Downloaded 18 times

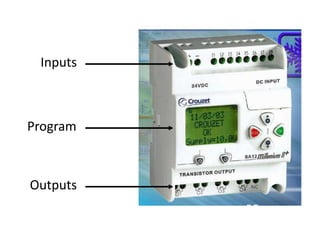
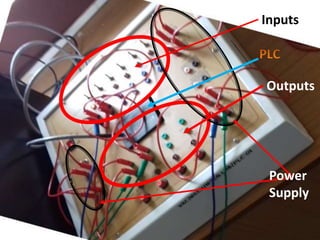

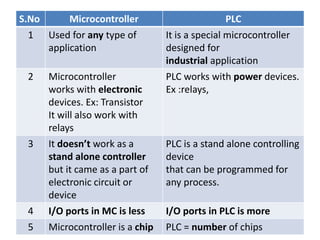

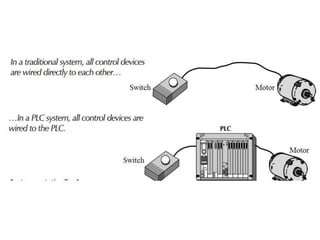
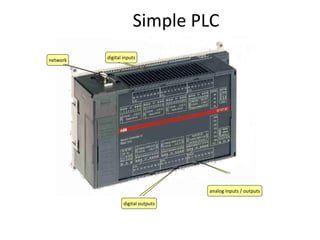
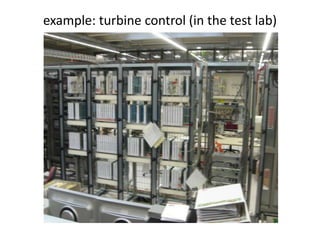
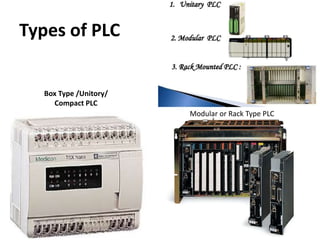
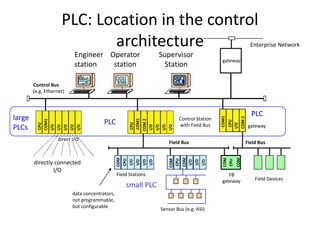
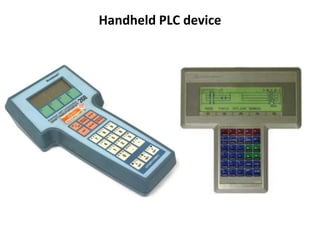
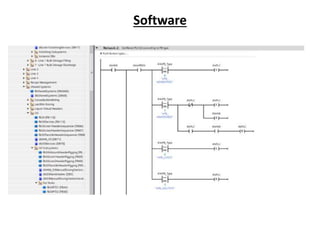
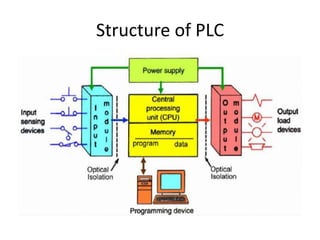
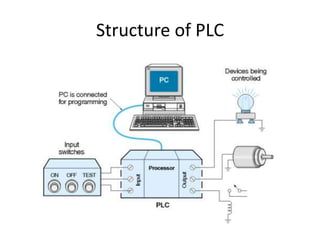
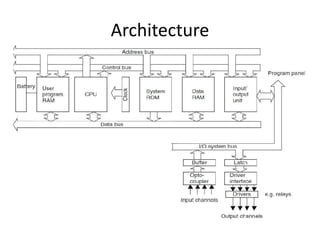
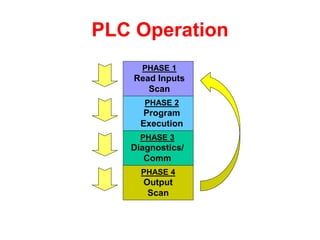
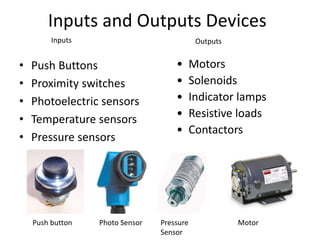
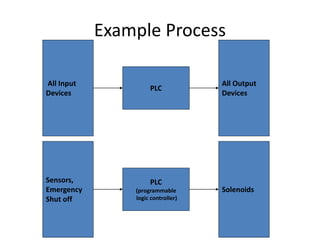
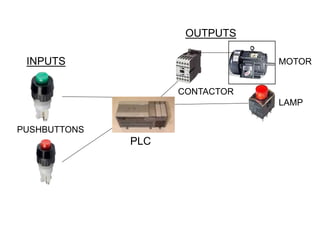
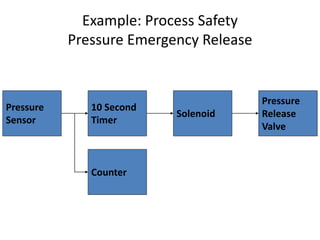
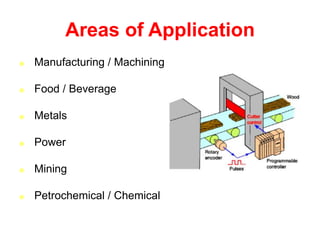
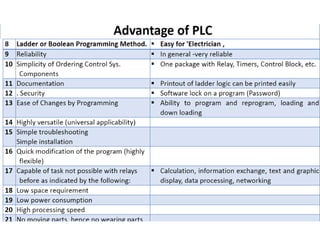
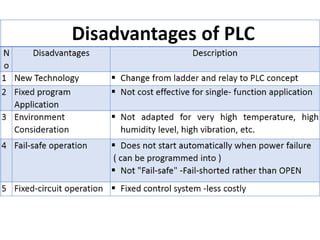

