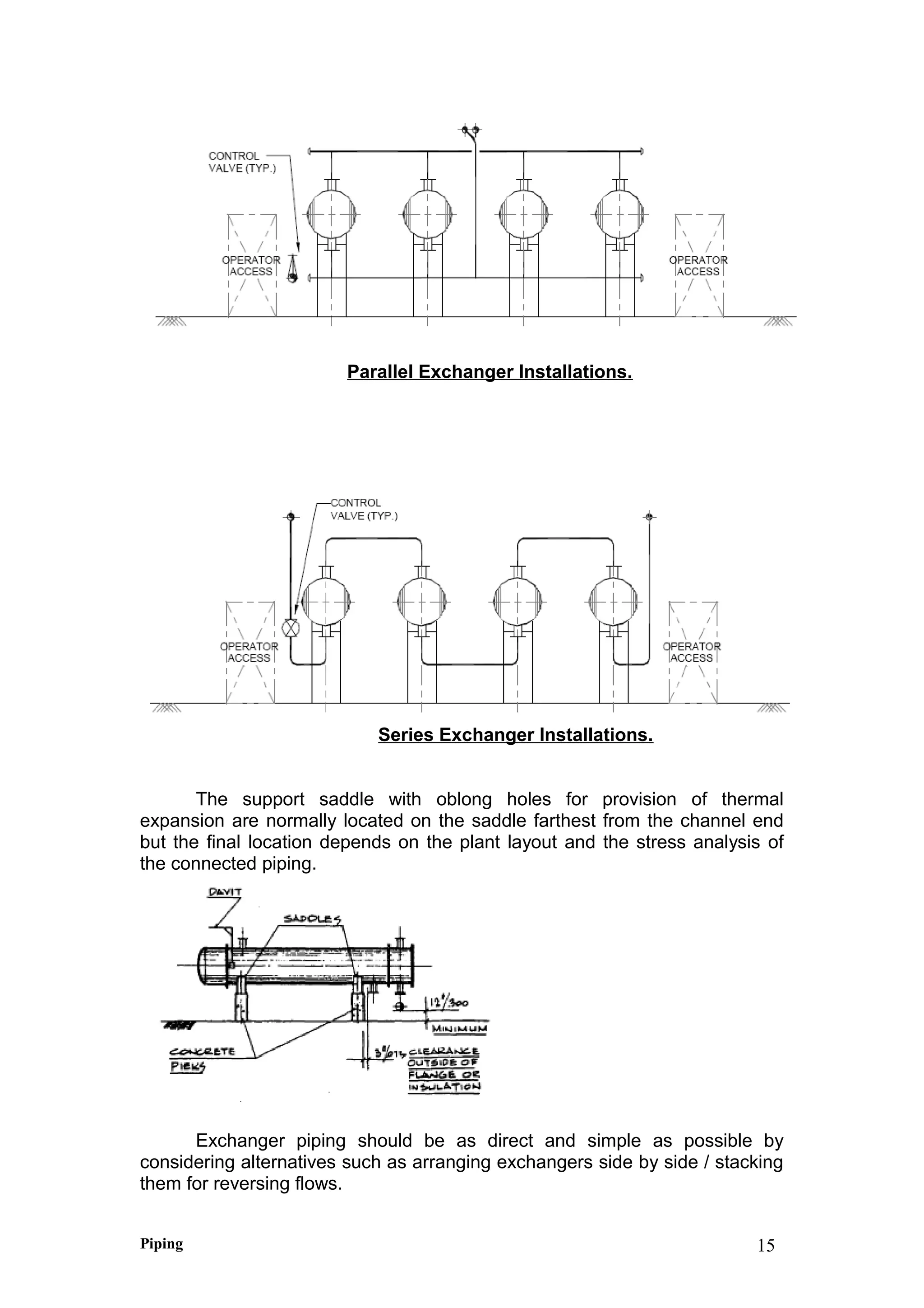
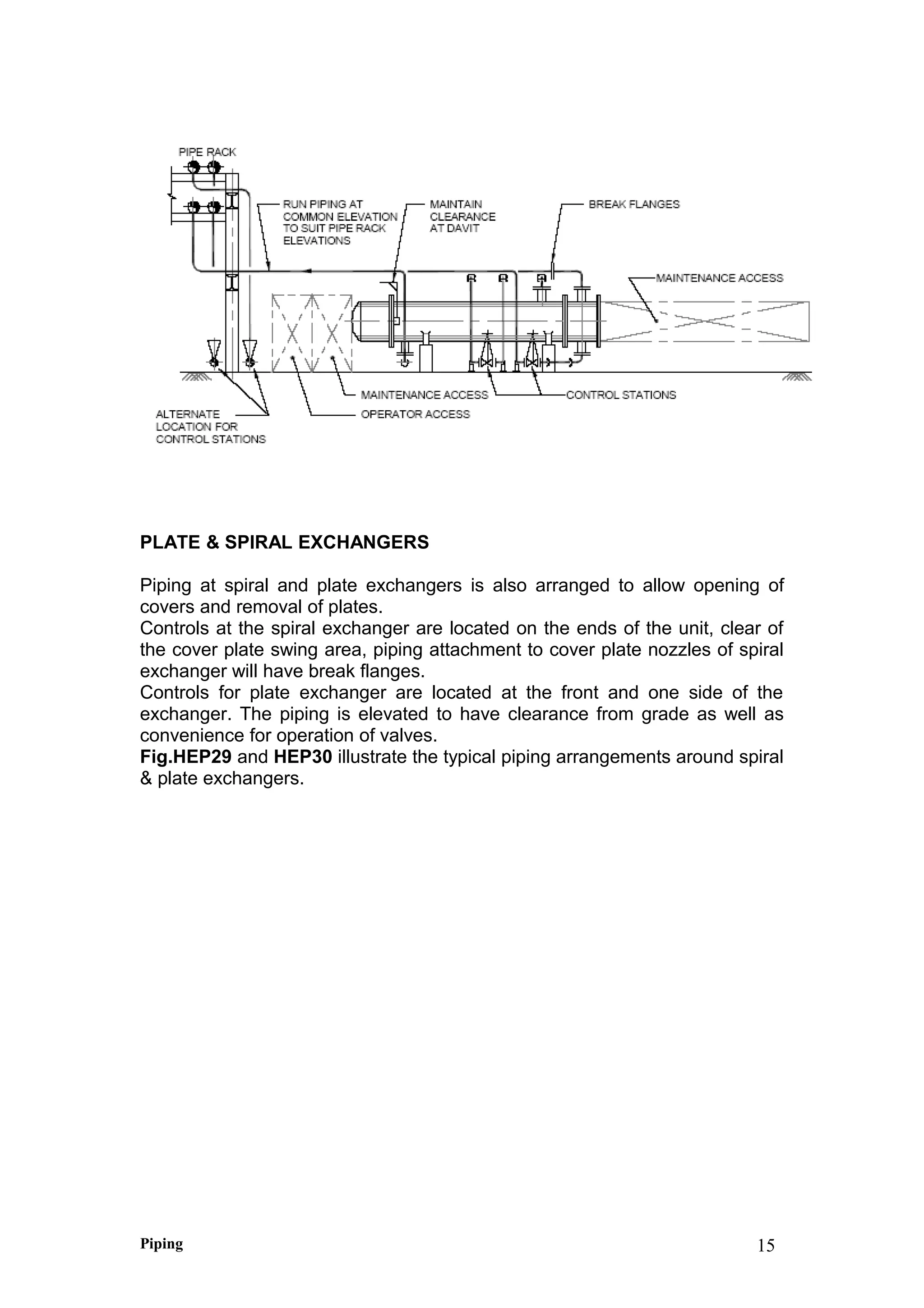
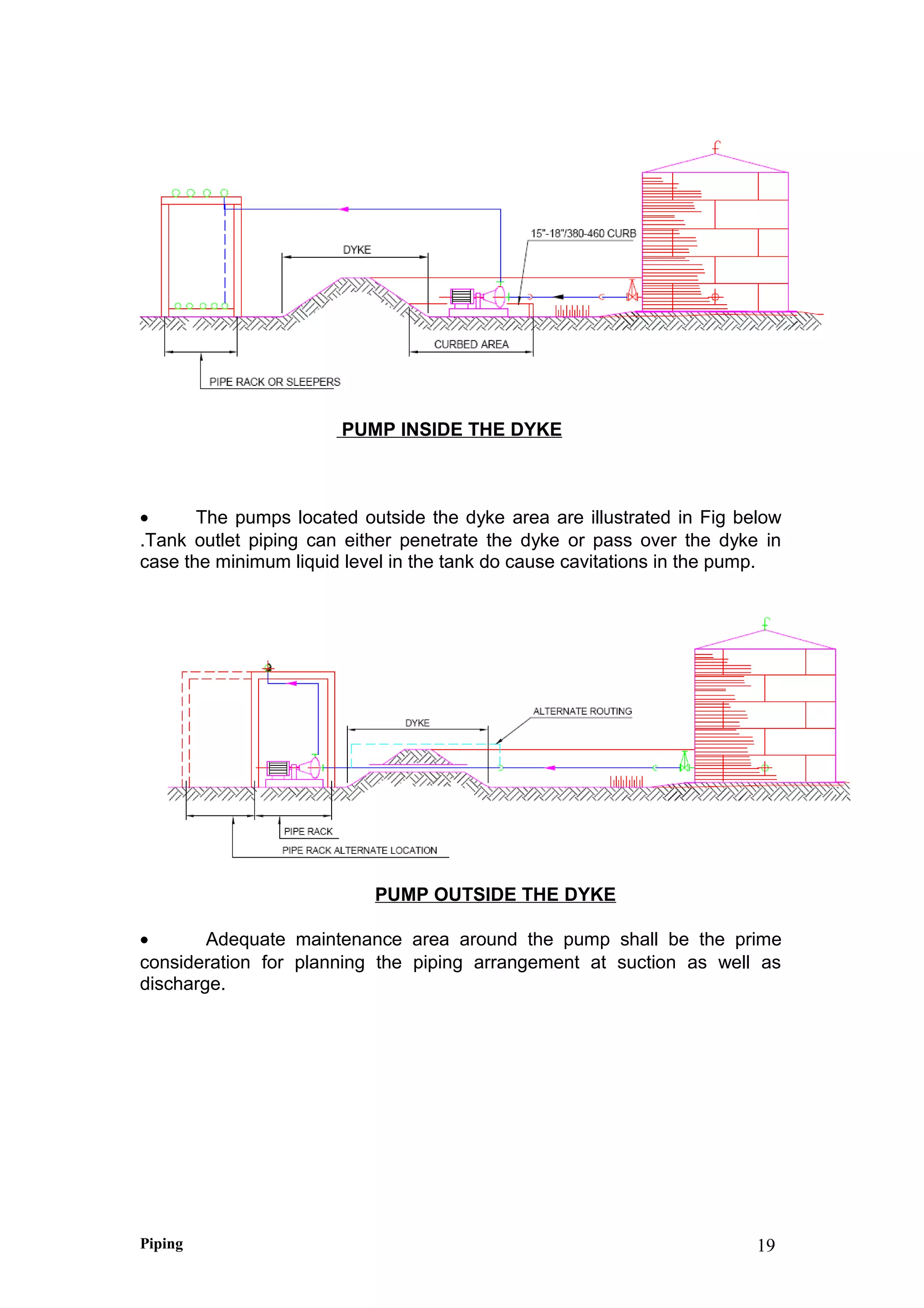
This document discusses various aspects of piping systems for chemical process plants, focusing on the arrangement and support of drums, pumps, compressors, and heat exchangers. It details necessary considerations for drum and pump design, including elevation, platform arrangements, and piping configurations, as well as compressor types and layout for operational efficiency. The guidelines aim to enhance safety, accessibility, and maintenance for various machinery involved in these processes.













