Downloaded 242 times
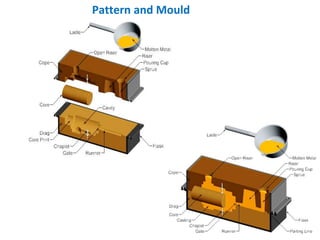
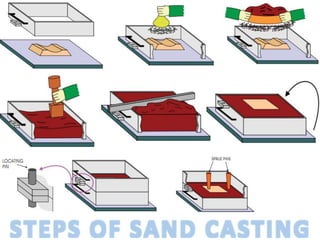
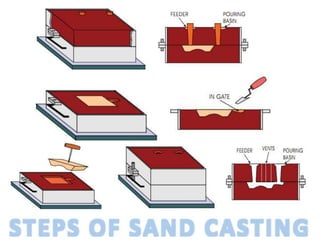

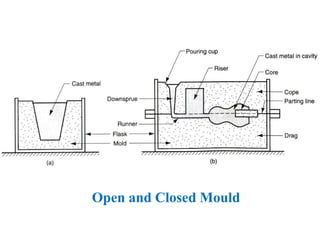
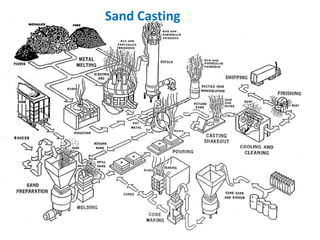

The document discusses manufacturing processes and sand casting. It begins by defining manufacturing as processes that convert raw materials into products through value addition. It then discusses the classification of manufacturing processes into shaping/forming, joining, removal, and regenerative categories. The majority of the document focuses on describing the fundamentals and steps of sand casting, which involves pouring molten metal into a mold cavity to produce castings. Key aspects covered include mold materials, solidification, defects, and post-casting processing steps.



































