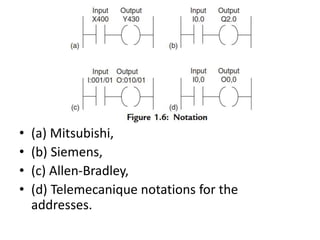
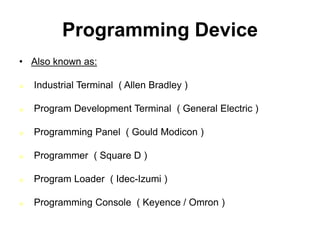
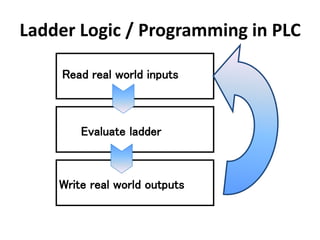
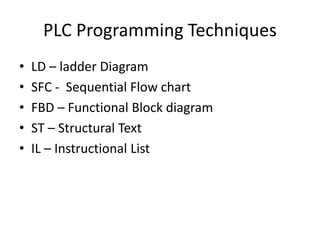
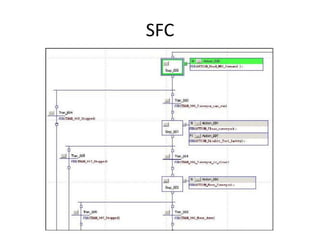
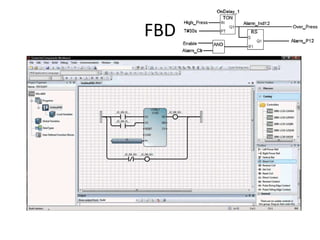
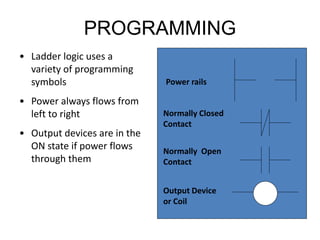
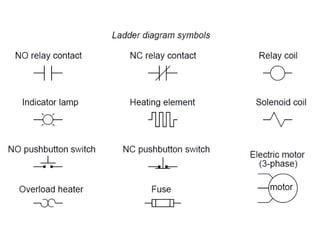
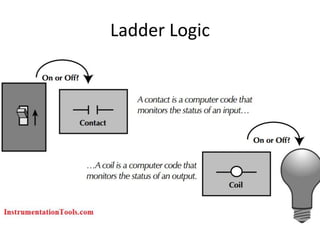
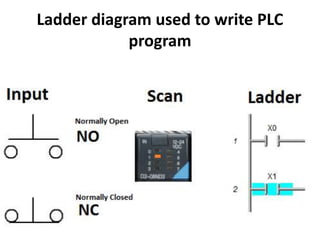
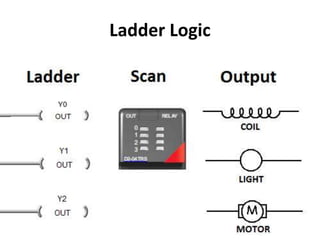
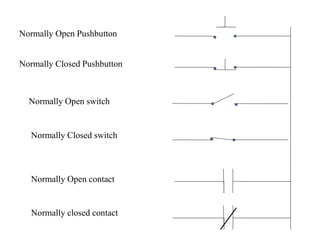
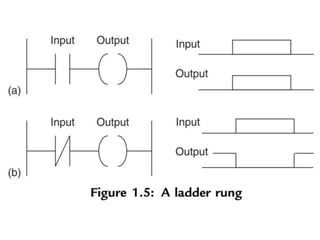
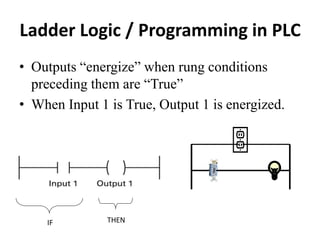
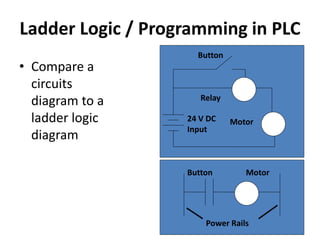
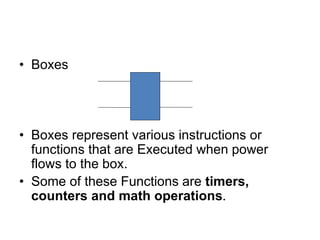
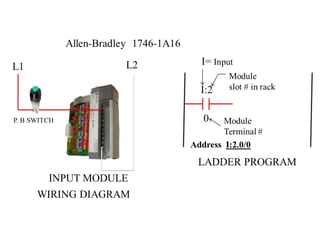
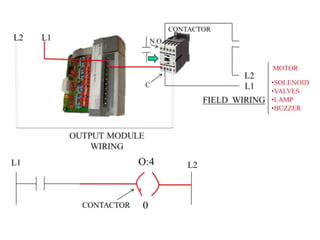
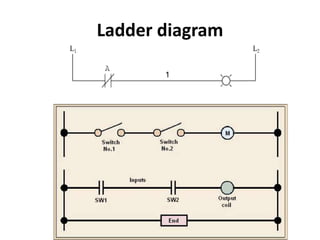

