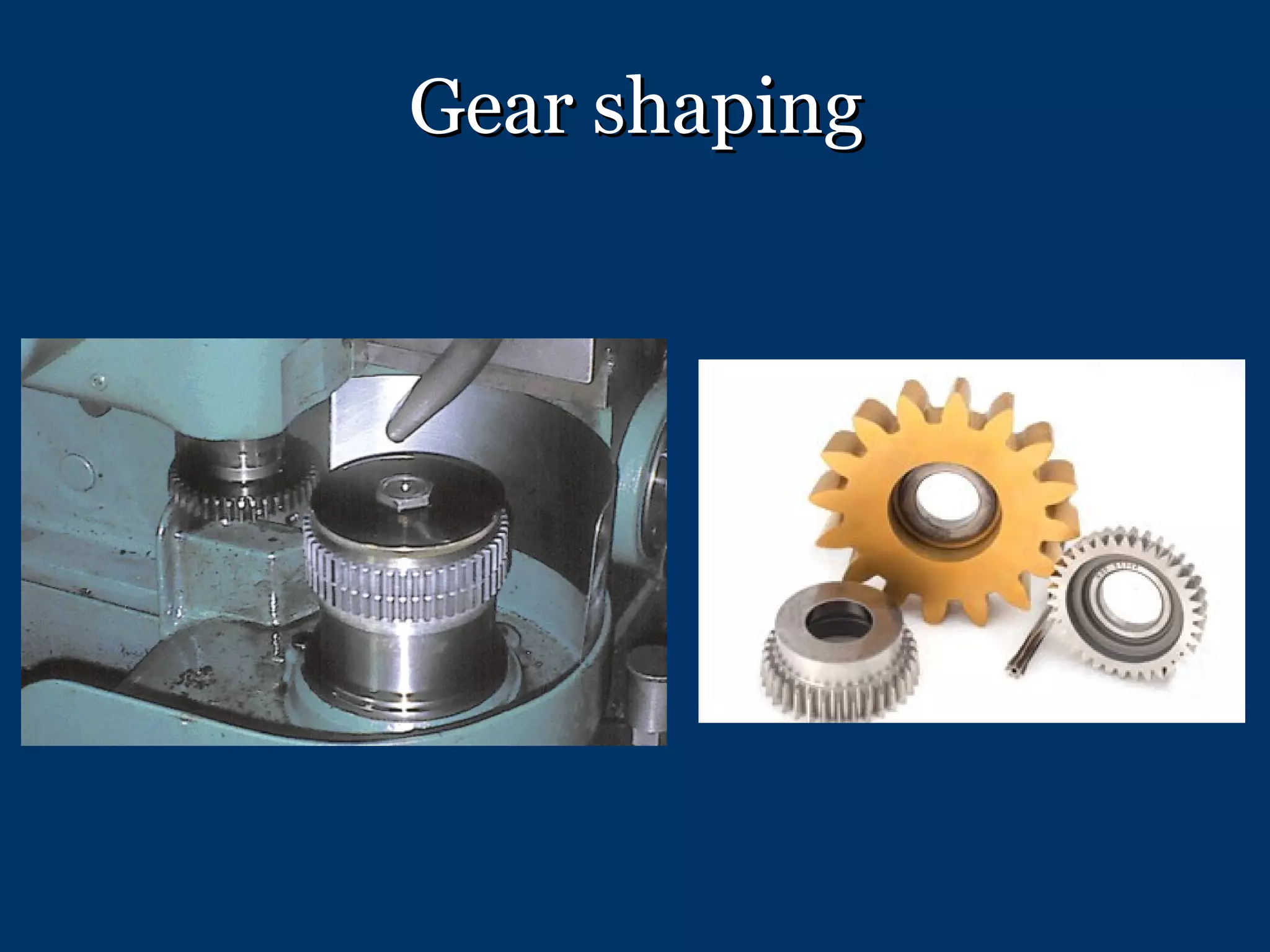
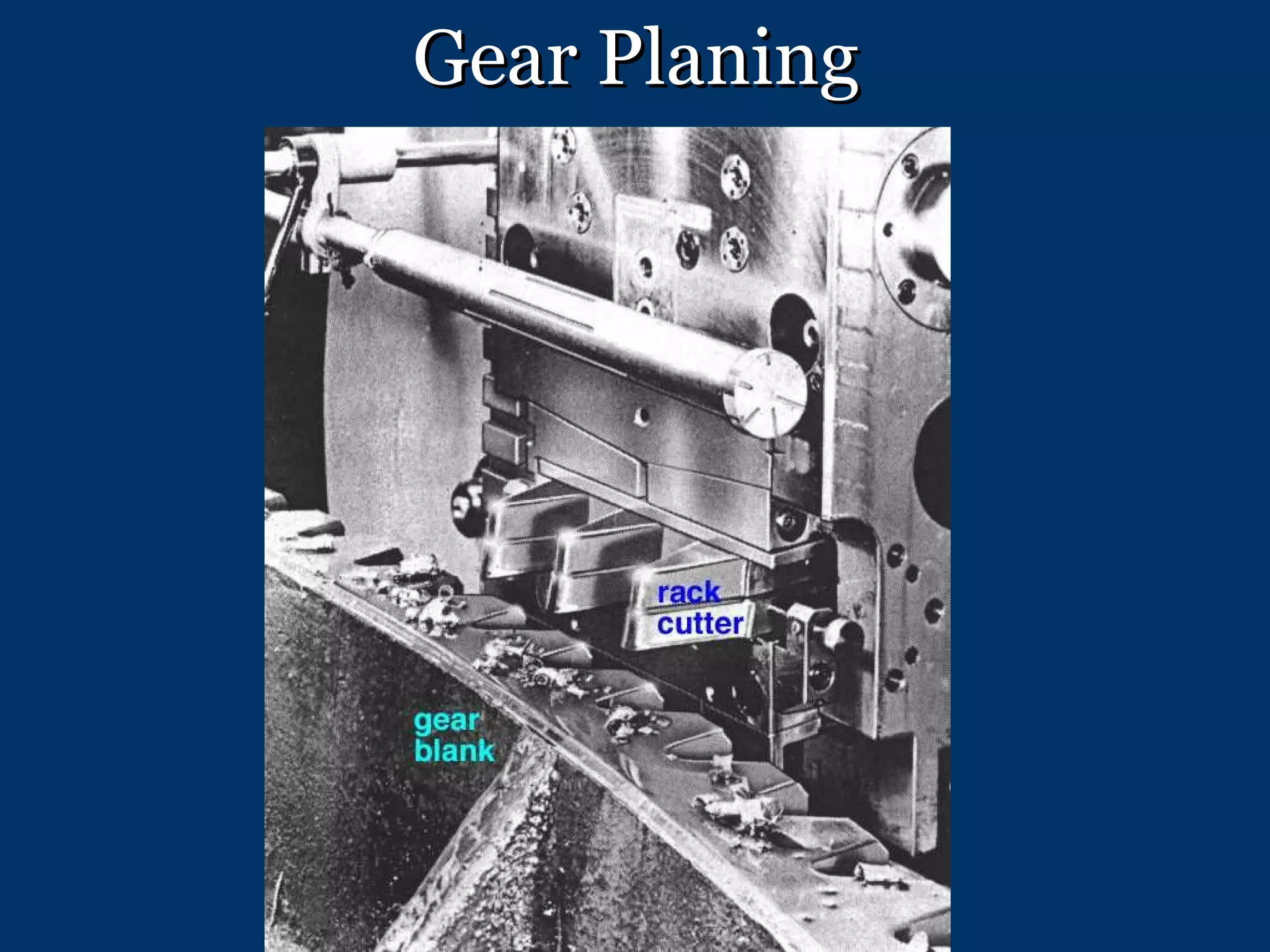
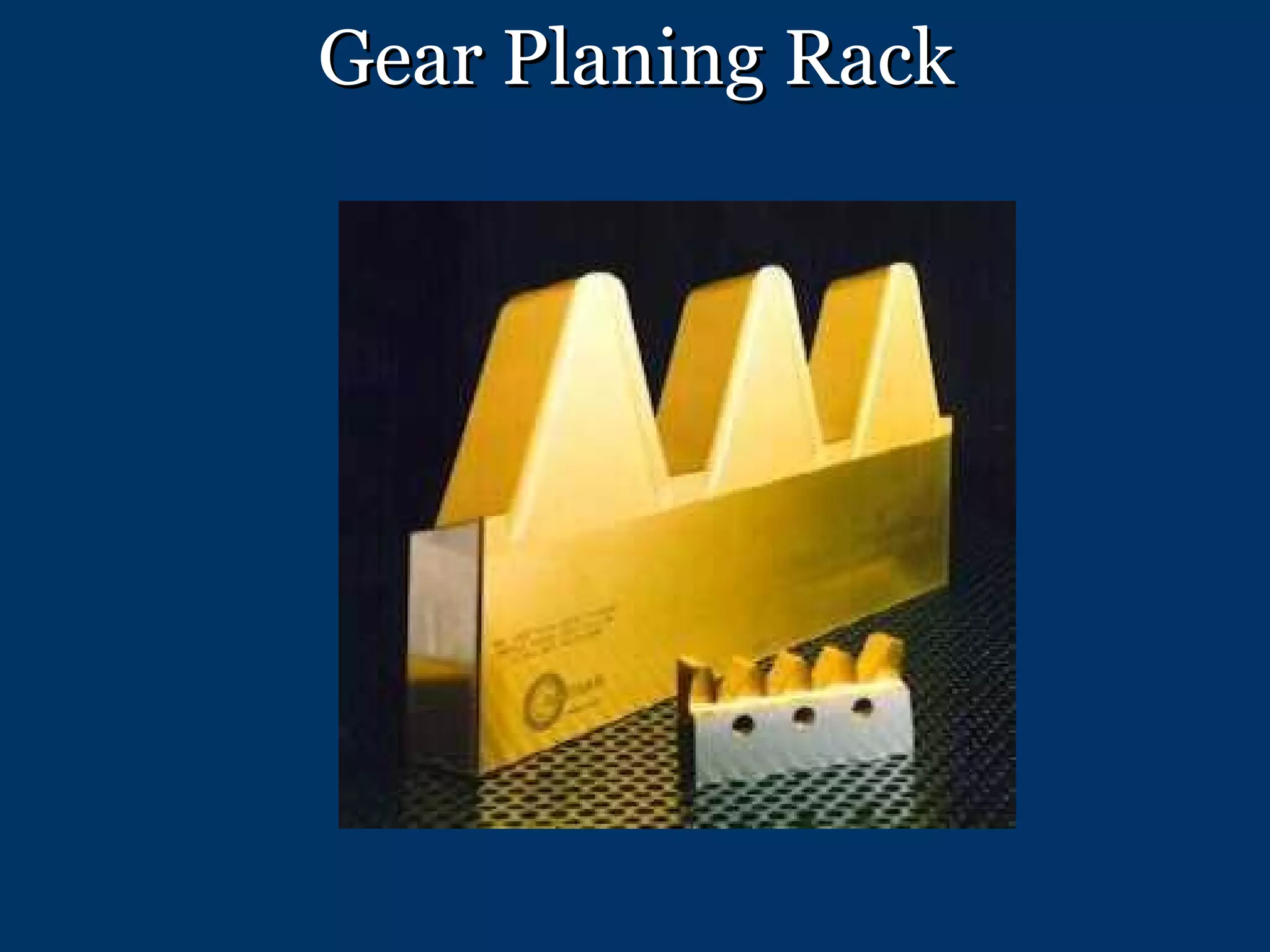
