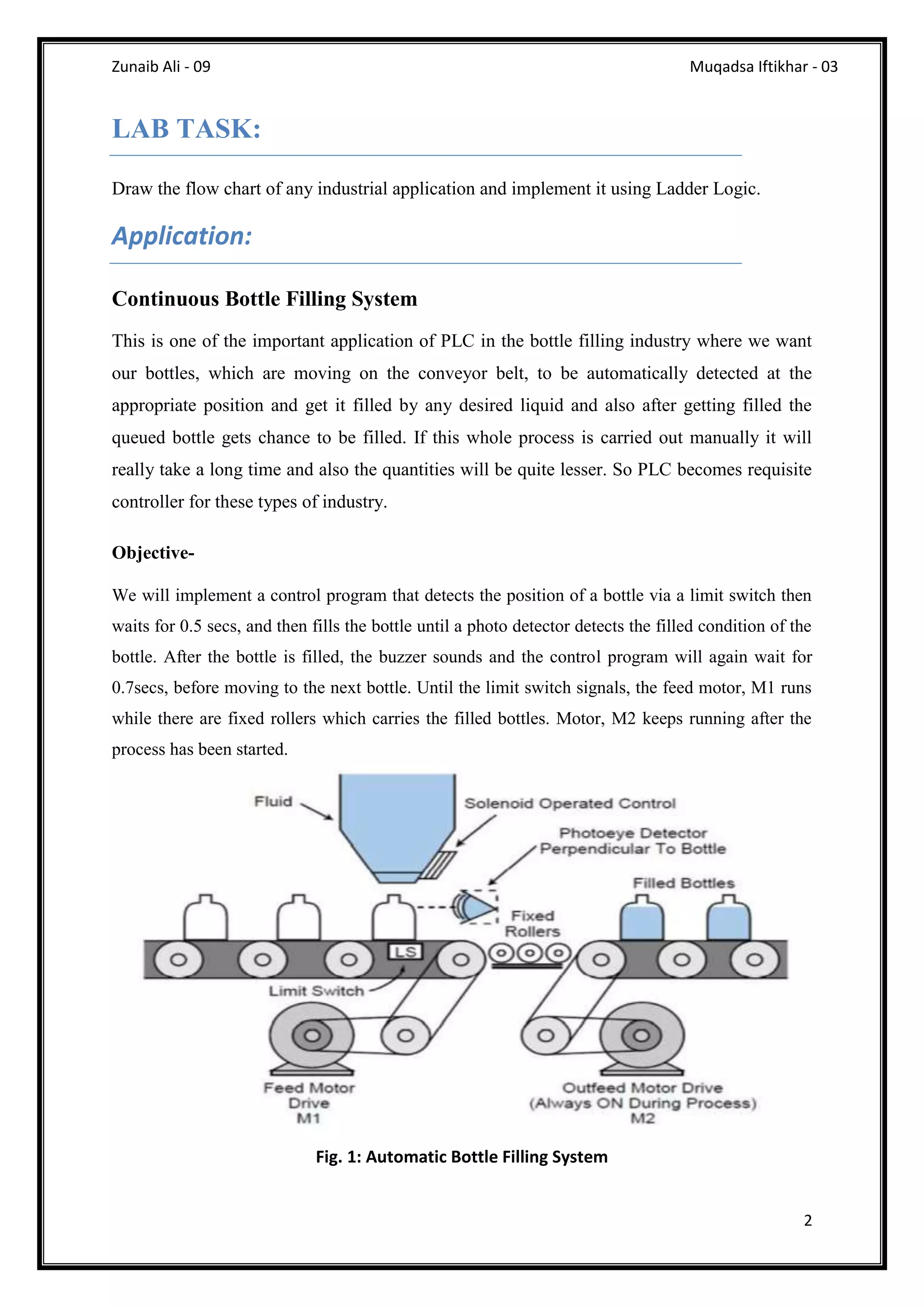
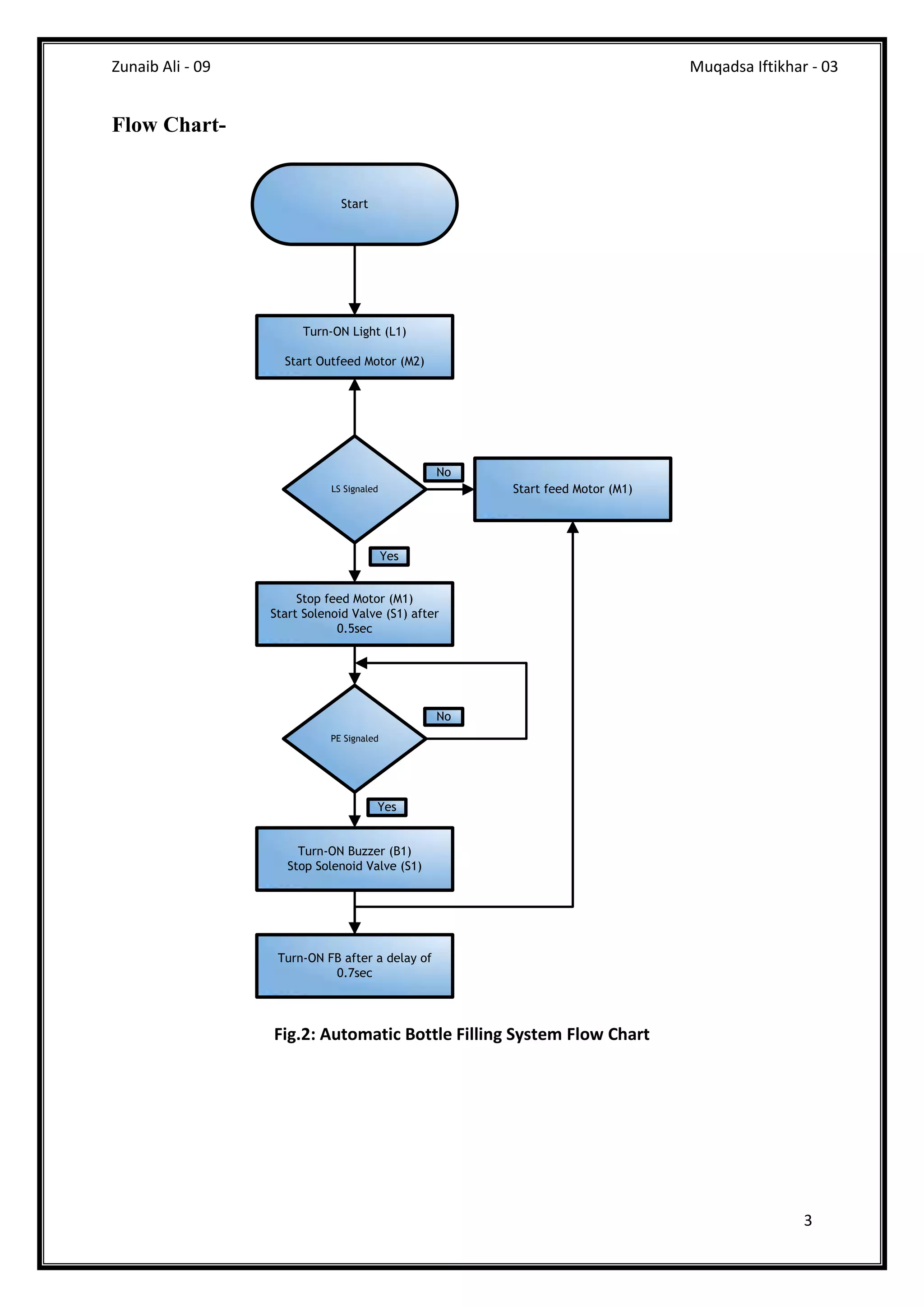
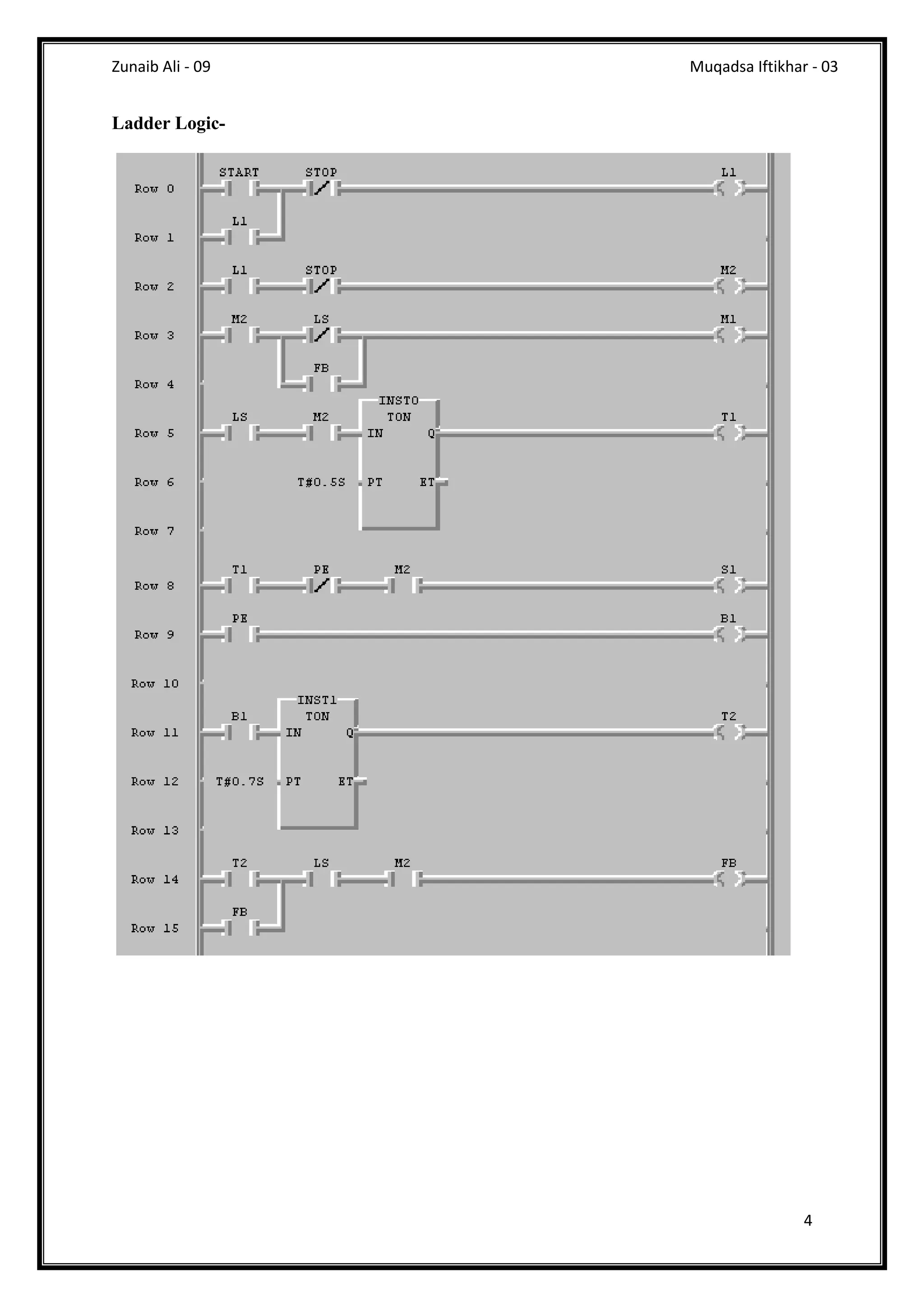