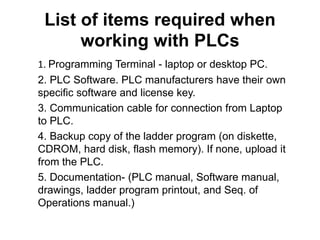
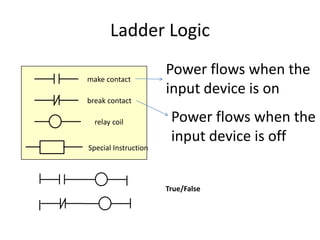
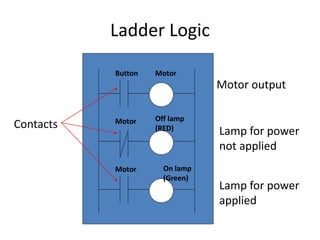
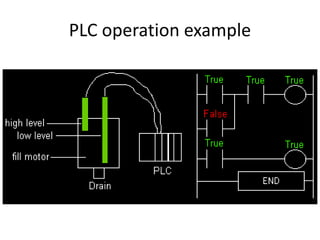
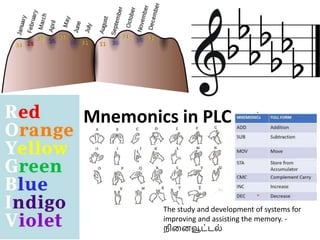



