Download to read offline







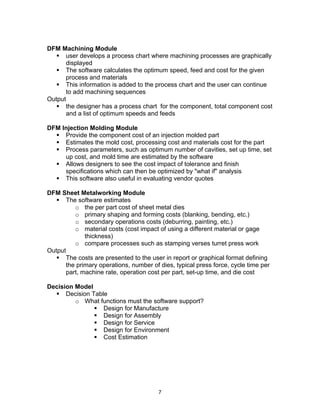


This document summarizes a technical paper that discusses the use of design for manufacture (DFM) and design for assembly (DFA) tools in modern manufacturing. It describes how DFM and DFA aim to reduce costs by integrating design and manufacturing considerations. Software tools are presented that help with tasks like estimating part costs, assembly times, and evaluating design alternatives. The principles and approaches of DFM, DFA, and integrated design tools are outlined.