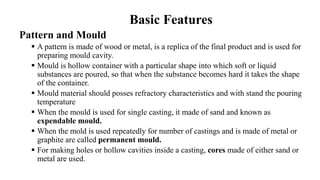
The document discusses casting and the casting process. Casting involves pouring liquid material into a mold to create objects. Common casting materials include metals, epoxy, concrete, and plaster. A foundry produces metal castings by melting metals and pouring them into molds. After solidification, the casting is removed from the mold. The casting process involves designing molds and patterns, melting and pouring metals, solidification and cooling, then finishing and inspecting the final casting for defects. Key aspects of casting include mold composition, gating system design, pouring parameters, and solidification properties to minimize defects during production.