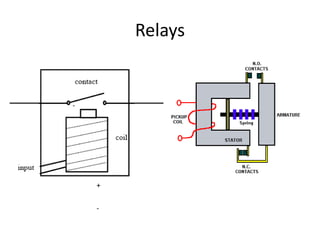
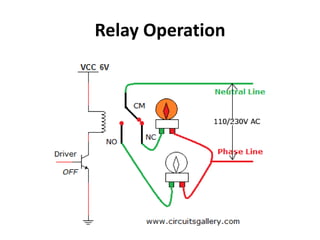
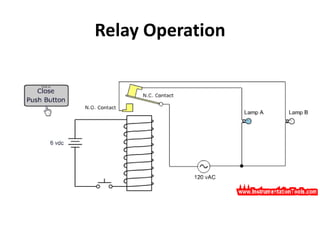
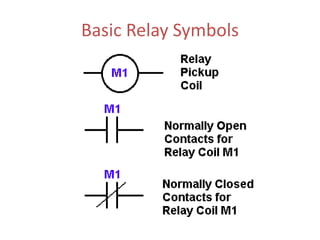
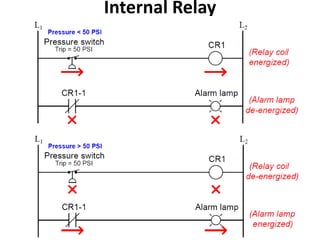
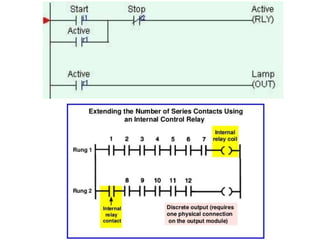
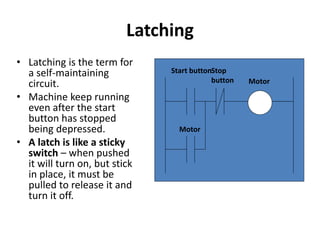
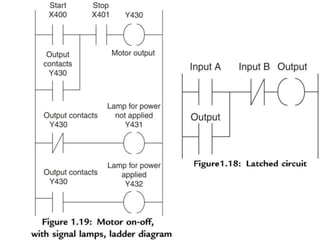

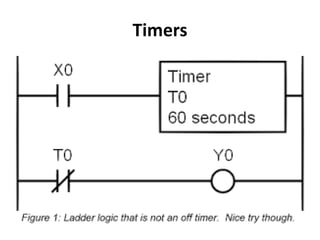
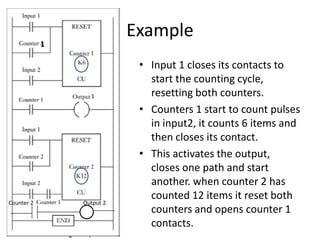



