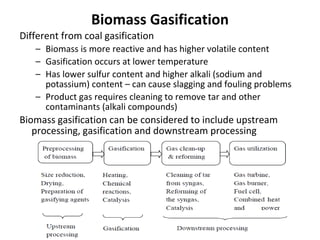
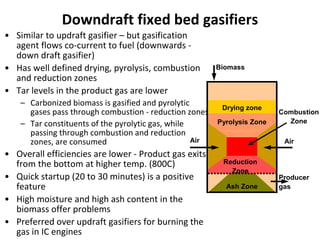
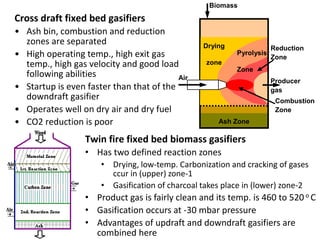
The document provides a comprehensive overview of biomass gasification, a thermo-chemical process that converts solid biomass into syngas through the reaction with gasifying agents at high temperatures. It discusses various types of gasifiers, the chemical reactions involved, and the advantages of biomass gasification over traditional combustion methods. Additionally, it highlights the characteristics of syngas and the impact of operational conditions on the gasification process.