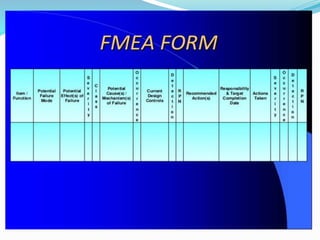
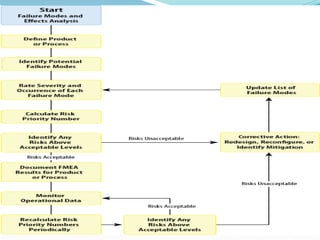
Failure mode and effects analysis (FMEA) is a method to identify potential failures, determine their causes and effects, prioritize risks, and identify actions to address high-priority risks. An FMEA involves assembling a cross-functional team to analyze a process, product or service by identifying functions, potential failure modes and effects, causes, controls, severity, occurrence, detection ratings and risk priority numbers to prioritize improvement actions. FMEAs are used throughout a product or service lifecycle to prevent and reduce failures and risks.