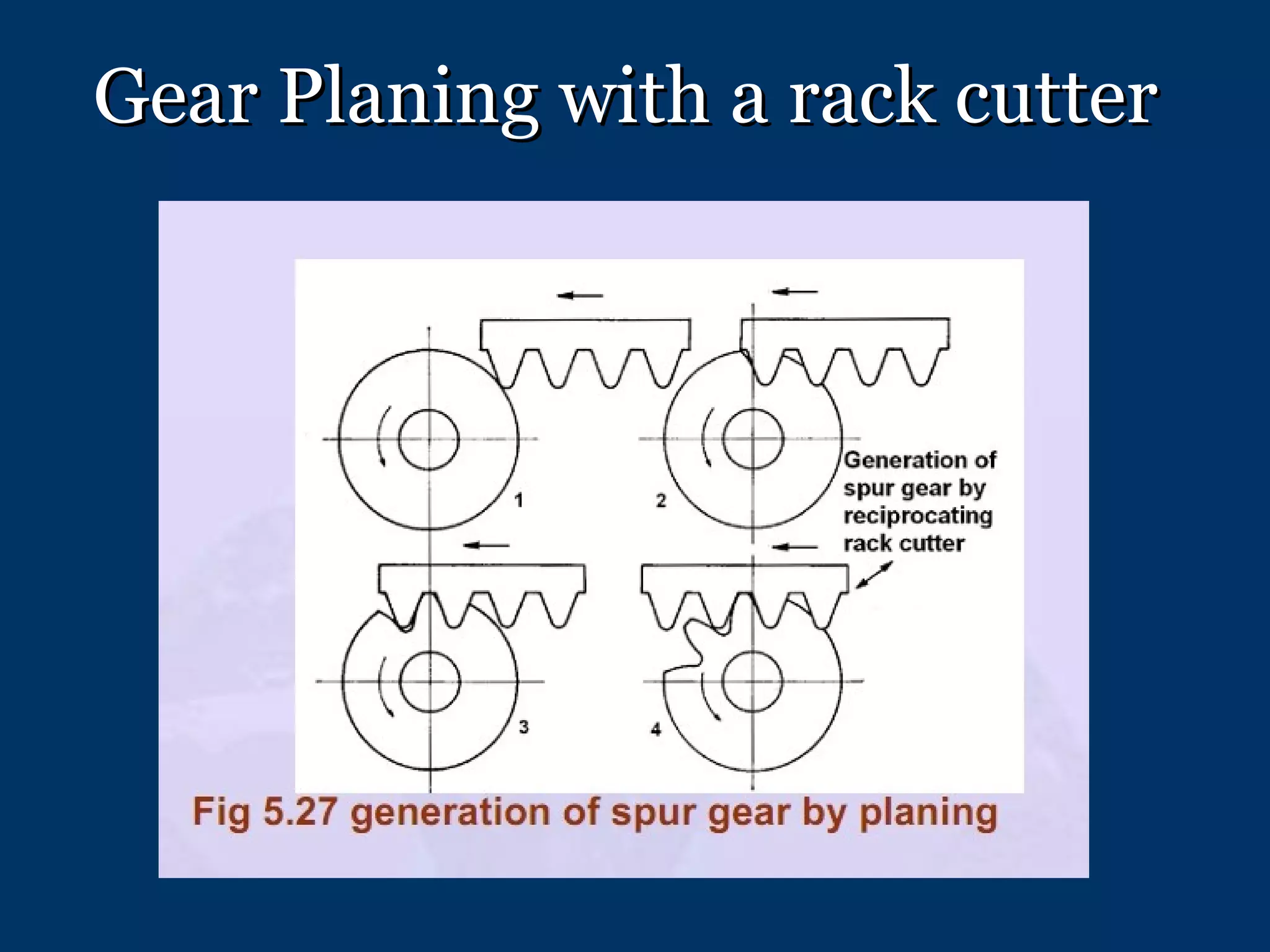
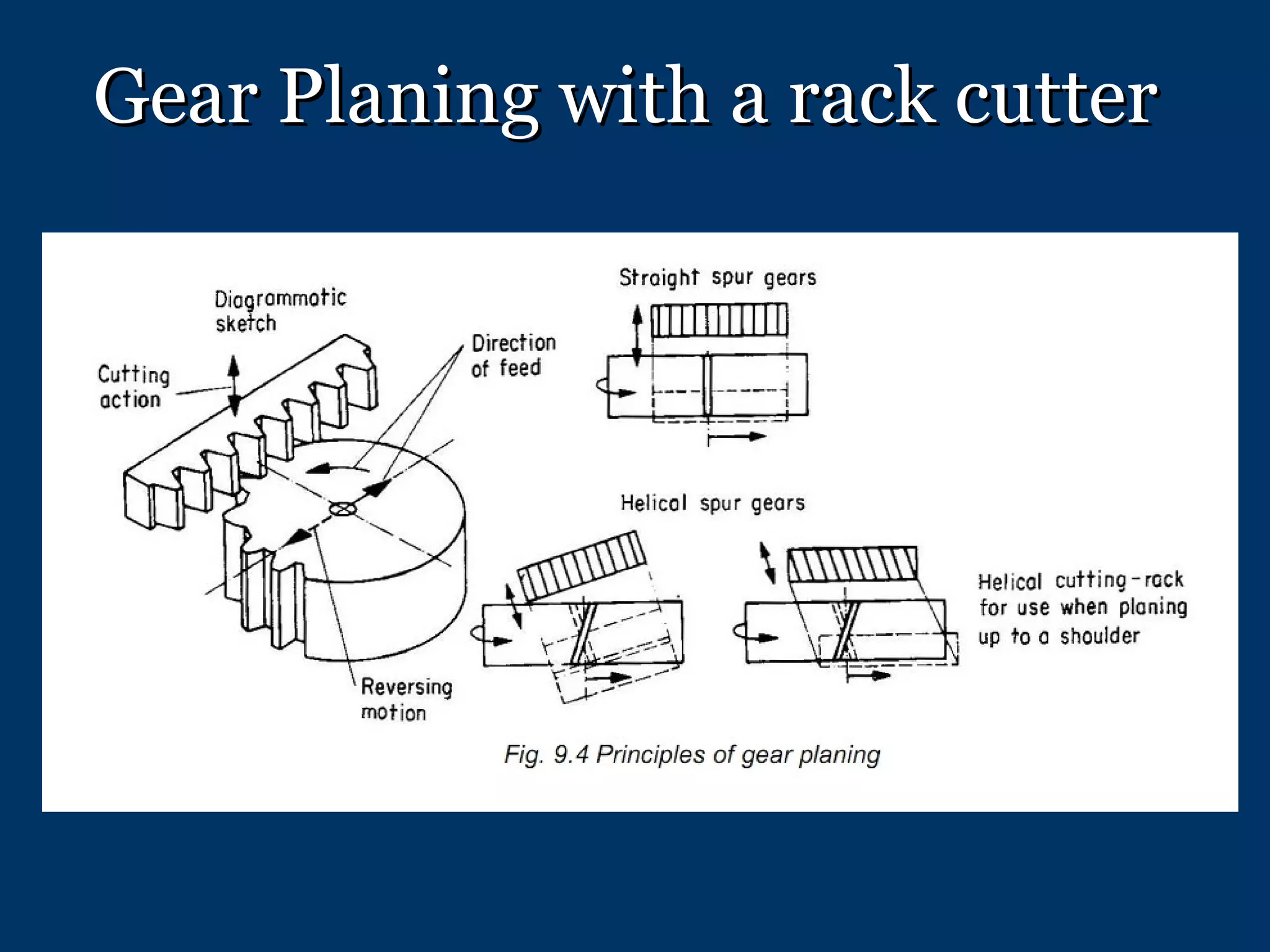
