Download as PDF, PPTX




![05) Injection Molding
❖Injection molding is used extensively for the precision forming of ceramics in
high-technology applications.
❖The injection-molding process can produce thin sections [typically less than 10
to 15 mm thick].
❖Thicker sections require careful control of the materials used and of the
processing parameters in order to avoid defects, such as internal voids and
cracks-especially those due to shrinkage.
06) Hot Pressing
❖In this process the pressure and the heat are applied simultaneously.
❖thereby reducing porosity and making the part denser and stronger.
❖Graphite commonly is used as a punch and die material, and protective
atmospheres usually are employed during pressing.](https://image.slidesharecdn.com/ceramicprocessesandparticaleproduction-180721114203/85/Ceramic-processes-and-particale-production-11-320.jpg)
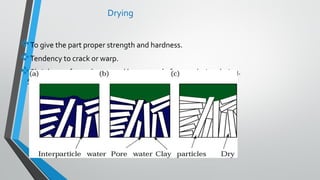




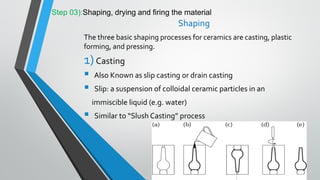
The document summarizes the key steps in ceramic processing: 1) Crushing raw materials into fine particles and mixing them with additives like binders and lubricants. 2) Shaping the mixture through processes like casting, pressing, and plastic forming, then drying and firing the shaped material. 3) Performing finishing operations like grinding, lapping, and tumbling to achieve the final shape, surface finish, and tolerances.