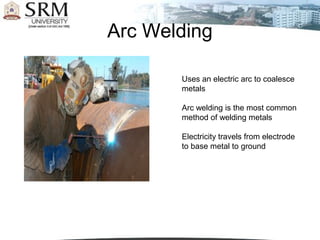
Welding is a process that joins materials by heating them to melt or soften them and allowing them to cool, forming a permanent bond. It is commonly used to join metal parts in manufacturing. Some key types of welding include arc welding, gas welding, resistance welding, and solid state welding. Welding is used in many industries such as automotive, aerospace, shipbuilding, and construction.