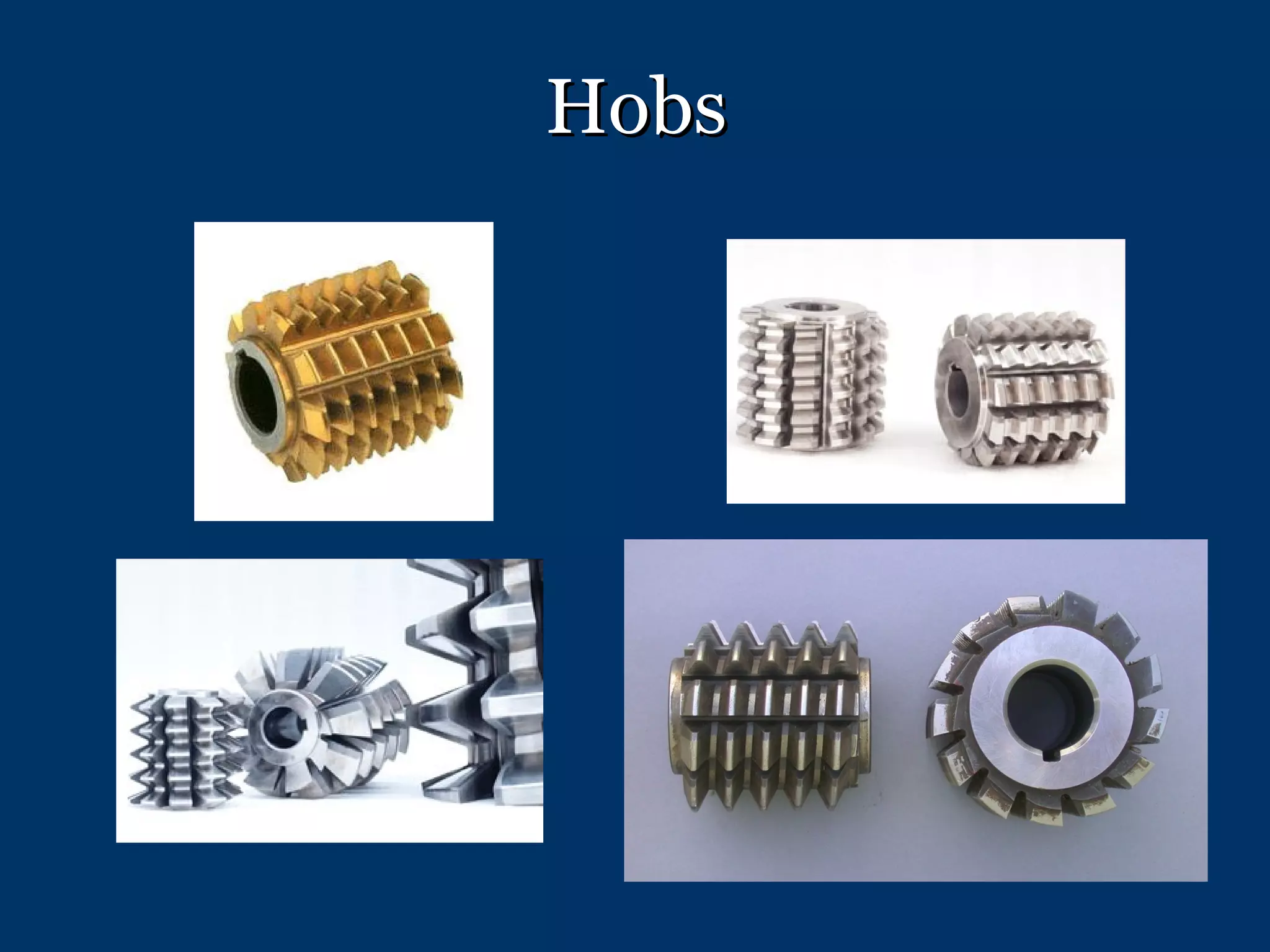
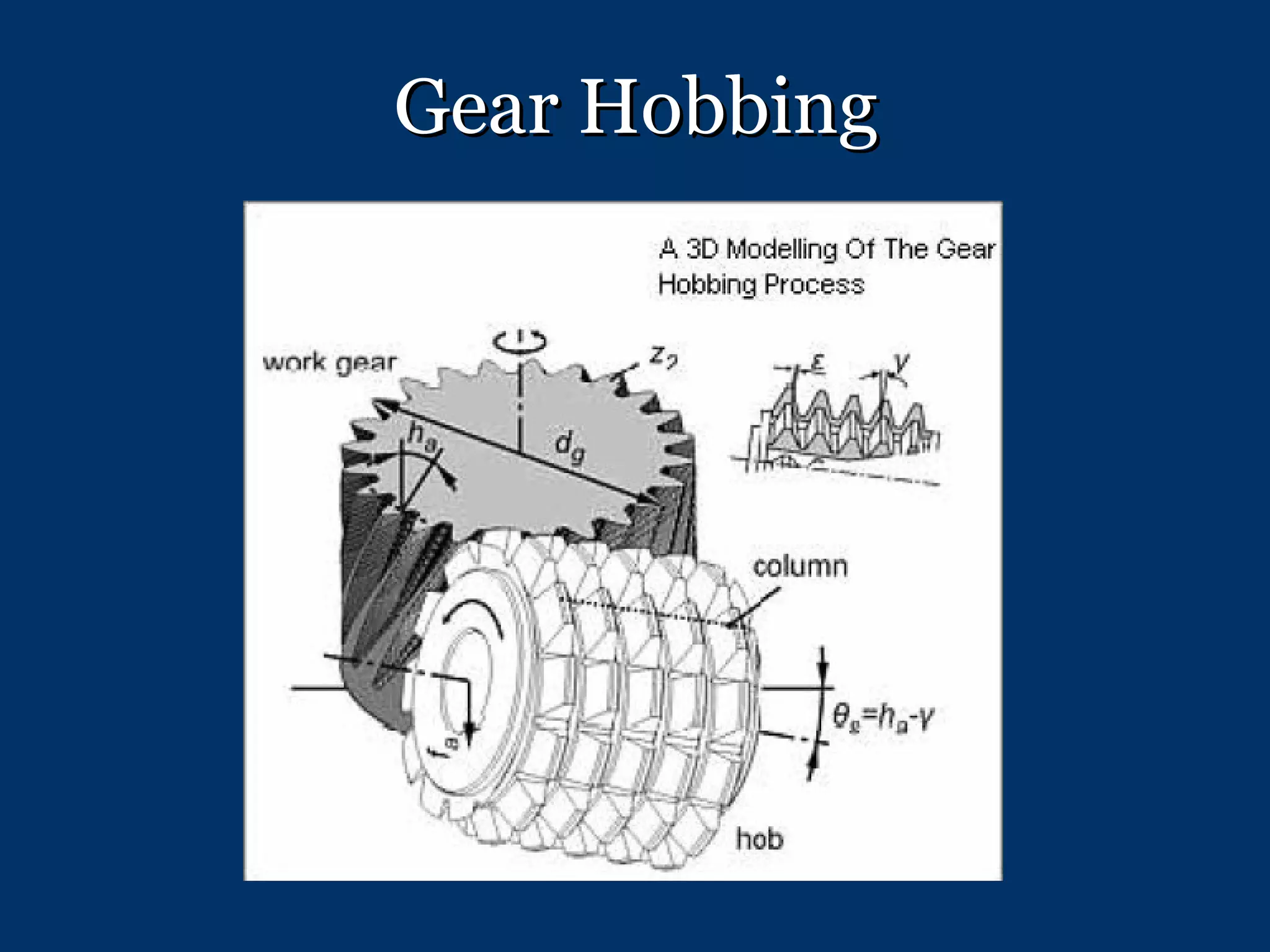
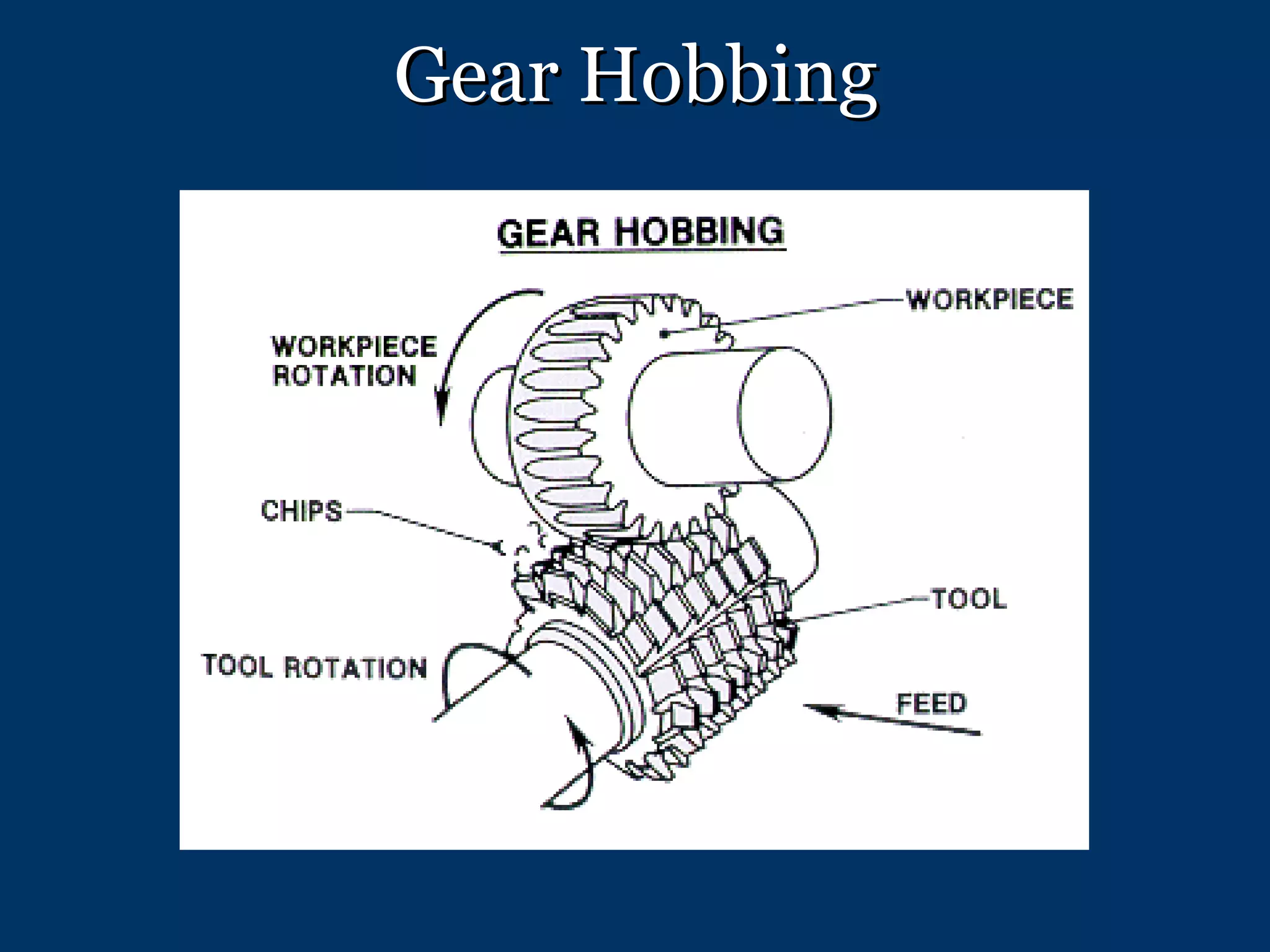
