Downloaded 186 times
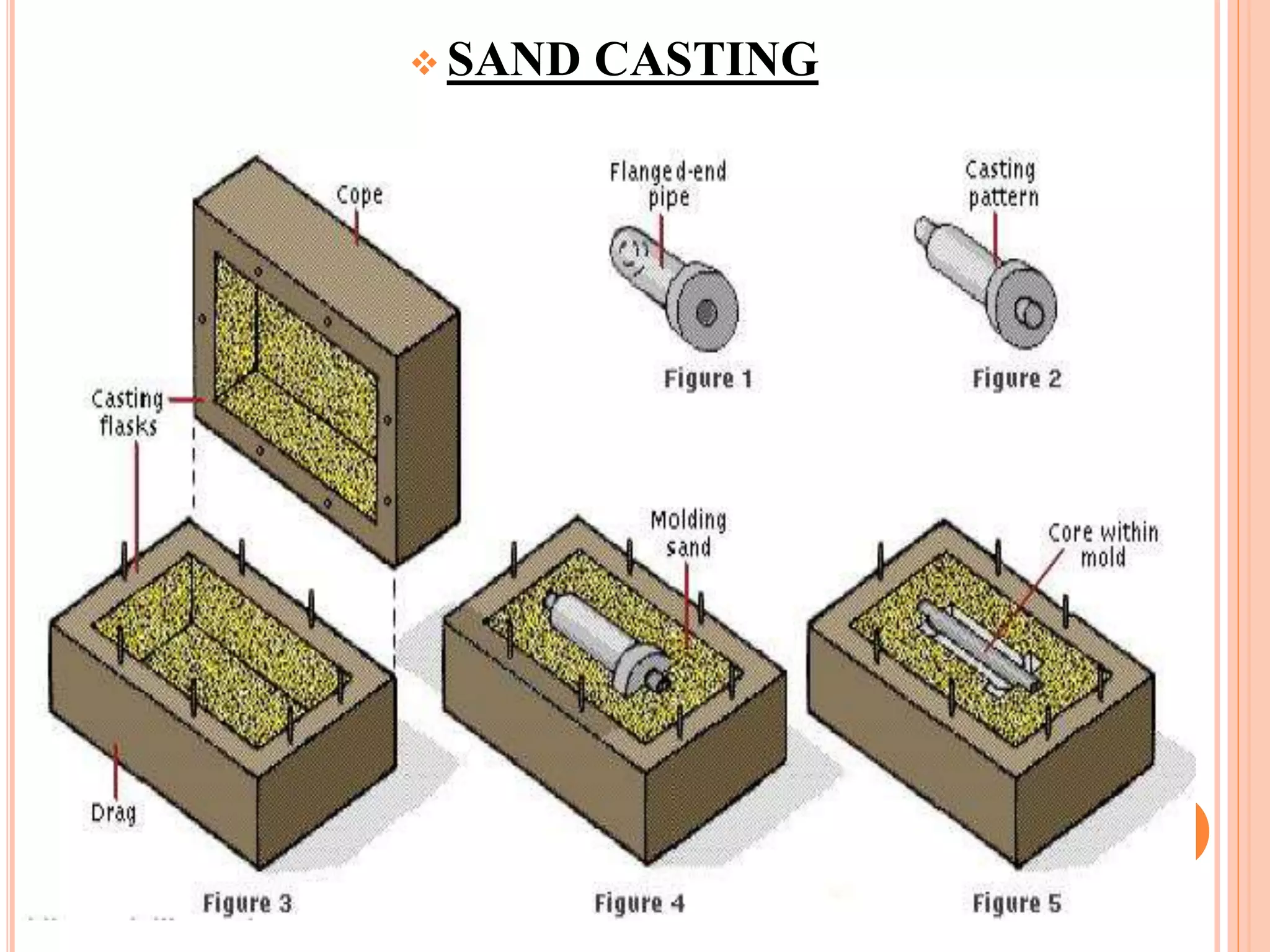

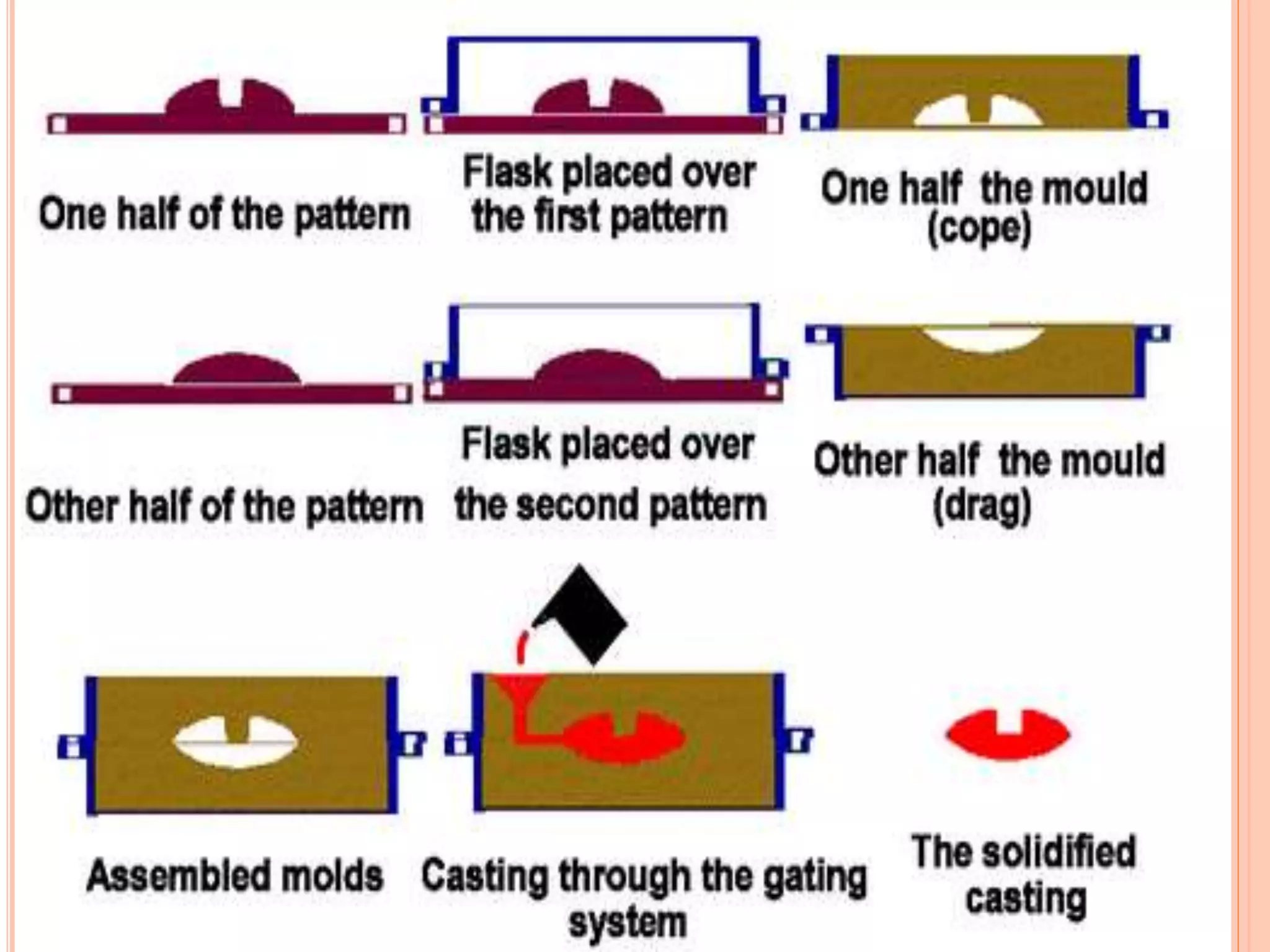





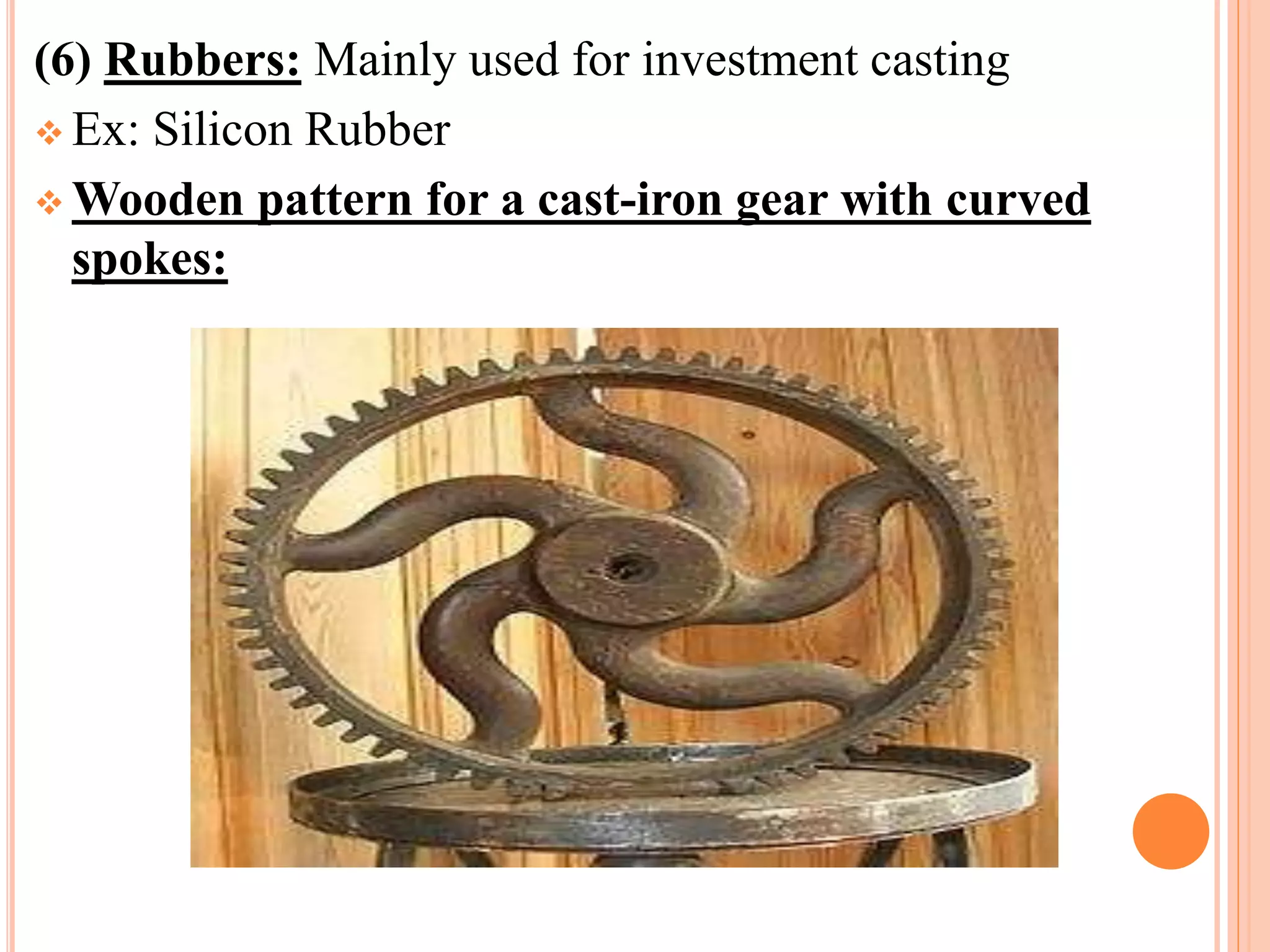



