
Downloaded 80 times


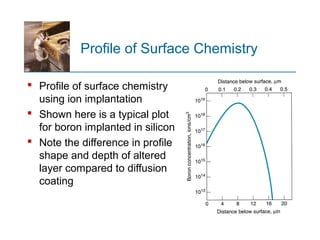
The document outlines various surface processing operations used in industrial cleaning, coating, and altering materials, highlighting methods such as chemical cleaning, plating, and deposition processes. It details the principles and applications of cleaning methods, including alkaline, solvent, and ultrasonic cleaning, as well as the significance of coatings for corrosion protection, aesthetics, and performance enhancement. Additionally, it discusses advanced techniques like diffusion and ion implantation for modifying material properties, and the importance of various coatings ranging from organic options to physical and chemical vapor deposition.









































