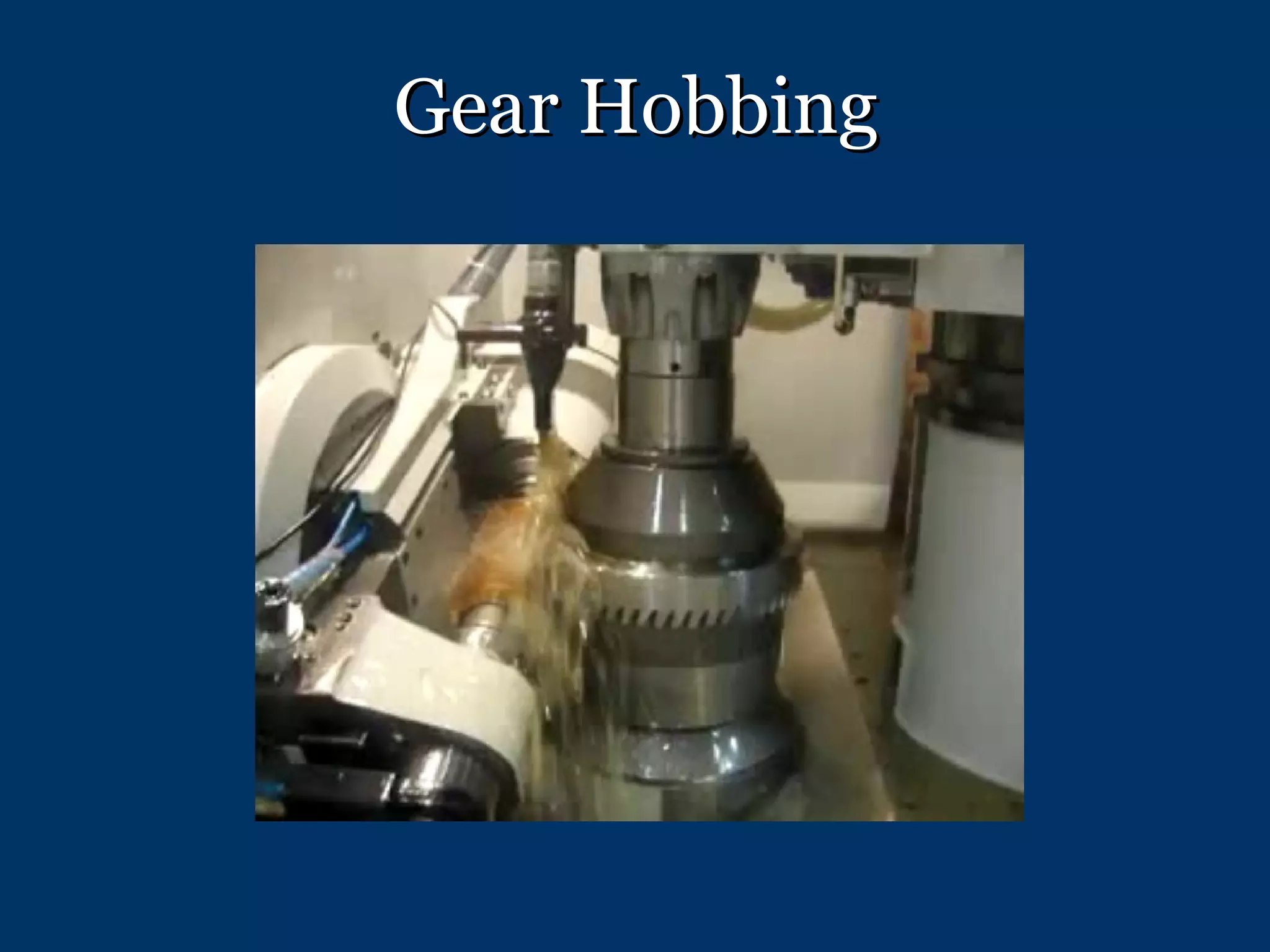
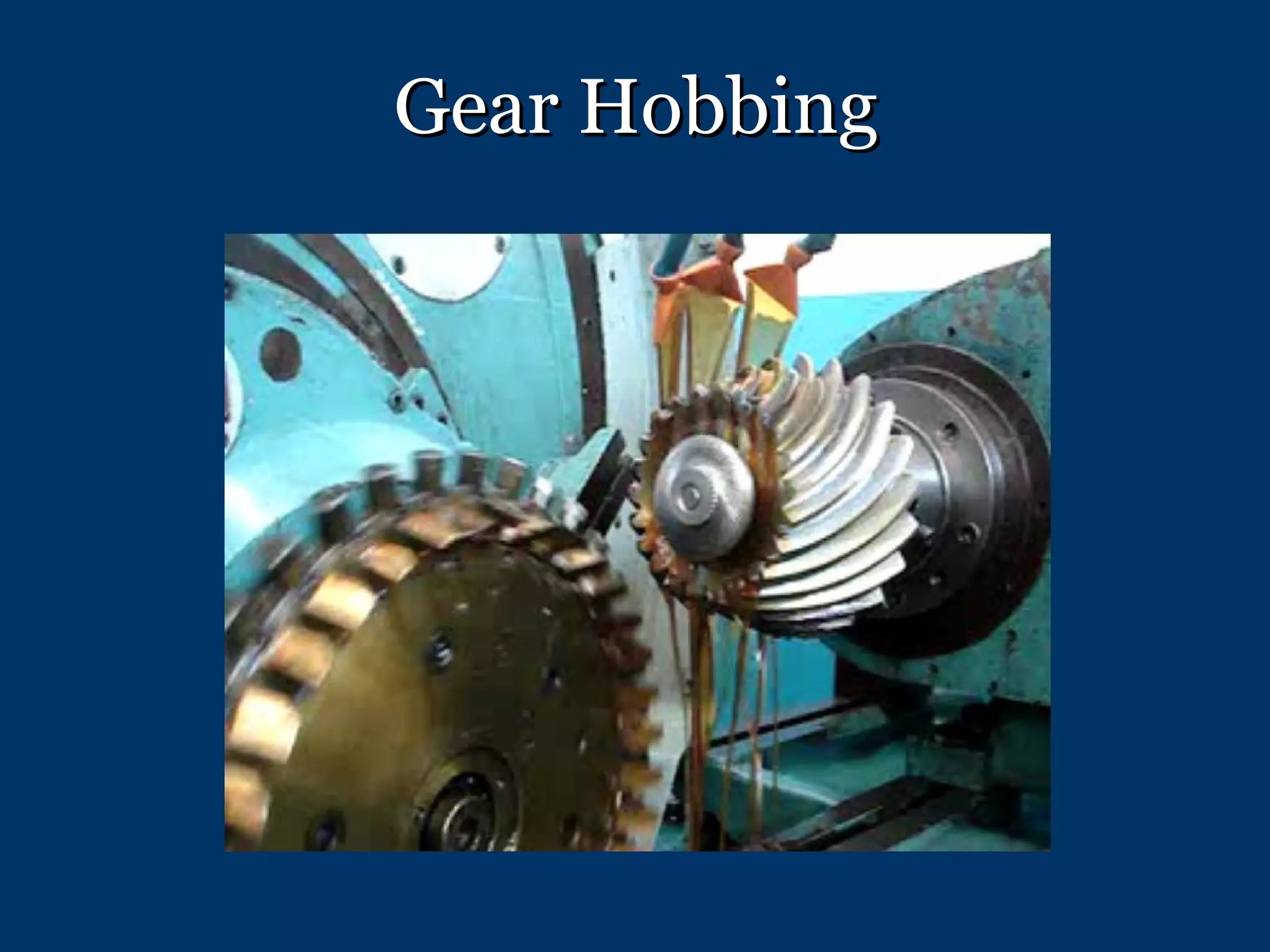
