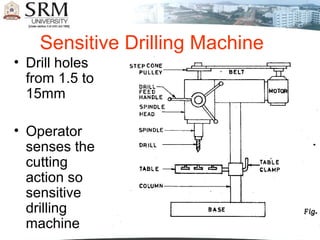
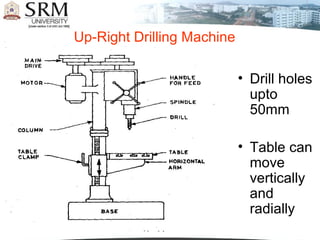
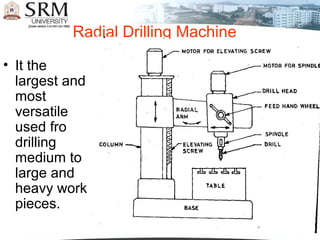
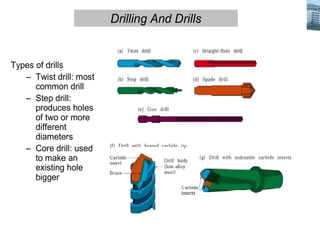
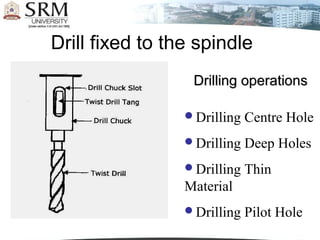
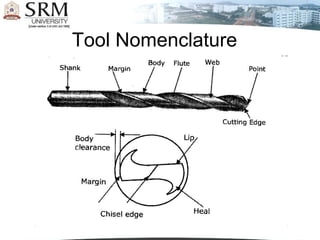
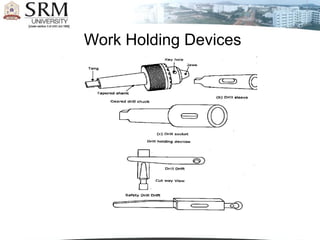
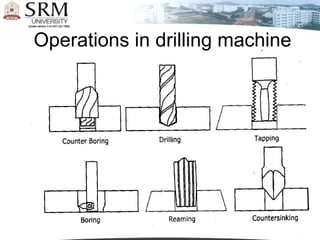
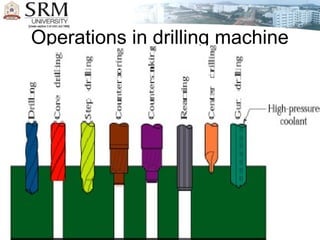
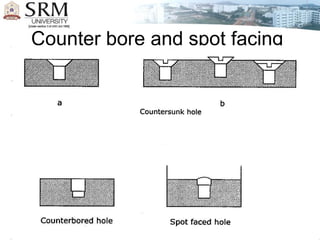
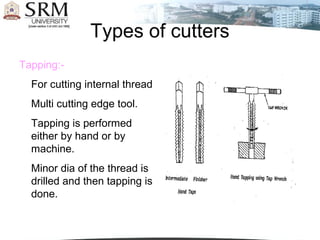
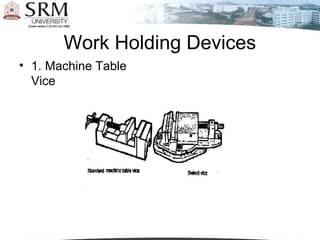
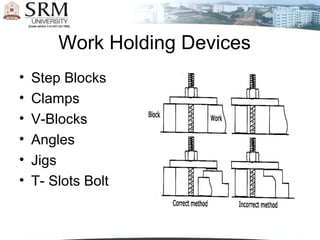
The document discusses drilling machines and drilling operations. It describes different types of drilling machines like sensitive drilling machines, up-right drilling machines, and radial drilling machines. It also discusses drill materials like HSS and carbide-tipped drills. Various drilling operations like drilling, reaming, boring, counterboring, countersinking, and tapping are described. Work holding devices and tool holding methods are also summarized. Key drilling definitions and safety precautions for operating drilling machines are provided.