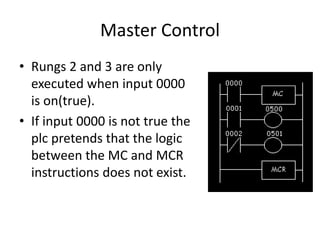
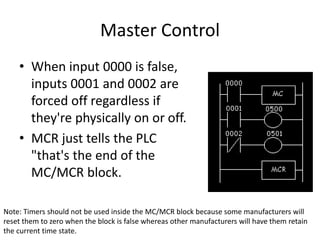
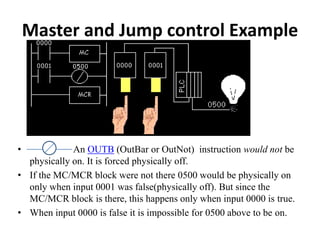
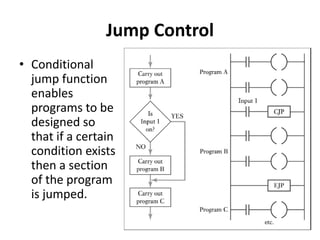
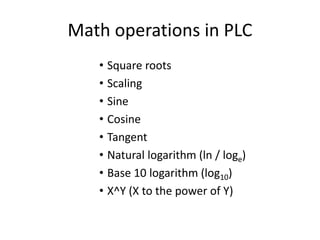
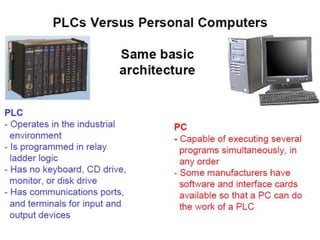
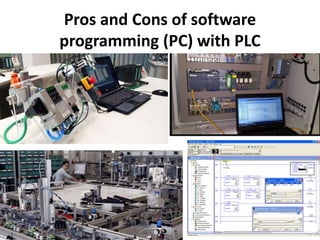
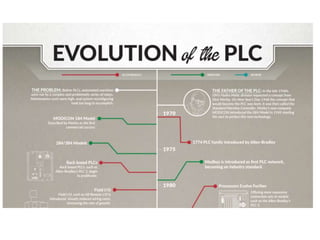
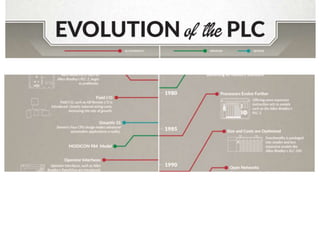
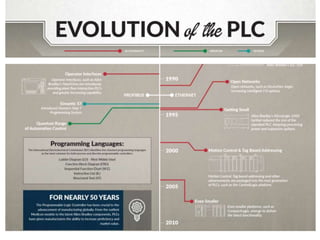
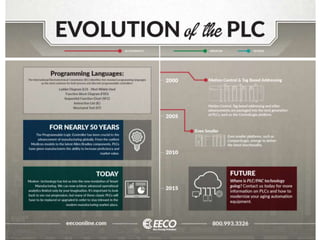
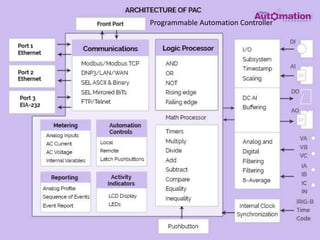



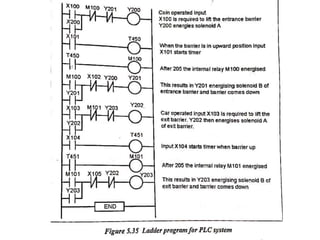


The document provides information about programmable logic controllers (PLCs). It defines a PLC according to the NEMA standard as a digitally operating, microprocessor-based electronic apparatus that uses a programming memory to implement logic, sequencing, timing, counting, and arithmetic functions to control machines and processes. The document discusses the historical development of PLCs, their basic components including inputs, outputs, power supply and programming. It provides examples of PLC applications and programming techniques such as ladder logic. It also lists some leading PLC brands and provides basic information about relays and internal relays used in PLC systems.