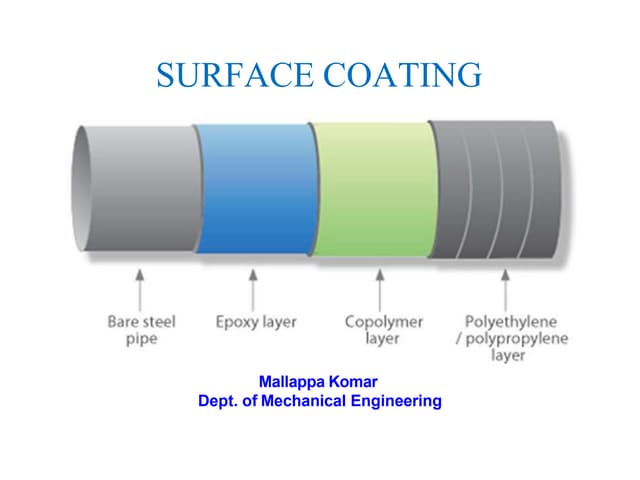
This document discusses various methods for surface modification of materials, including mechanical, thermal, electrochemical, and chemical processes. Mechanical methods like shot peening, laser peening, and explosive hardening introduce compressive stresses to strengthen surfaces. Thermal techniques involve spraying molten metals, while electrochemical approaches plate surfaces through electrolysis or chemical reduction. Vapor deposition methods like PVD and CVD coat surfaces with thin films through physical or chemical reactions in vacuum chambers. Surface treatments can improve properties like hardness, corrosion resistance, and wear resistance.






































![Thin_Film_Technology_introduction[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1b4496c8-2102-411b-8465-a3dd3f398327-150205034538-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)