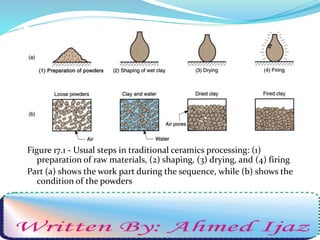
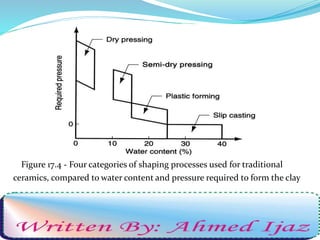
This document discusses different types of ceramic materials and their processing methods. It describes traditional ceramics as those composed of clay minerals and advance ceramics as those made from synthetically produced raw materials. The key steps in processing traditional ceramics are preparing raw materials, shaping, drying, and firing. Shaping methods include slip casting, plastic forming like hand modeling and jiggering, and pressing techniques like semi-dry and dry pressing. Drying removes water from the shaped pieces before firing sinters and densifies the ceramic.