Download to read offline

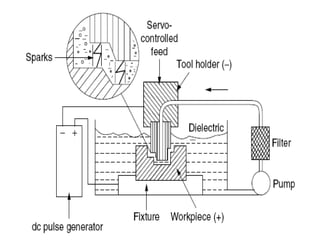



The document provides an overview of electrical discharge machining (EDM), detailing its history, types, applications, and advantages. Key processes discussed include die-sink EDM and wire-cut EDM, both of which are used for intricate machining on hard metals. EDM is shown to be particularly valuable in industries like aerospace, automotive, and electronics for prototype production and precise component fabrication.