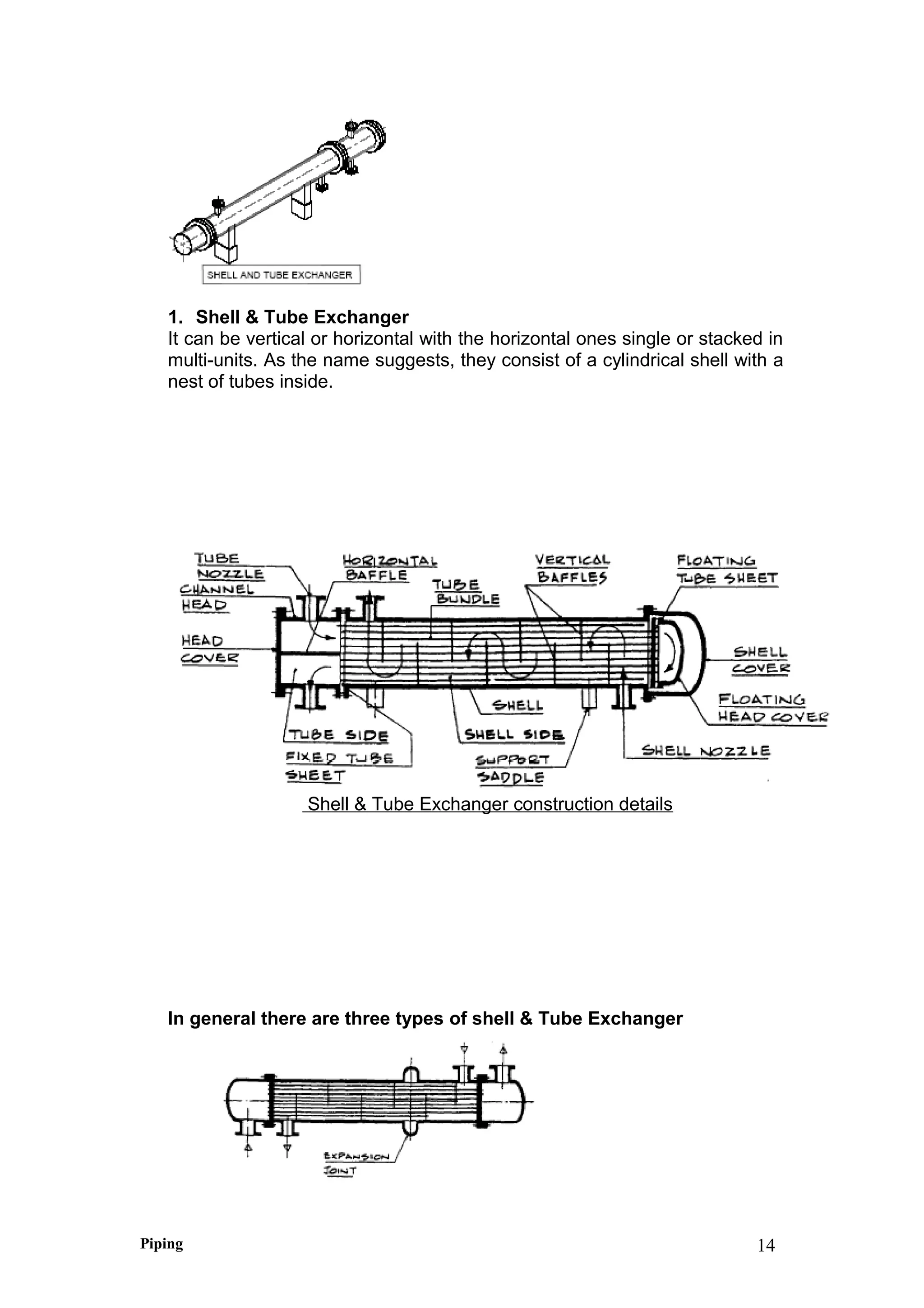
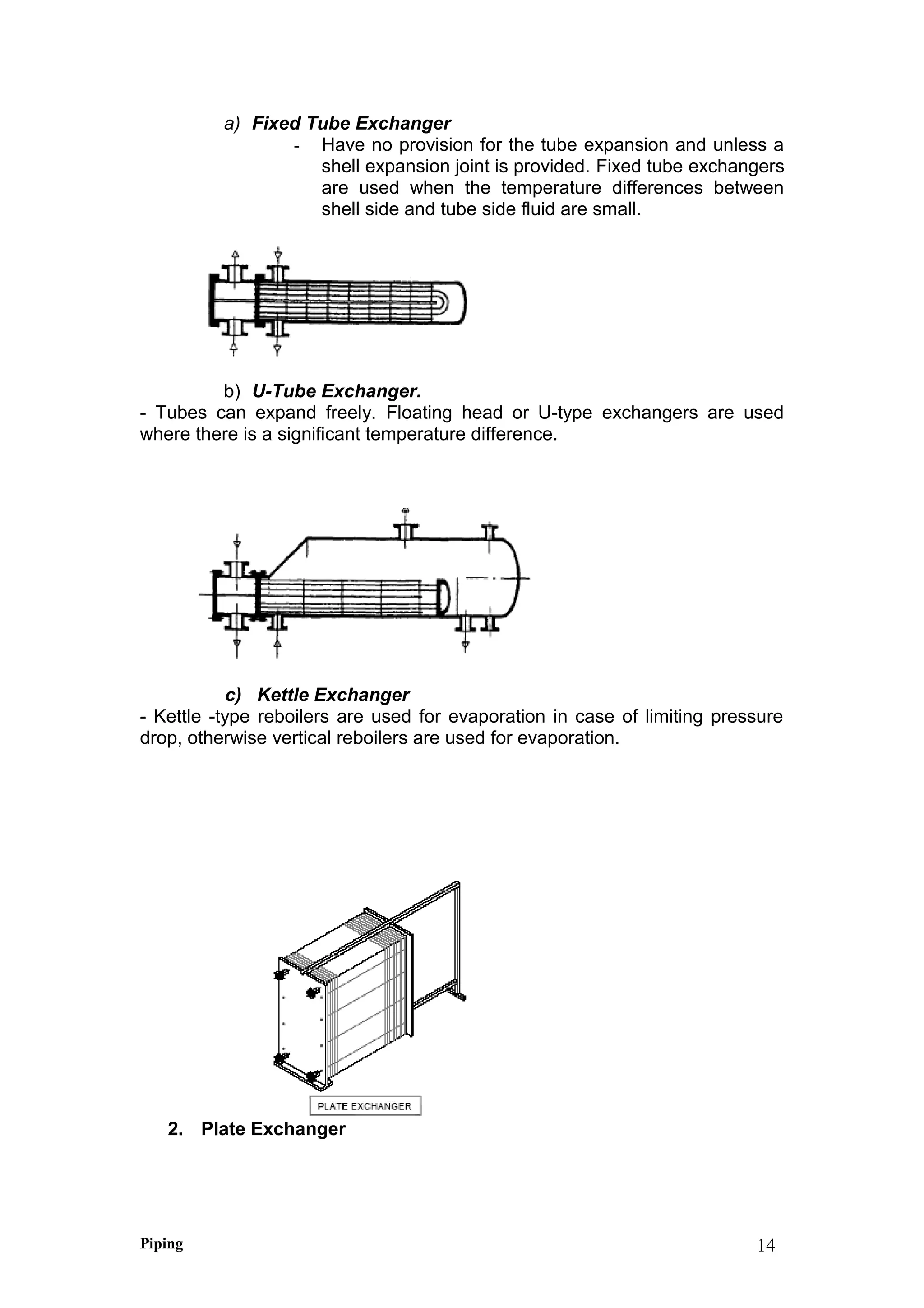



































































![office final ppt [7760835] final update](https://cdn.slidesharecdn.com/ss_thumbnails/aba3fa8b-edf3-48e1-ba61-7fb4f65dc95a-160410081228-thumbnail.jpg?width=640&height=640&fit=bounds)































