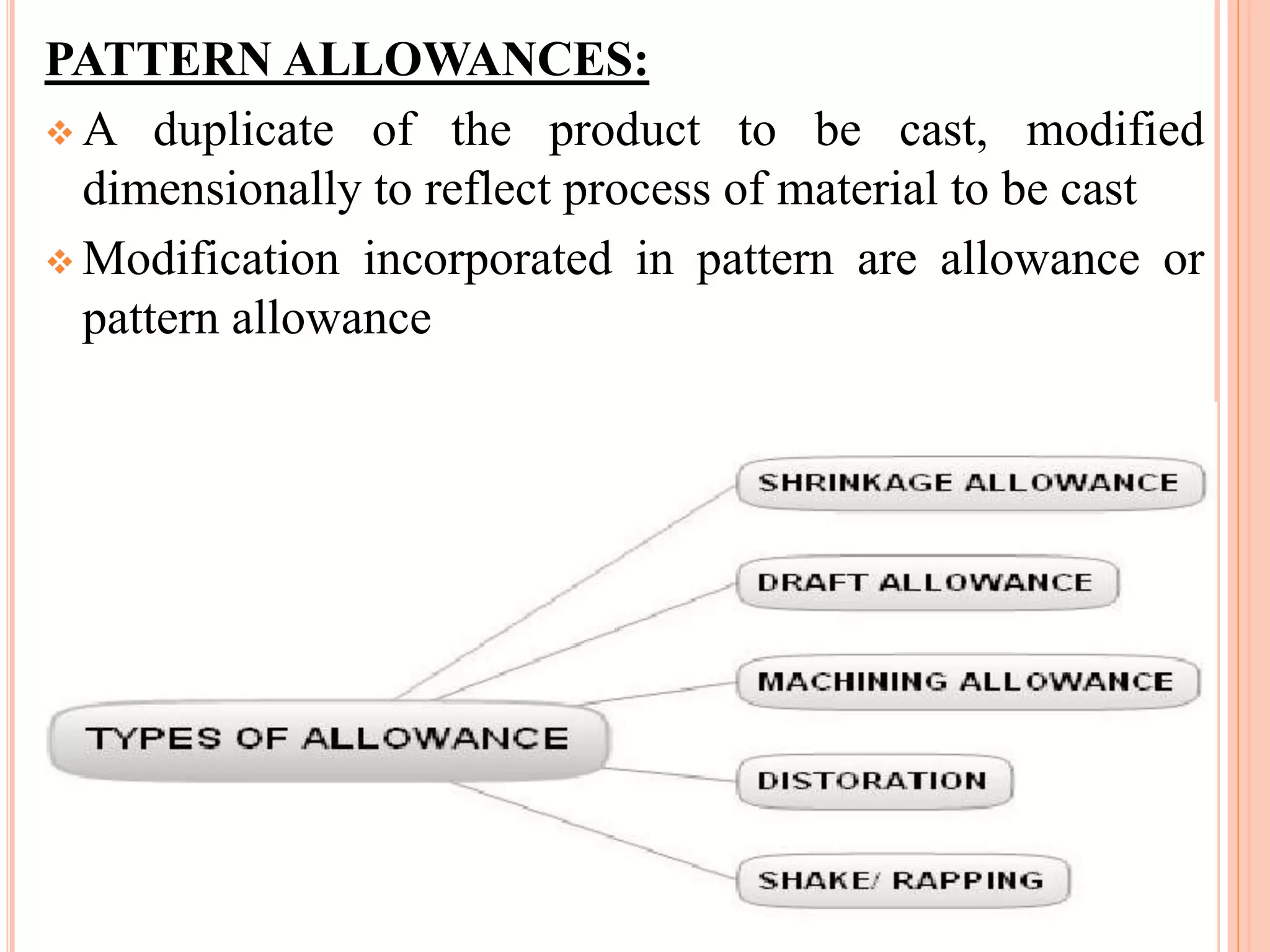





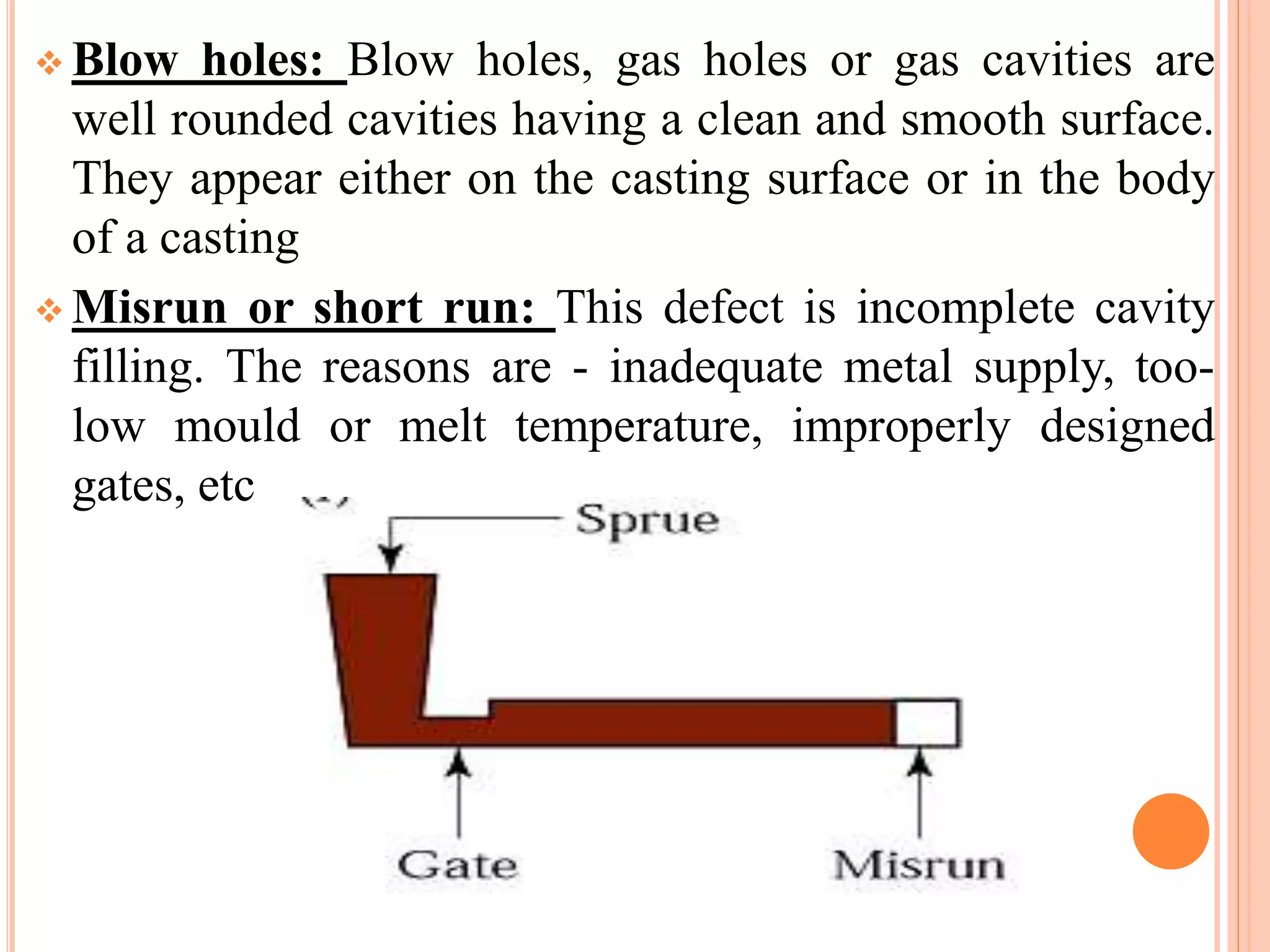







The document discusses the process of sand casting. It describes the key steps which include preparing the mould and molten metal, pouring the molten metal into the mould, solidification, and removing the cast part. Several types of patterns are discussed along with their materials and uses. The document also covers moulding sand properties and testing methods. Common defects in castings are described. The overall document provides details on the sand casting manufacturing process.























































































