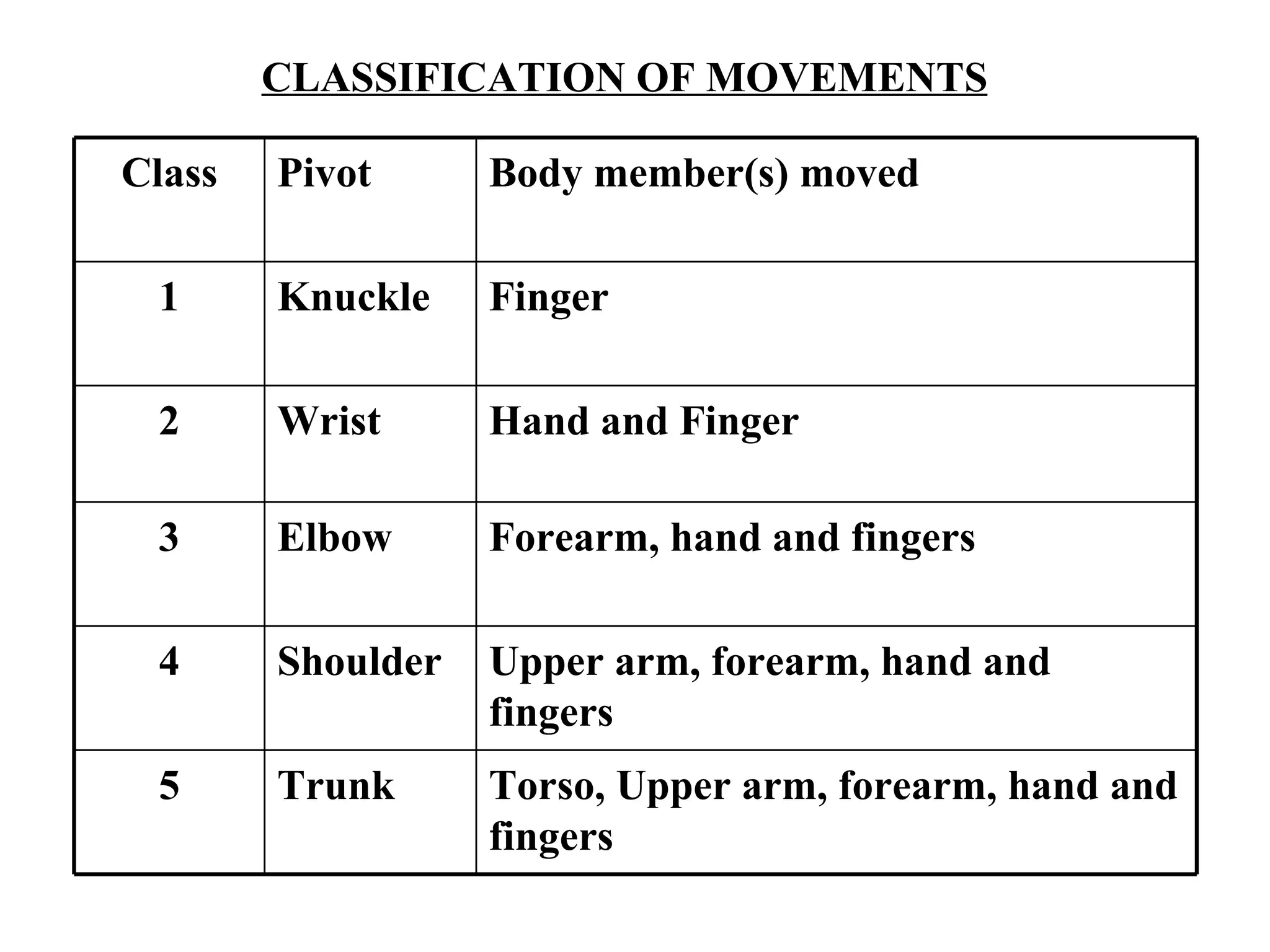
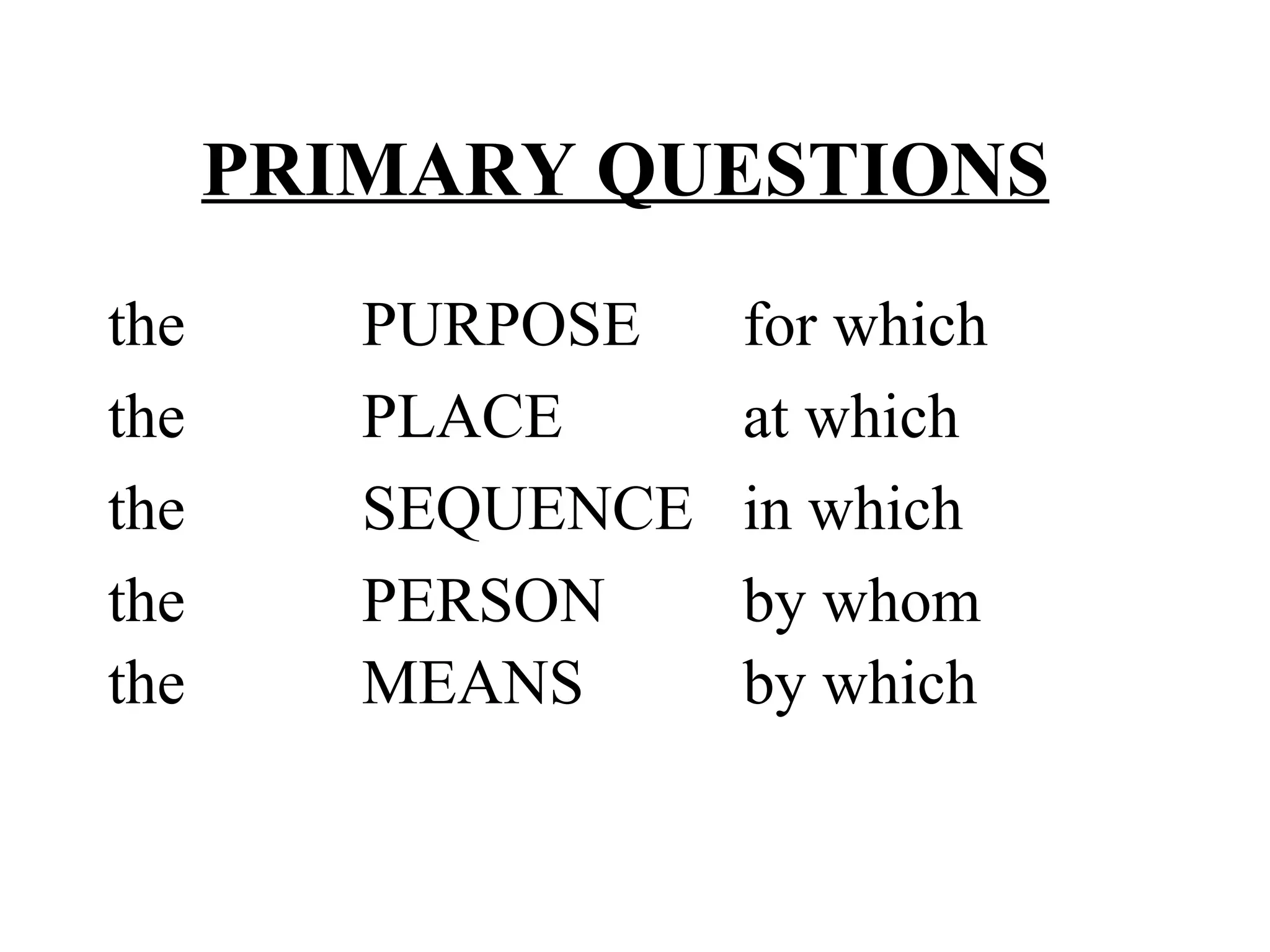
The document discusses method study, which involves systematically analyzing work processes to improve efficiency. It describes the objectives and procedures of method study, including defining the current process, recording it, examining it through questioning, developing an improved method, installing the new method, and maintaining it. Common recording techniques and classifications of movements are also outlined.