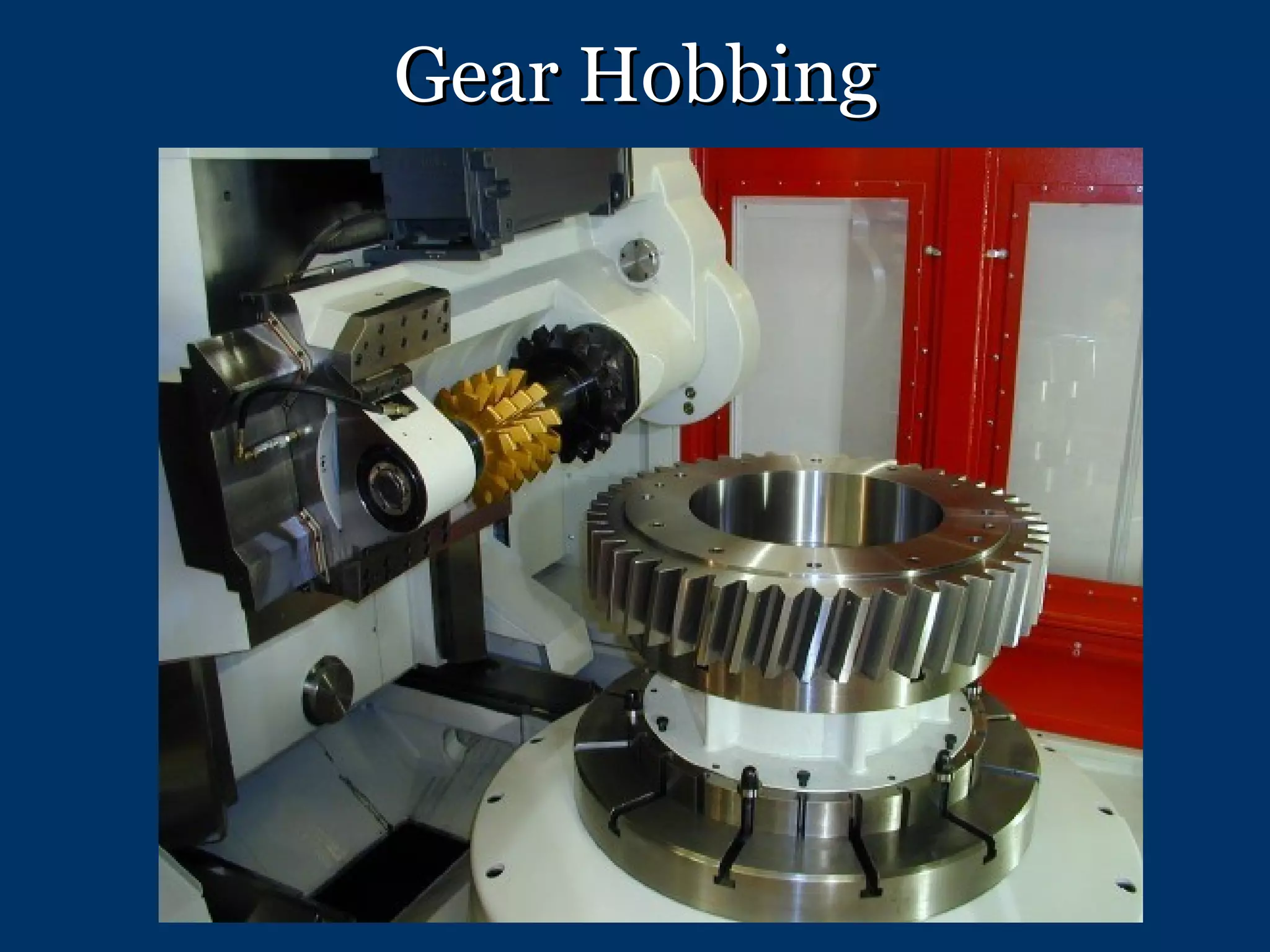
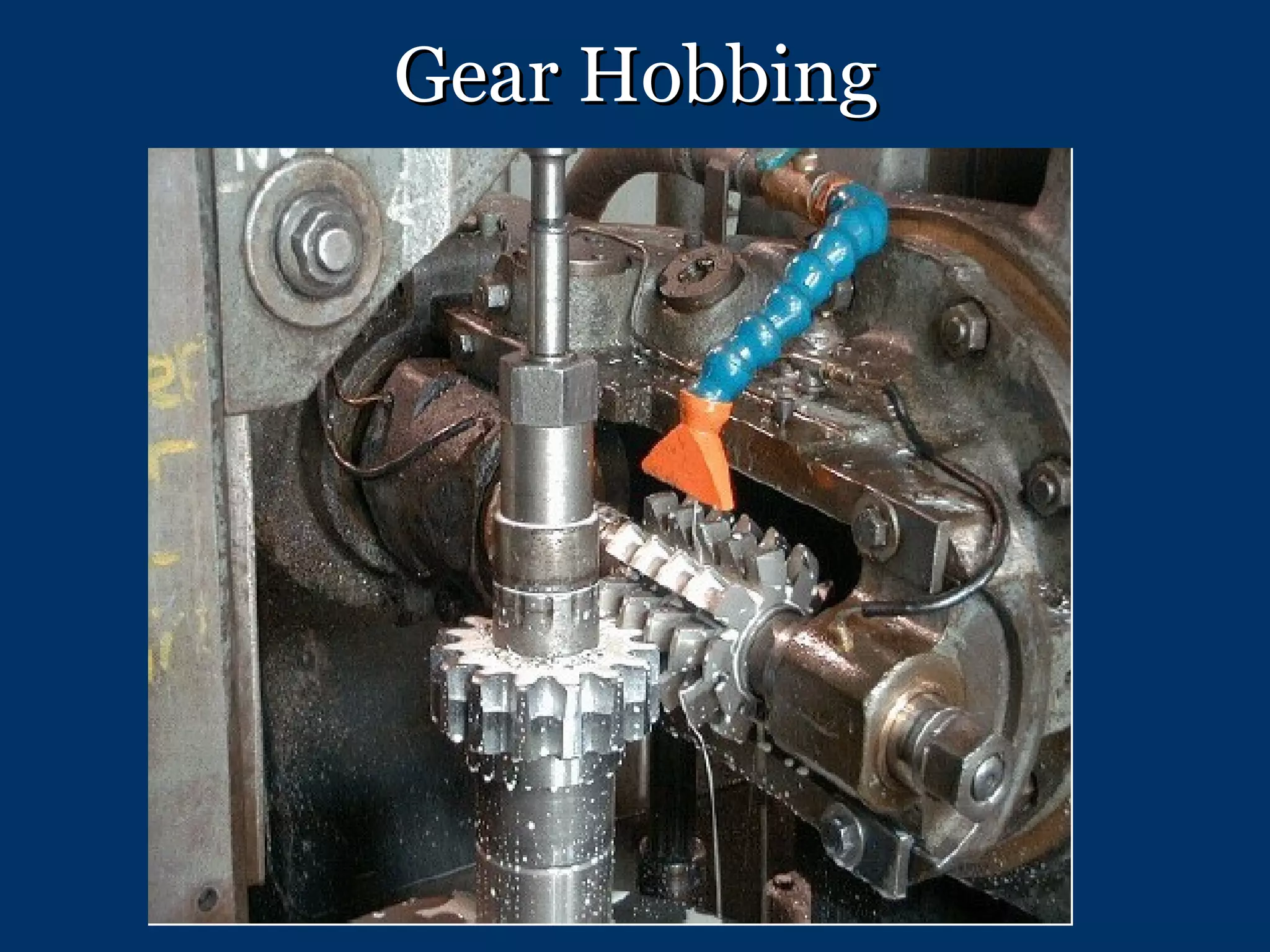
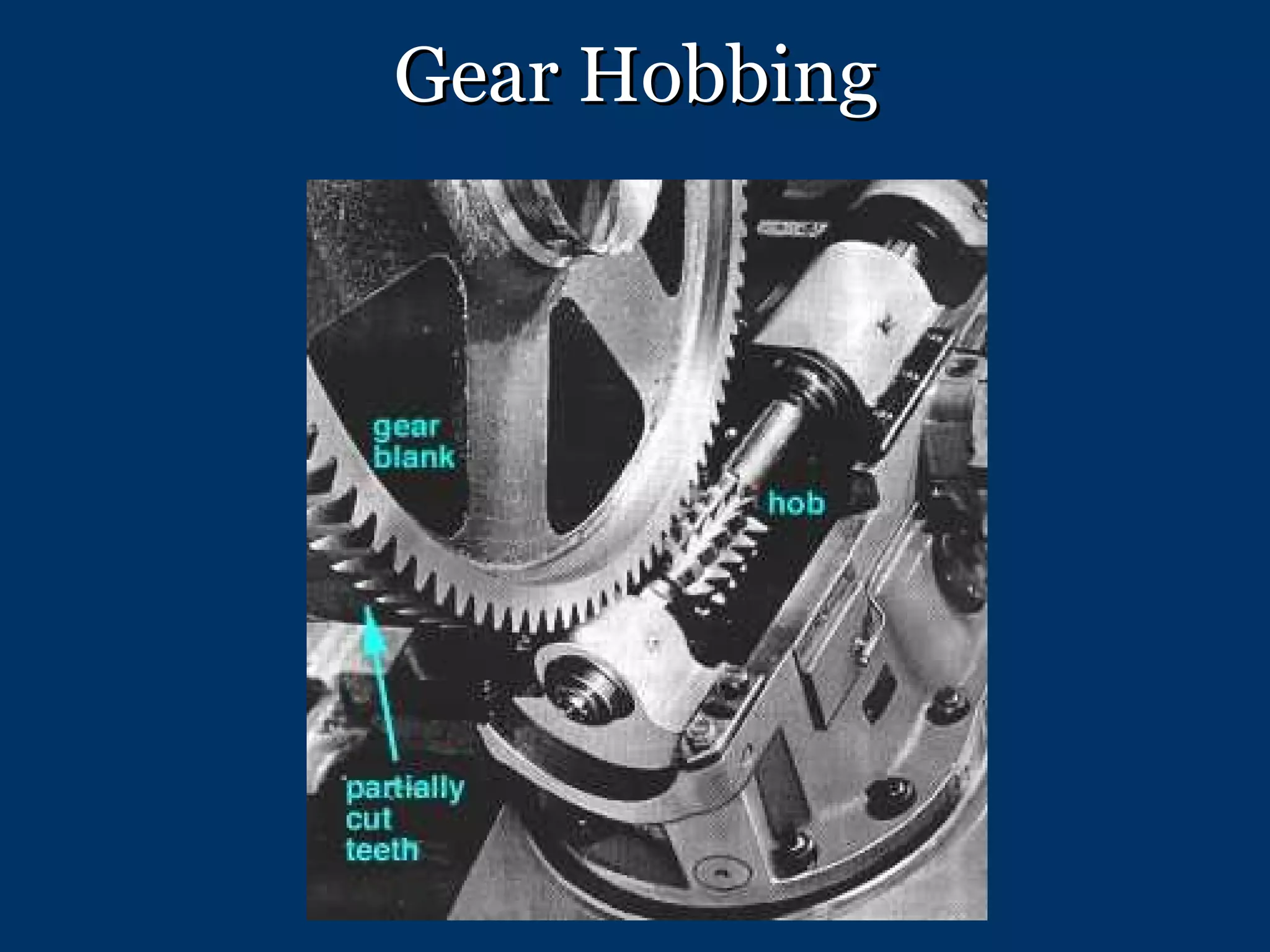