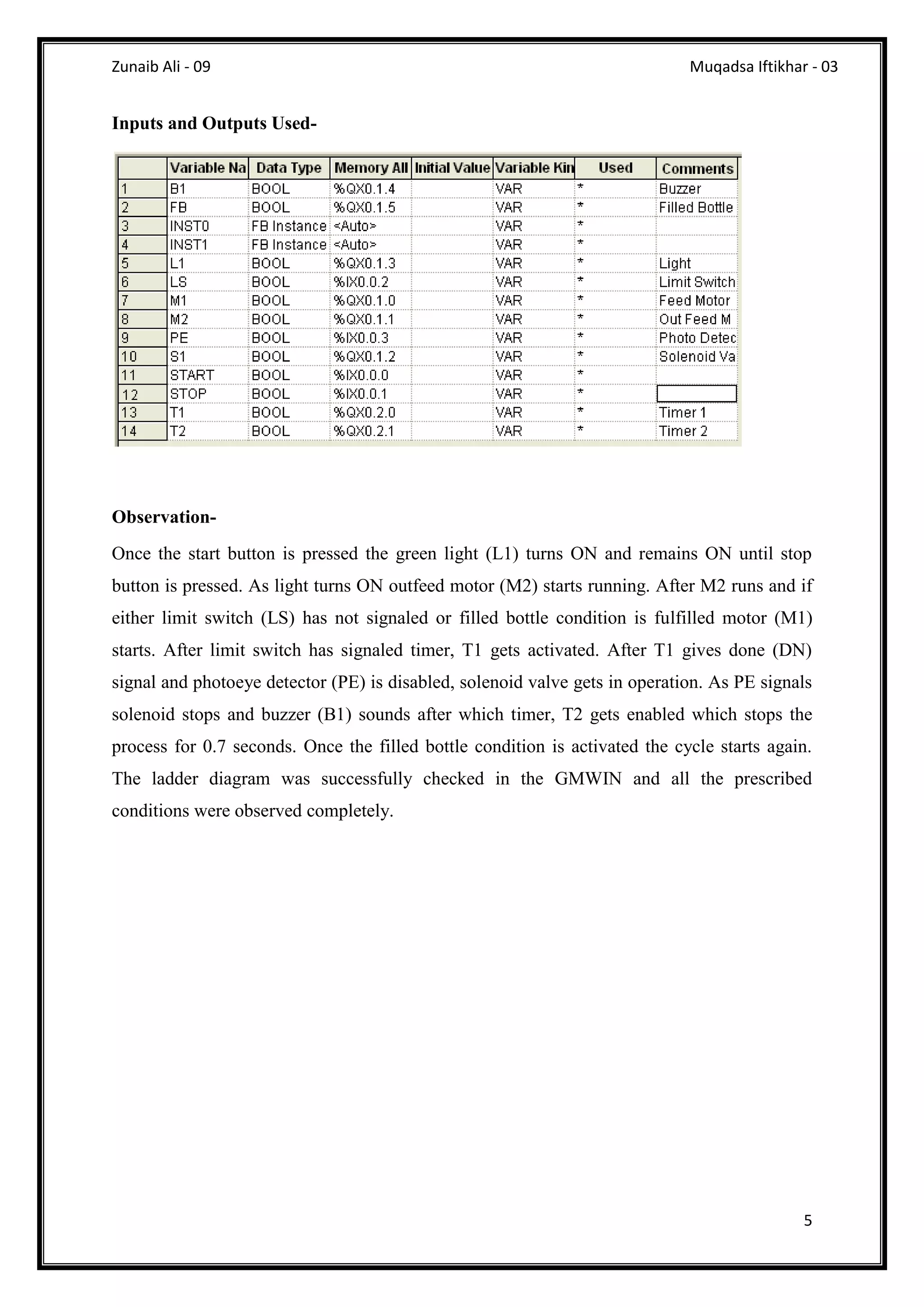
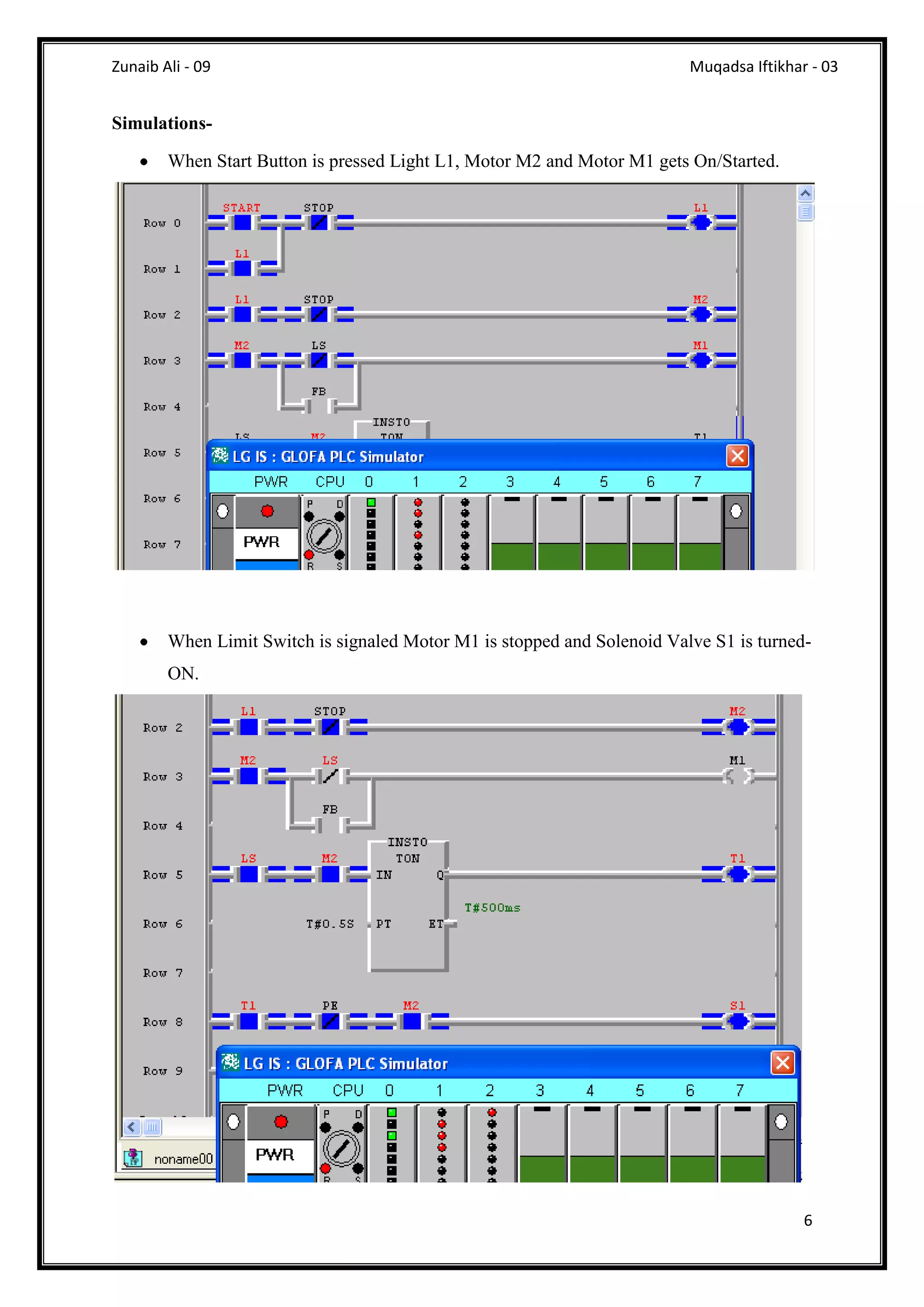
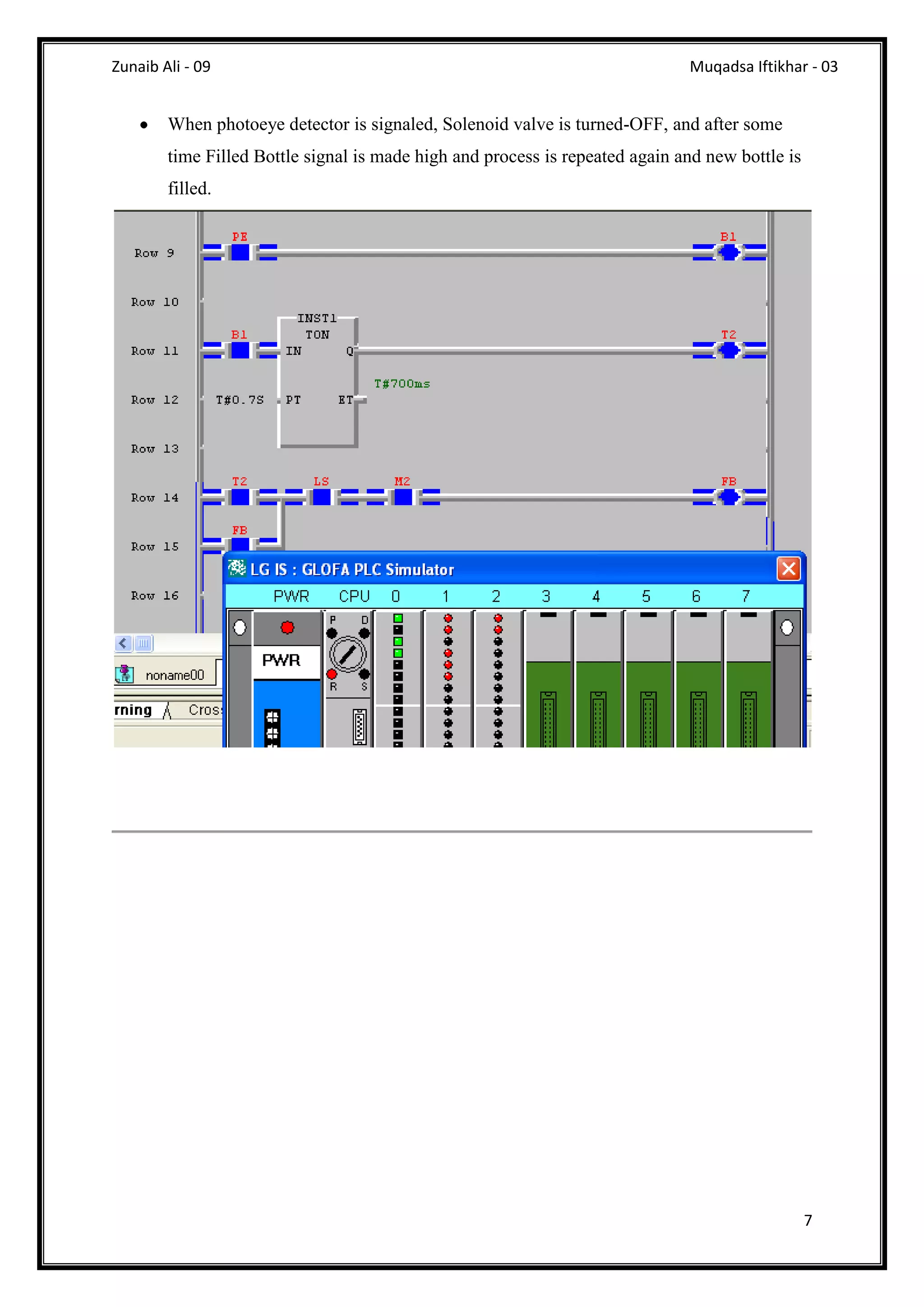

This document summarizes a lab report on implementing a continuous bottle filling system using a programmable logic controller (PLC). The system uses a PLC to automatically detect bottles on a conveyor belt, fill each bottle with liquid for 0.5 seconds, sound a buzzer when full, and wait 0.7 seconds before filling the next bottle. A ladder logic program was created and tested in simulation software to control motors, valves, lights and more to automate the bottle filling process. The PLC provides a simple way to automate an industrial process that would be difficult to do manually at scale.