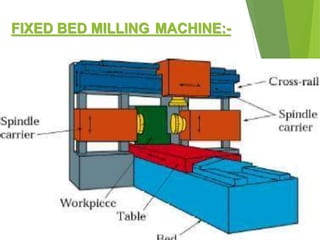
The document provides information about milling machines from the Babaria Institute of Technology. It defines milling as a metal cutting process that uses a rotating multipoint cutter to remove material from the workpiece. The document then discusses the main parts and types of milling machines, including column and knee mills, fixed-bed mills, and planer mills. It also covers milling methods like up and down milling, as well as indexing, cutter types, and common milling operations.