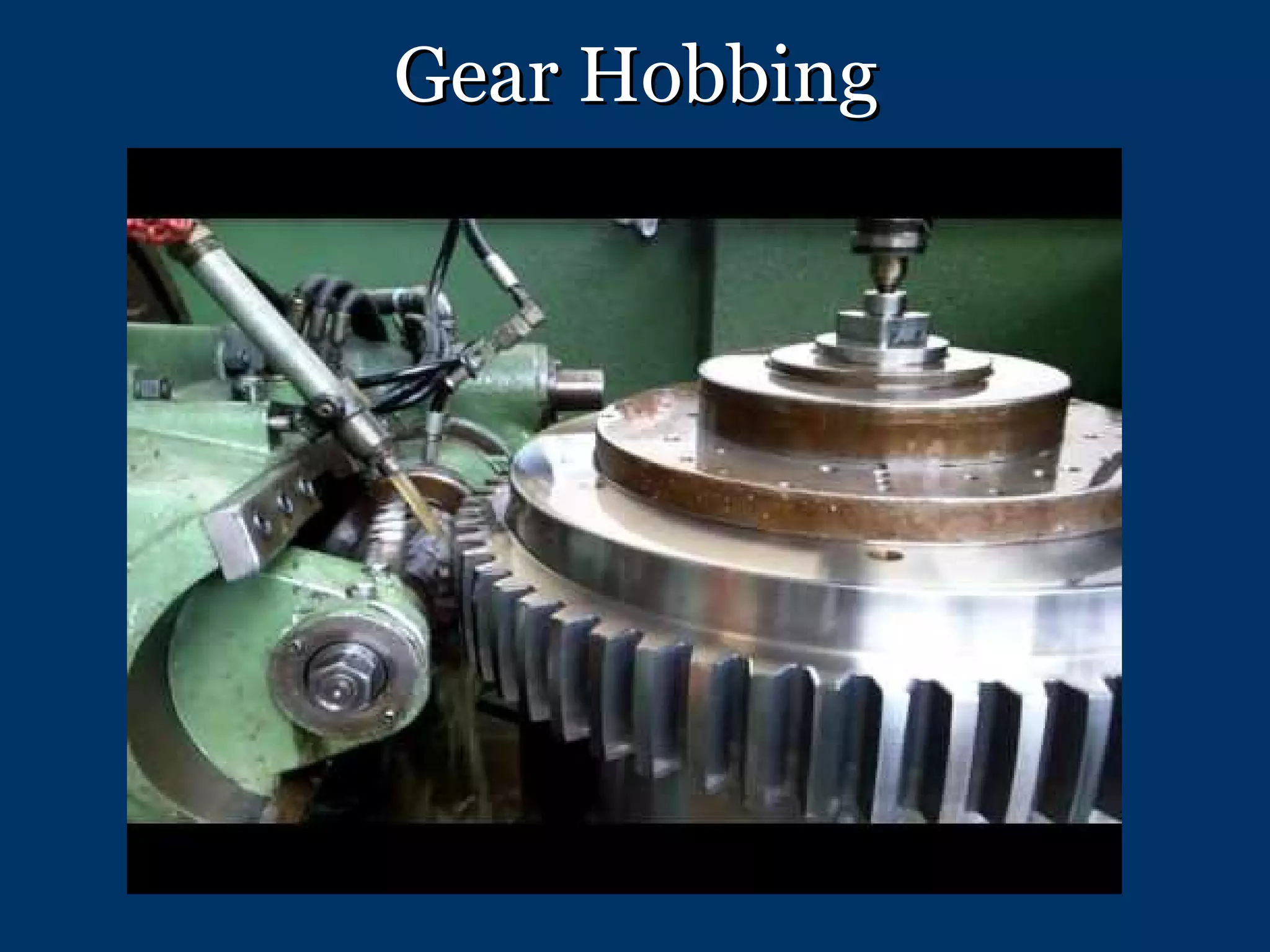
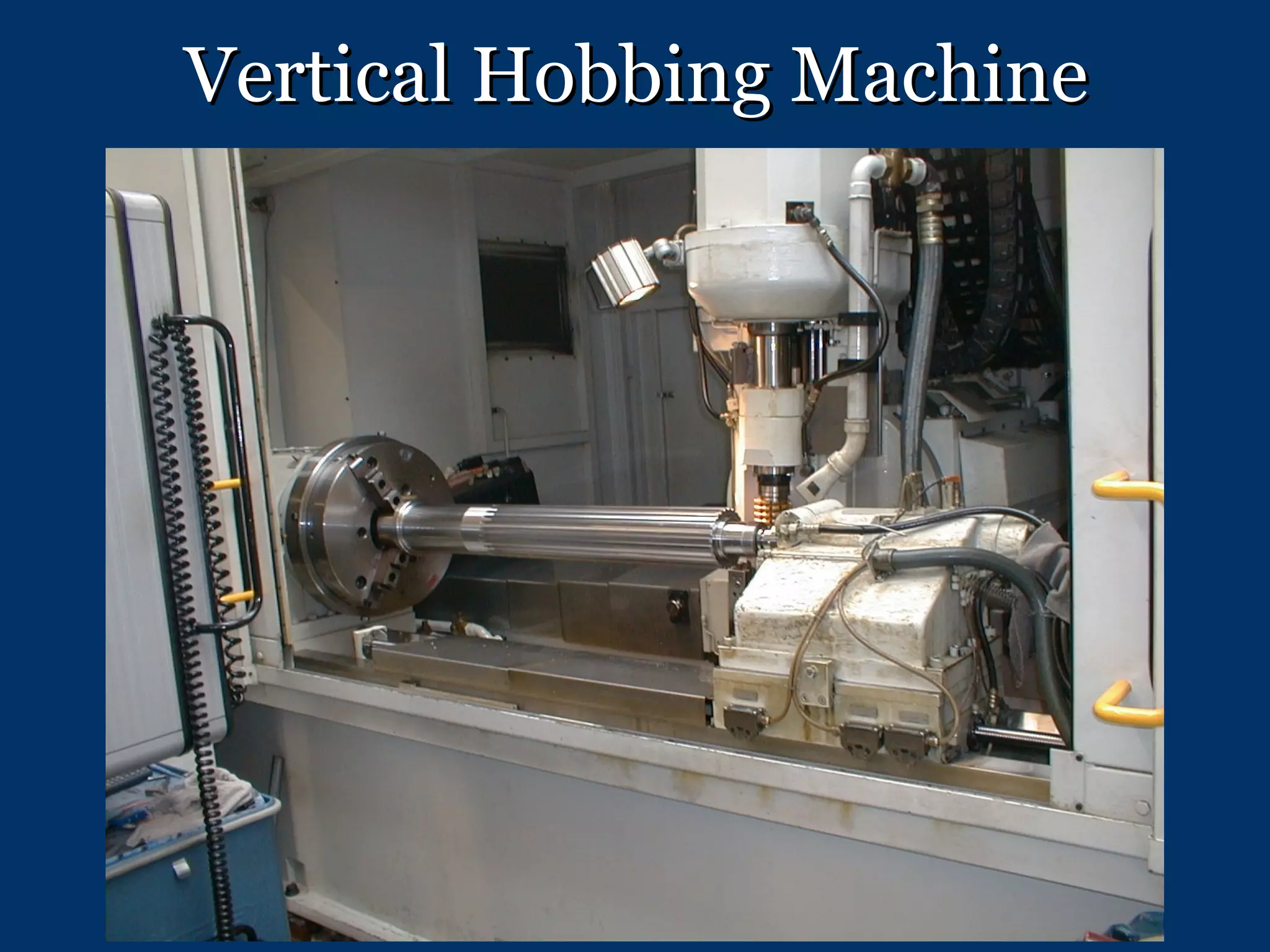
