Downloaded 940 times


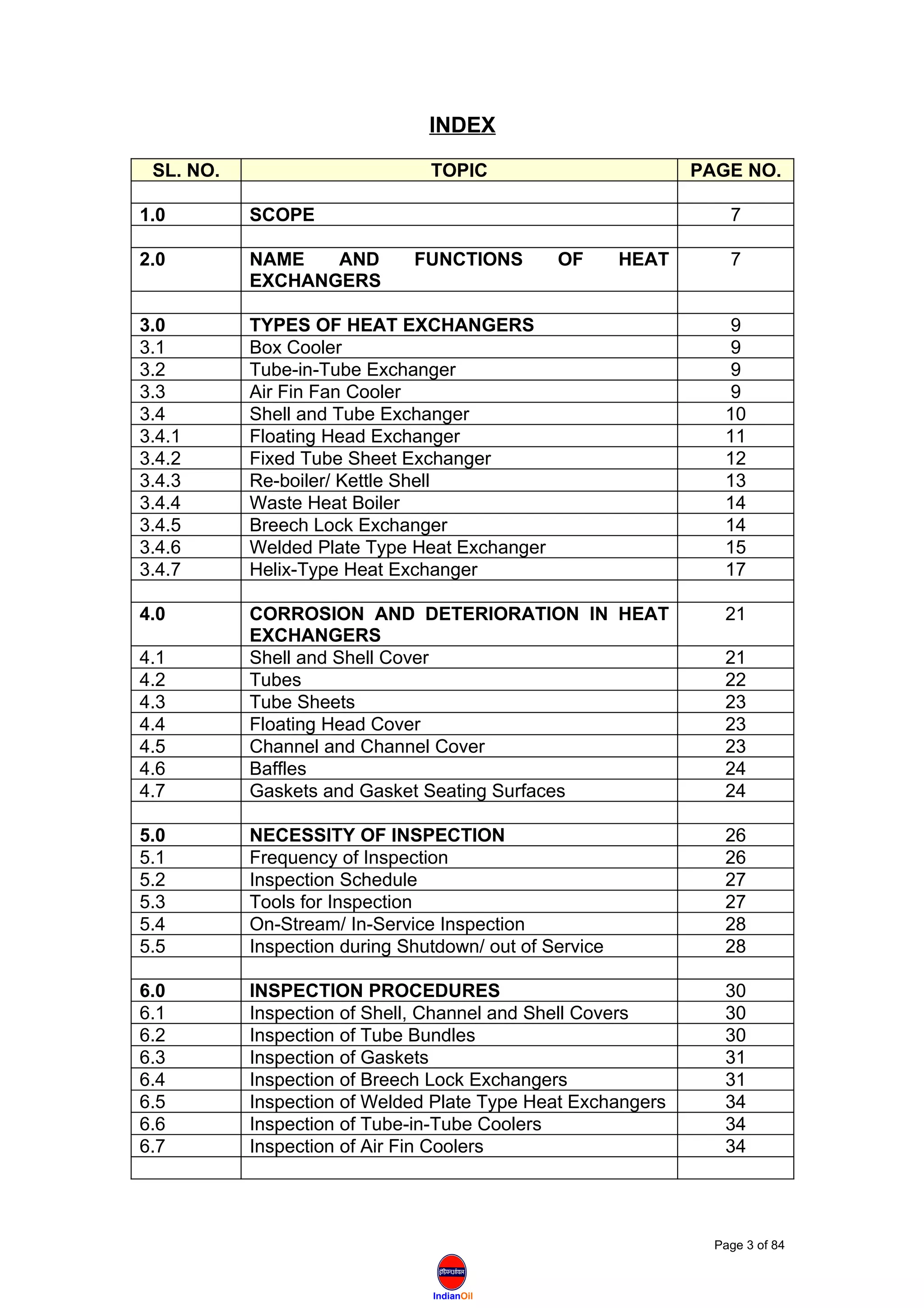





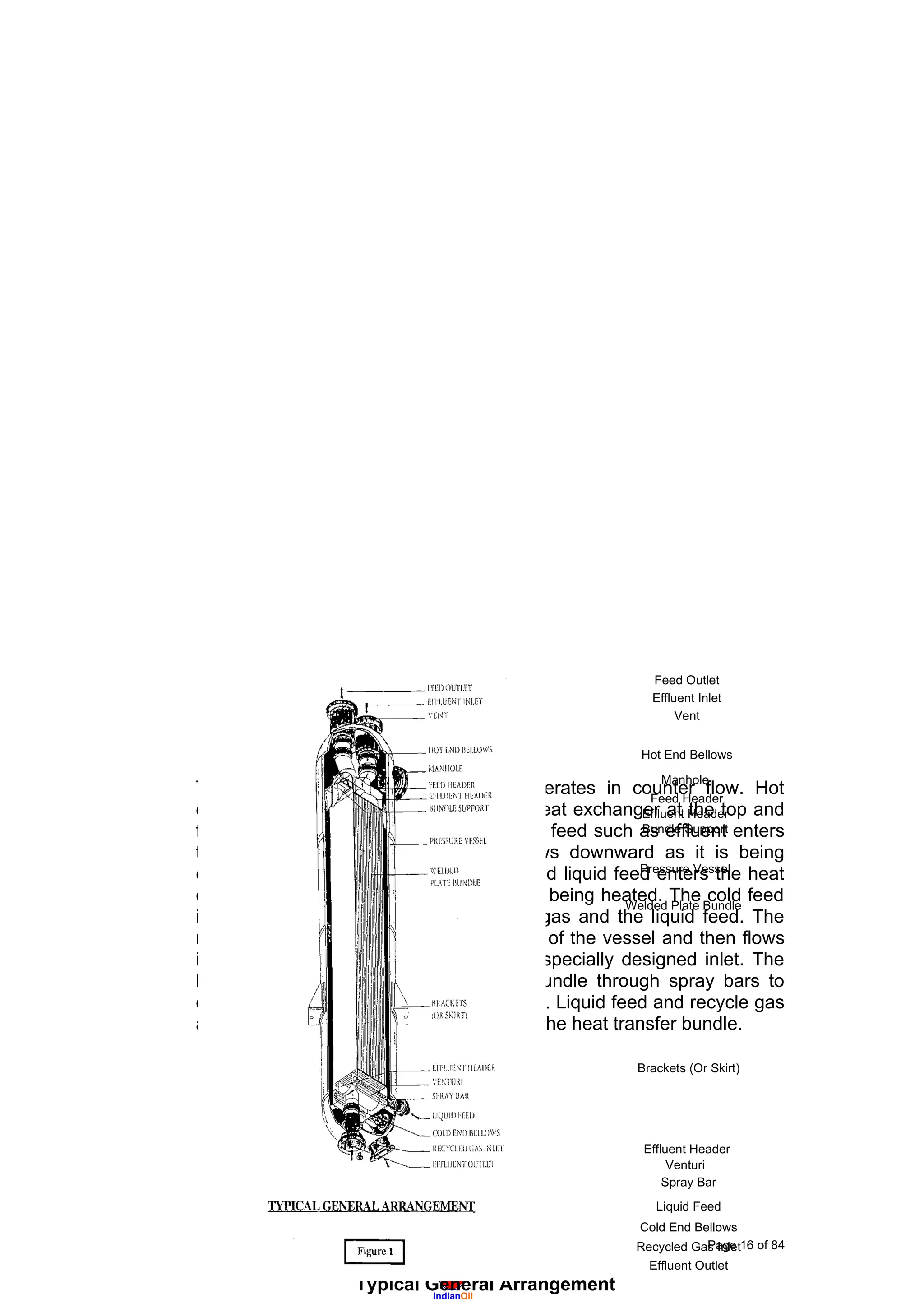

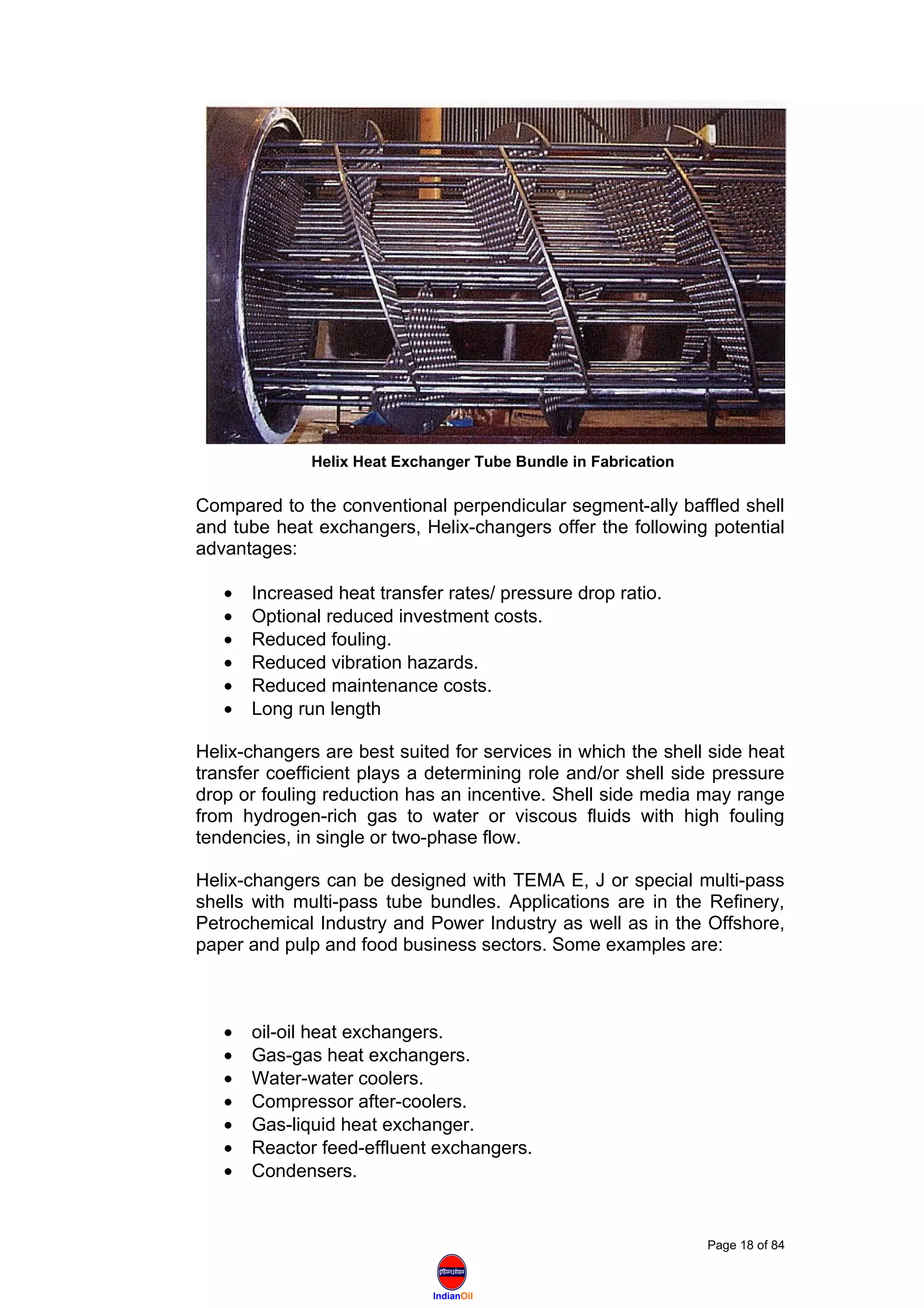
