Download as PDF, PPTX





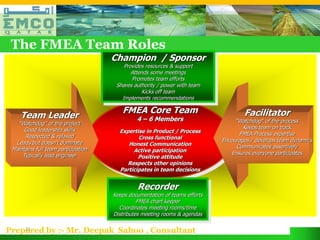
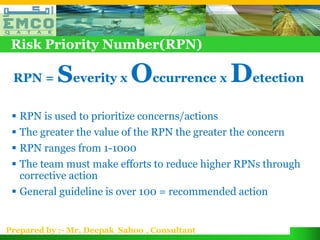
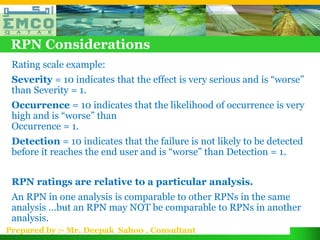
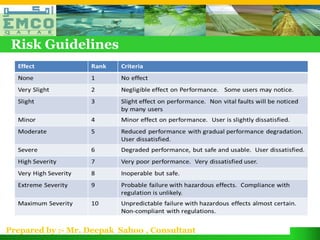







The document outlines a training program on Failure Mode and Effects Analysis (FMEA) conducted by Mr. Deepak Sahoo, detailing its history, definitions, types, and systematic processes. It emphasizes the benefits of FMEA for improving product reliability, quality, and safety while reducing costs. The program also covers terminology, team roles, and structured steps to implement FMEA effectively.
![Fmea Handbook V4.1[1][1]](https://cdn.slidesharecdn.com/ss_thumbnails/fmeahandbookv4111-1310447612699-phpapp01-110712001630-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




































































