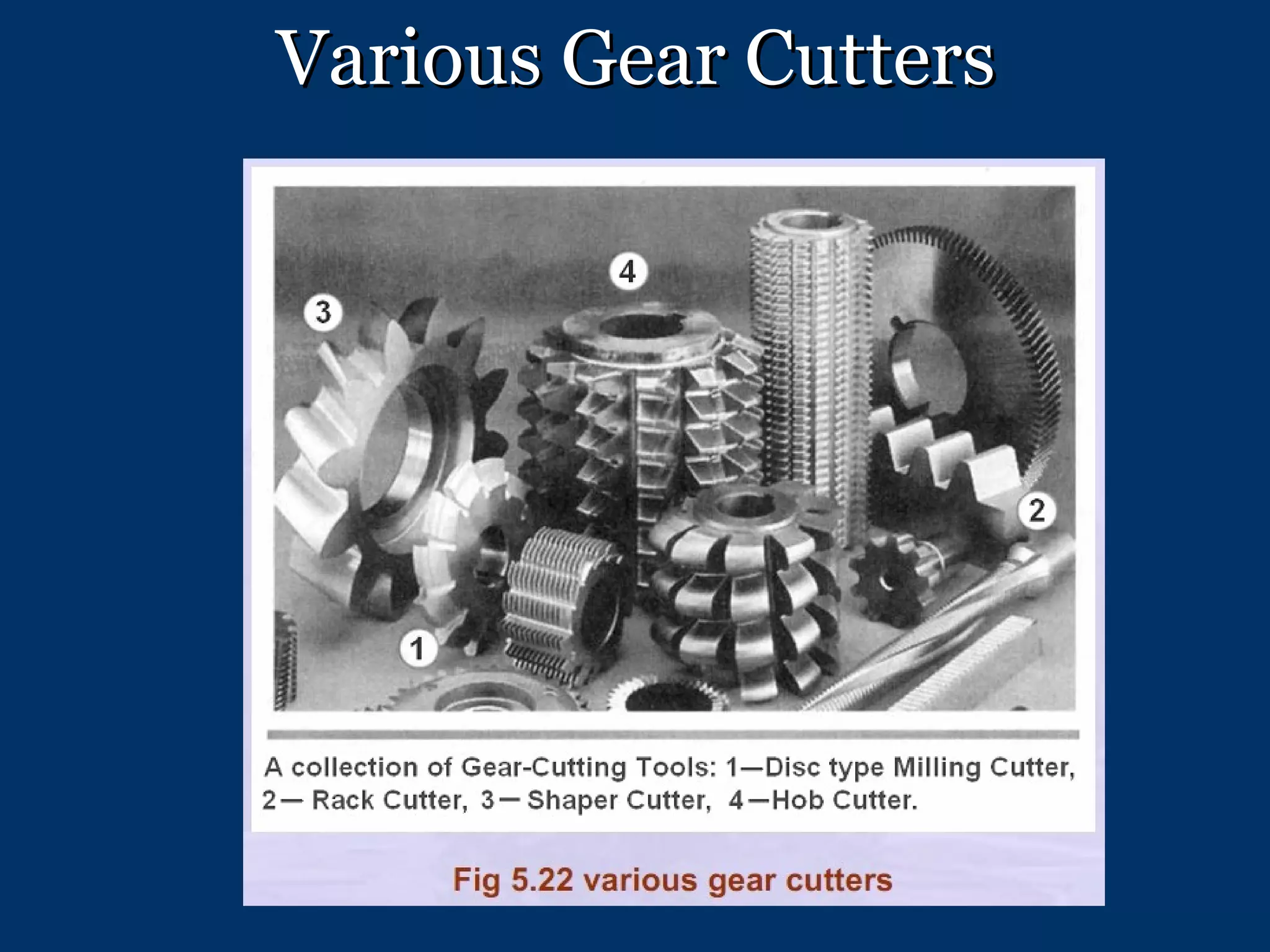
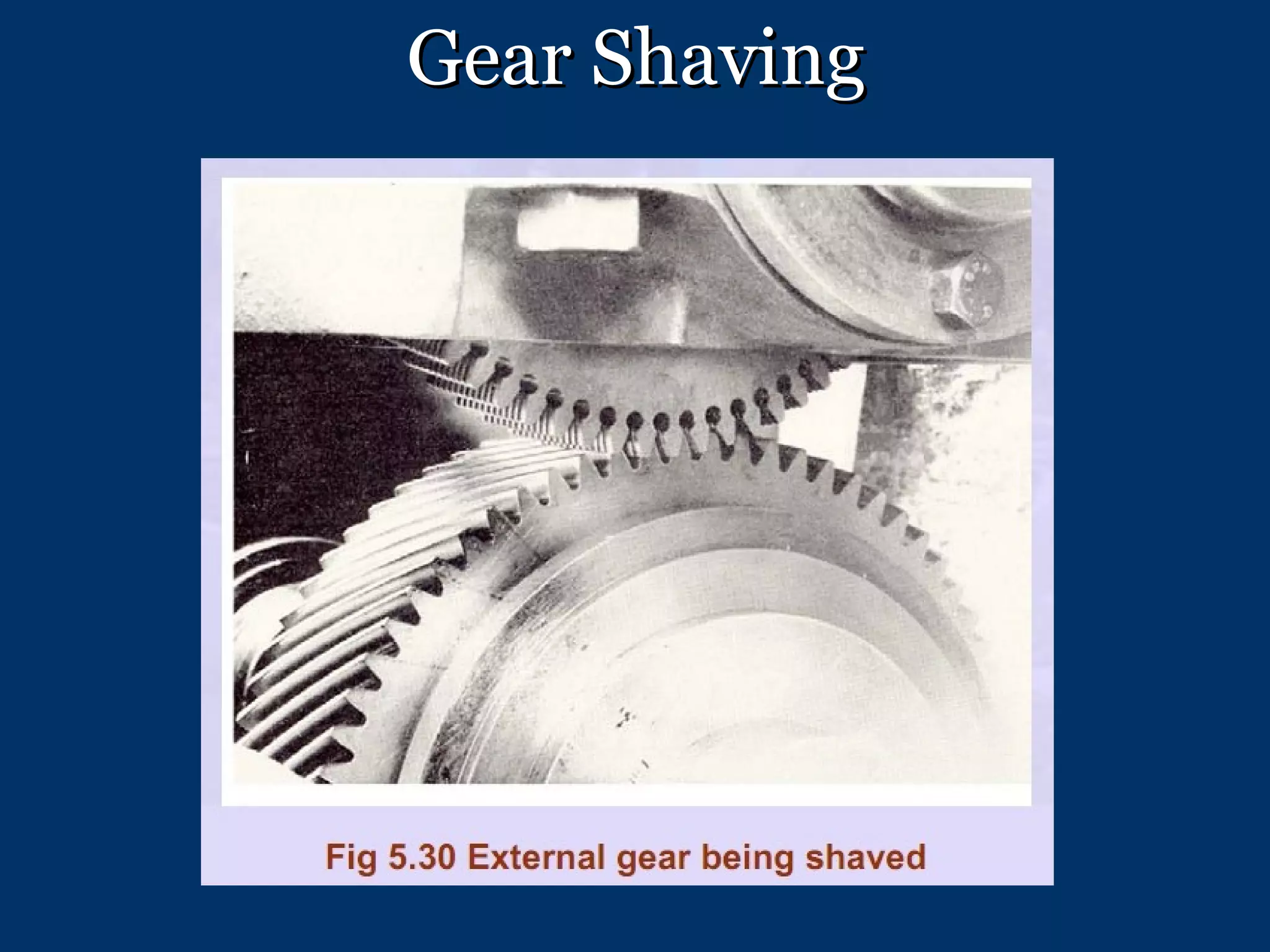
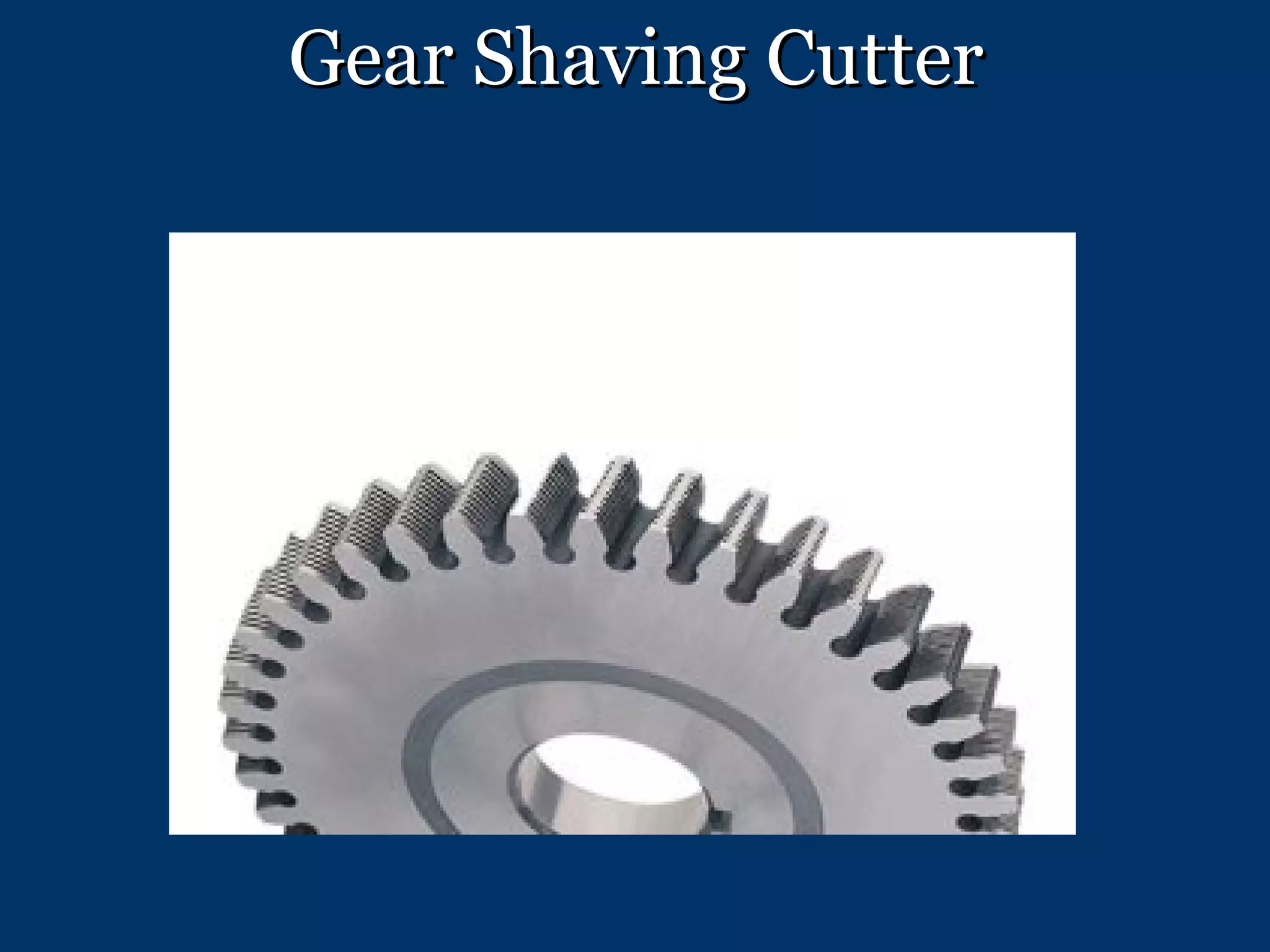
Overview of cutting gears using single-point cutters, broaching and hobbing methods.