Downloaded 477 times

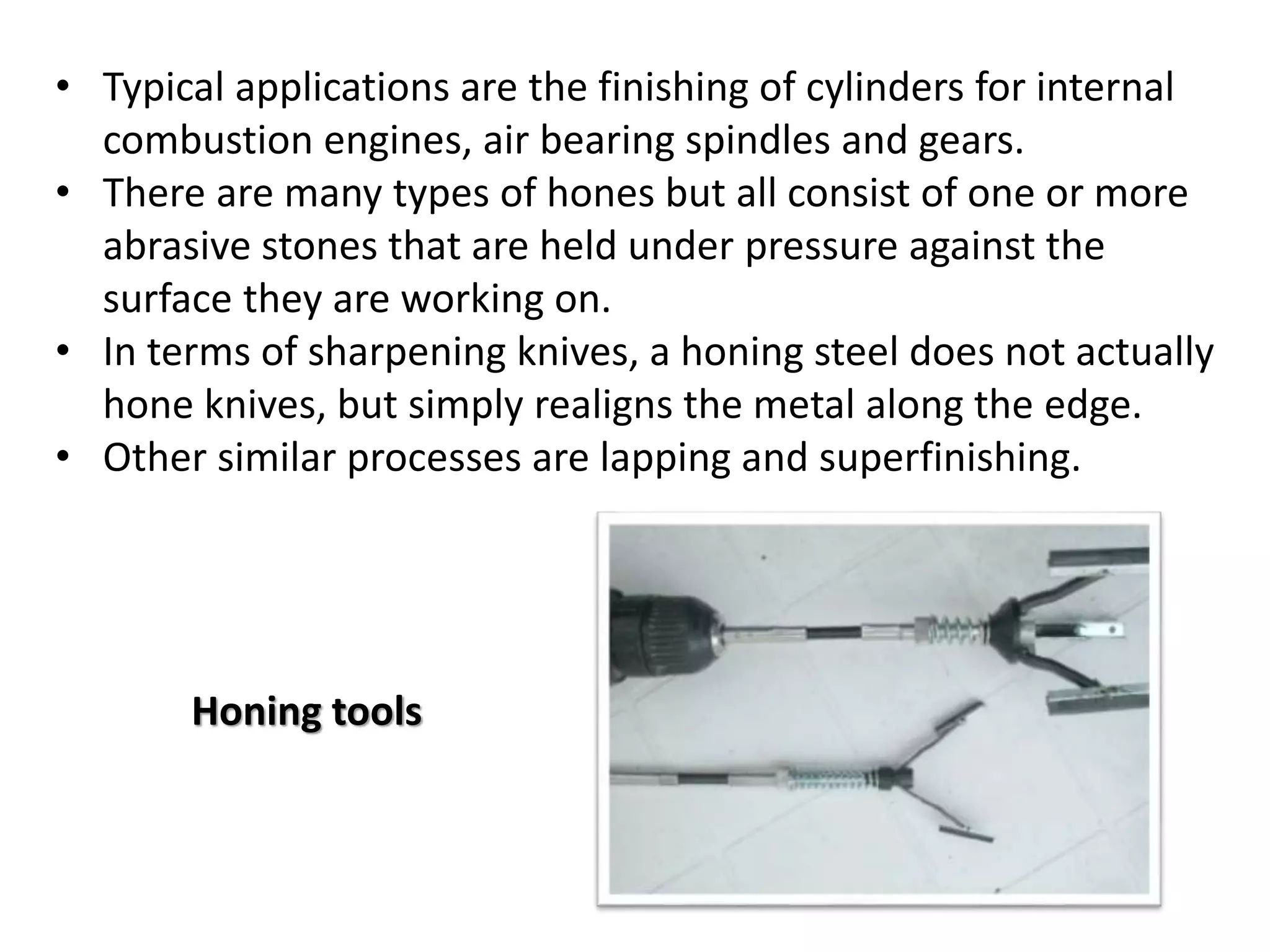










Honing is an abrasive machining process used to improve the geometric form and surface texture of metal workpieces, applicable in finishing cylinders and gears. It utilizes honing stones, which are made of irregularly shaped abrasive grains, and provides a precision surface that other methods cannot achieve. Similar processes include lapping and electroplating, the latter using electric current to deposit metal coatings for improved surface properties.