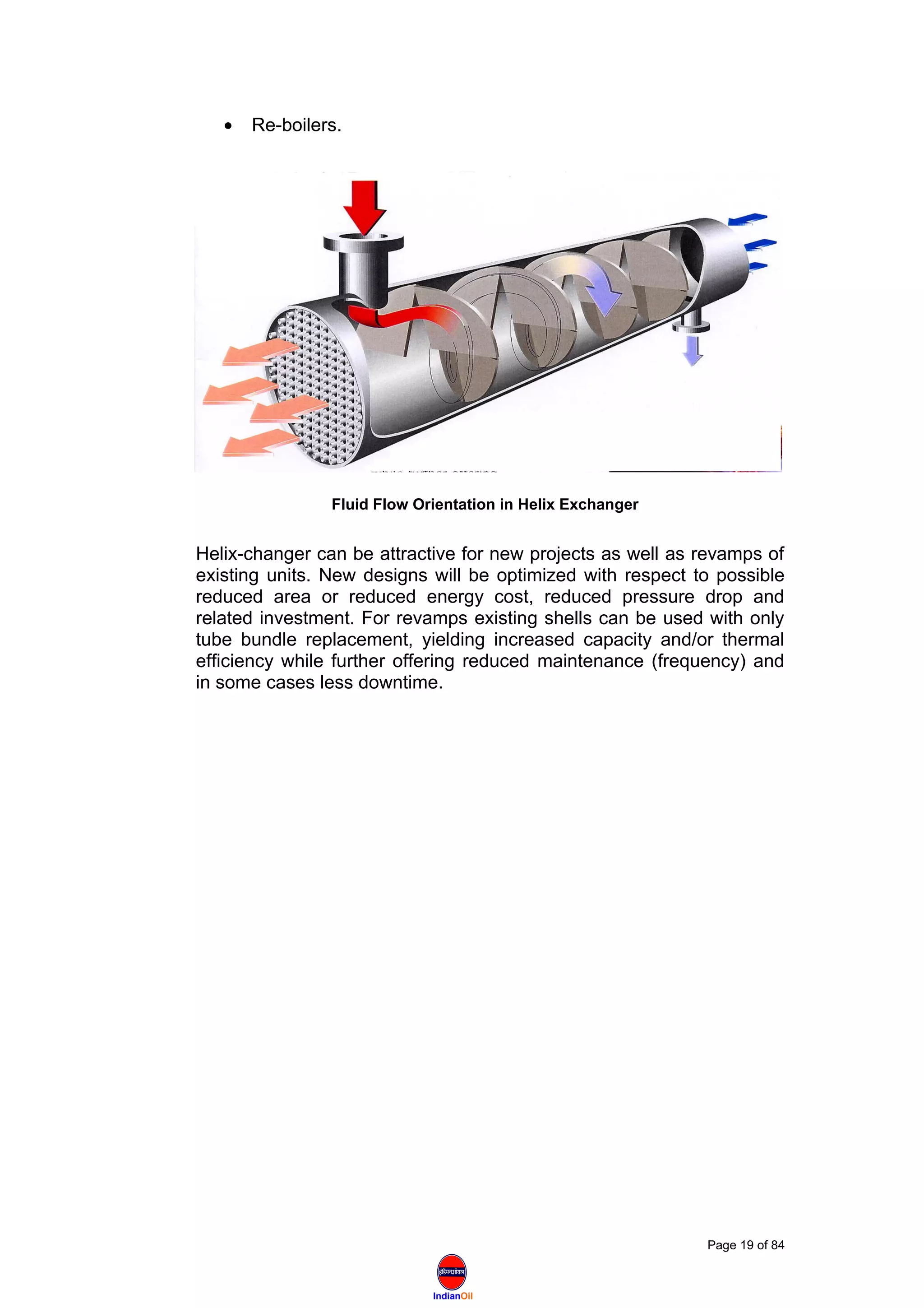











































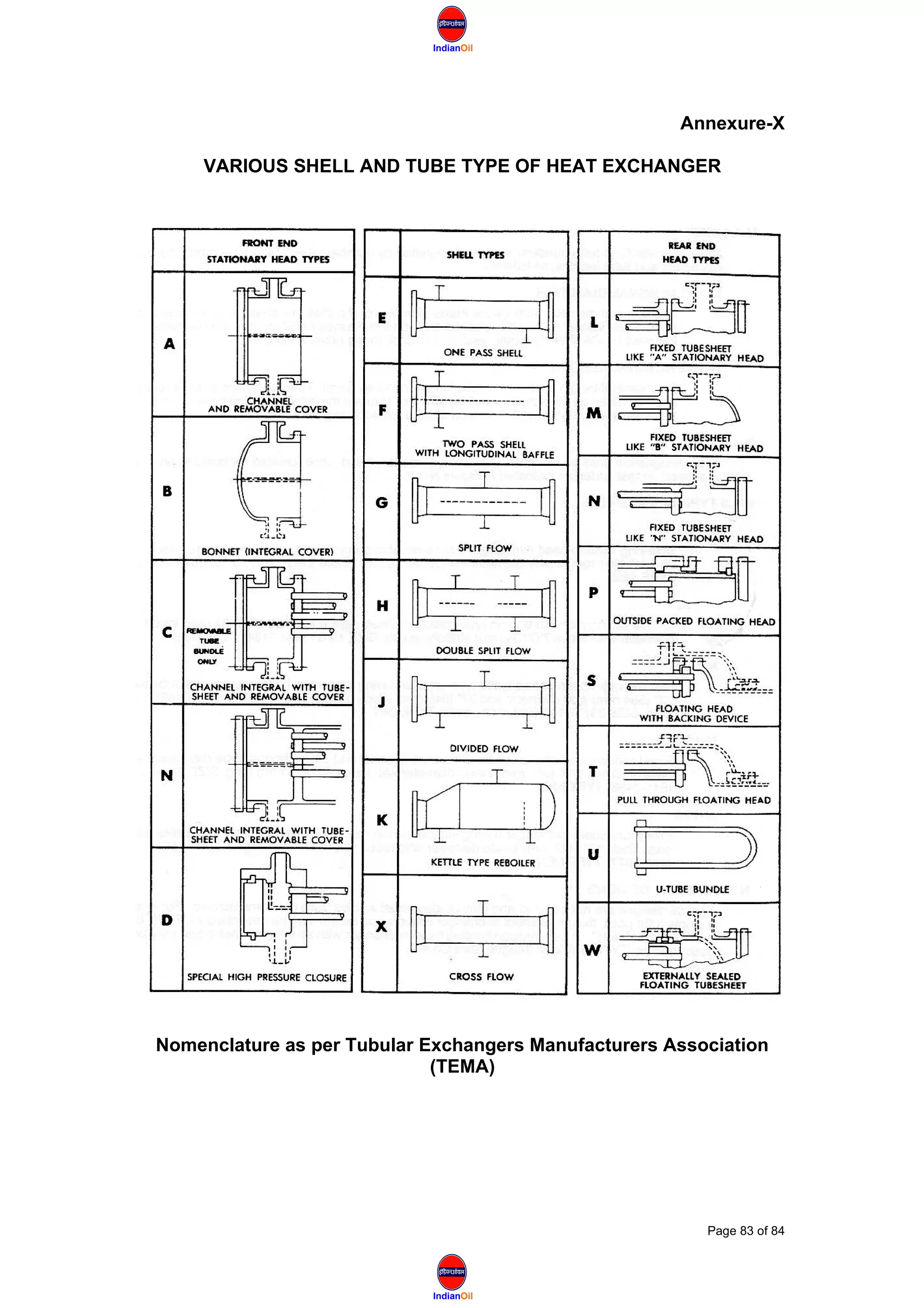


This manual provides comprehensive guidelines for the periodic inspection of heat exchangers in petroleum refineries, detailing inspection tools, procedures, and requirements. It describes various types of heat exchangers, their functions, and the challenges related to corrosion and maintenance. Additionally, the document includes inspection documentation and best practices for ensuring the operational integrity of heat exchangers.























































































