Downloaded 3,411 times
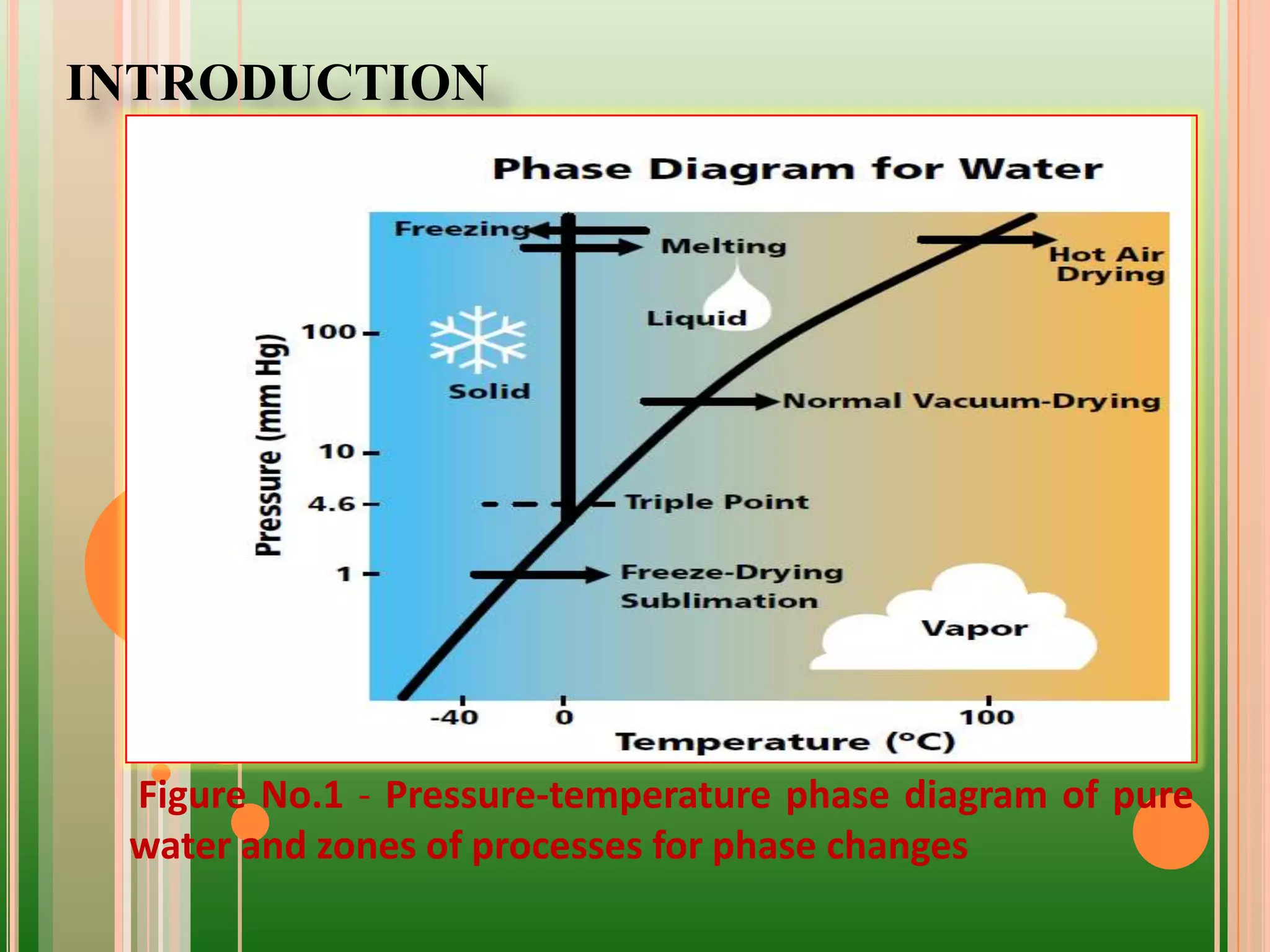
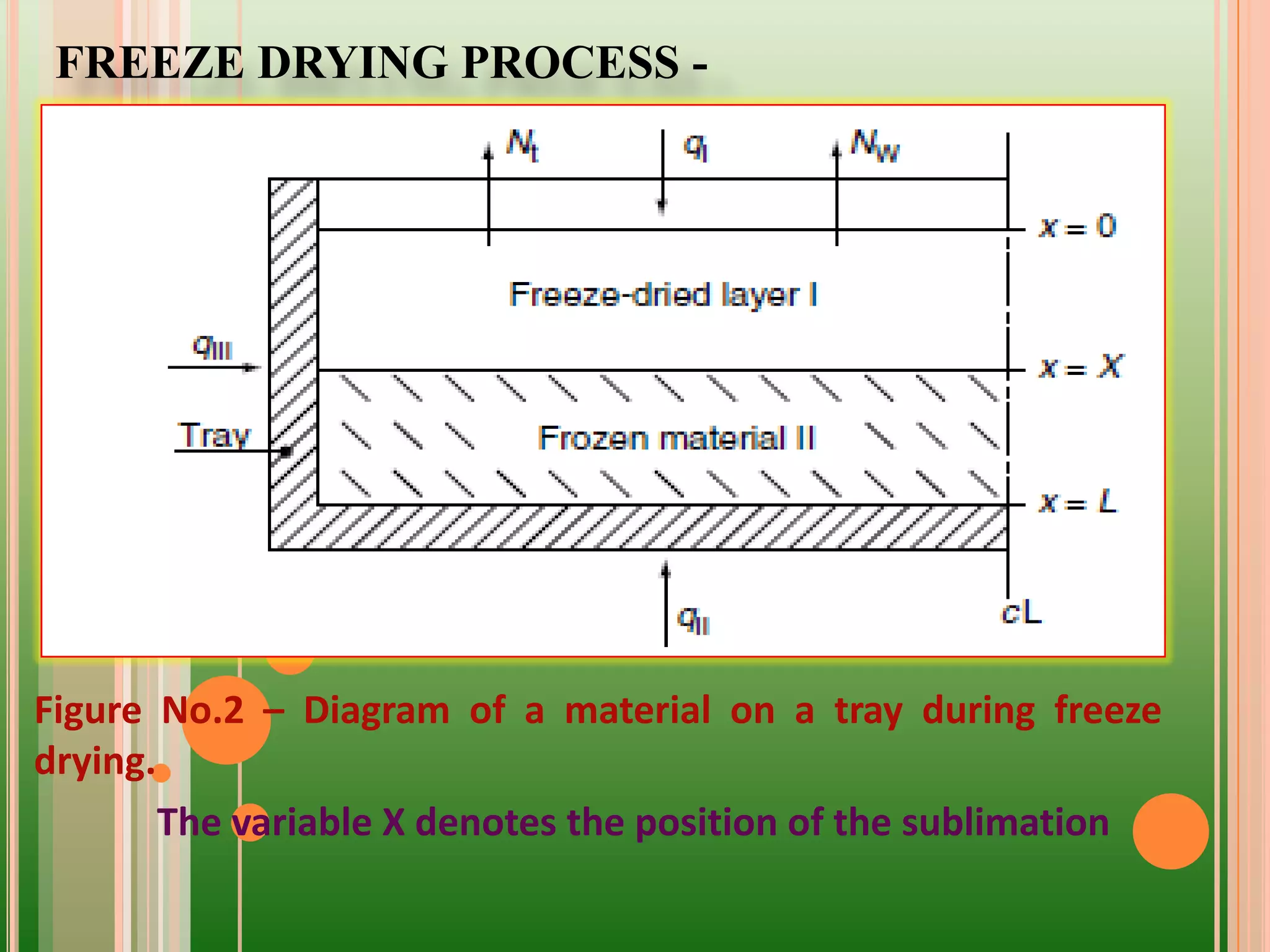
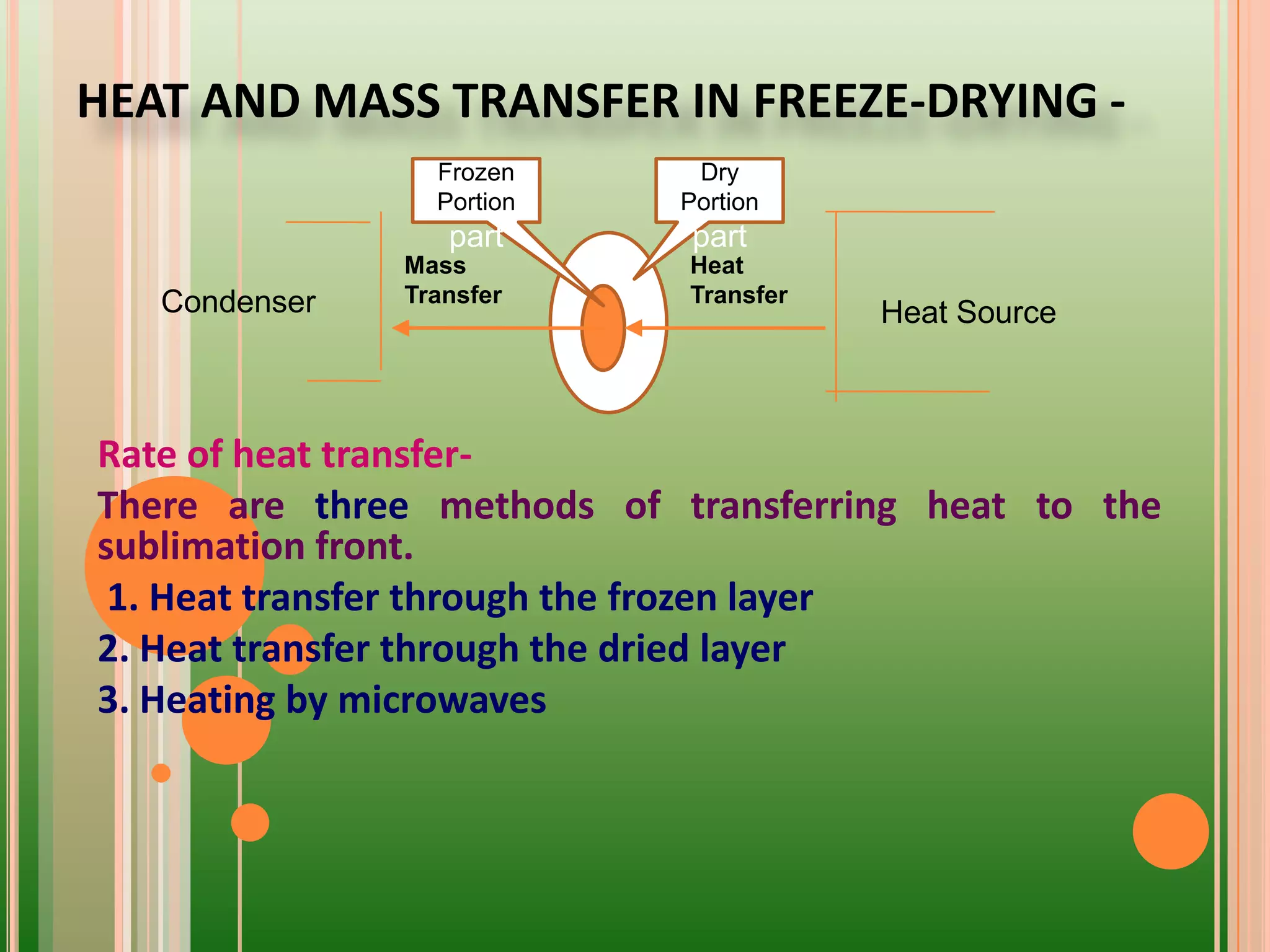
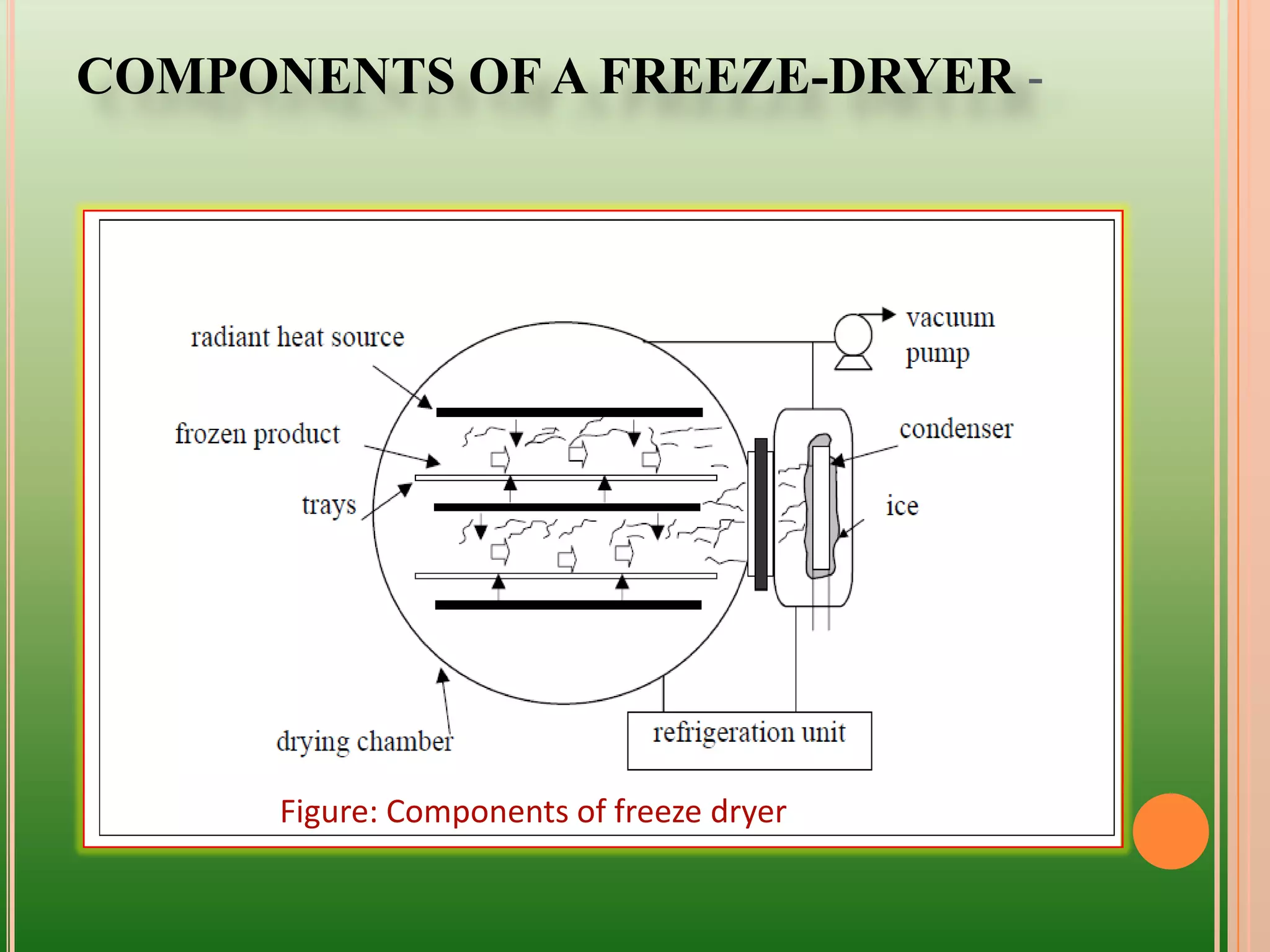








Freeze drying is a process that removes water from foods or other materials by freezing the product and then reducing pressure to allow the frozen water to sublimate from the solid to gas phase. It involves freezing, primary drying where the frozen water sublimates, and secondary drying to remove remaining unfrozen water. Freeze drying is useful for preserving foods, pharmaceuticals, and other temperature-sensitive materials as it avoids damaging heat and allows rehydration to the original state.





























































































