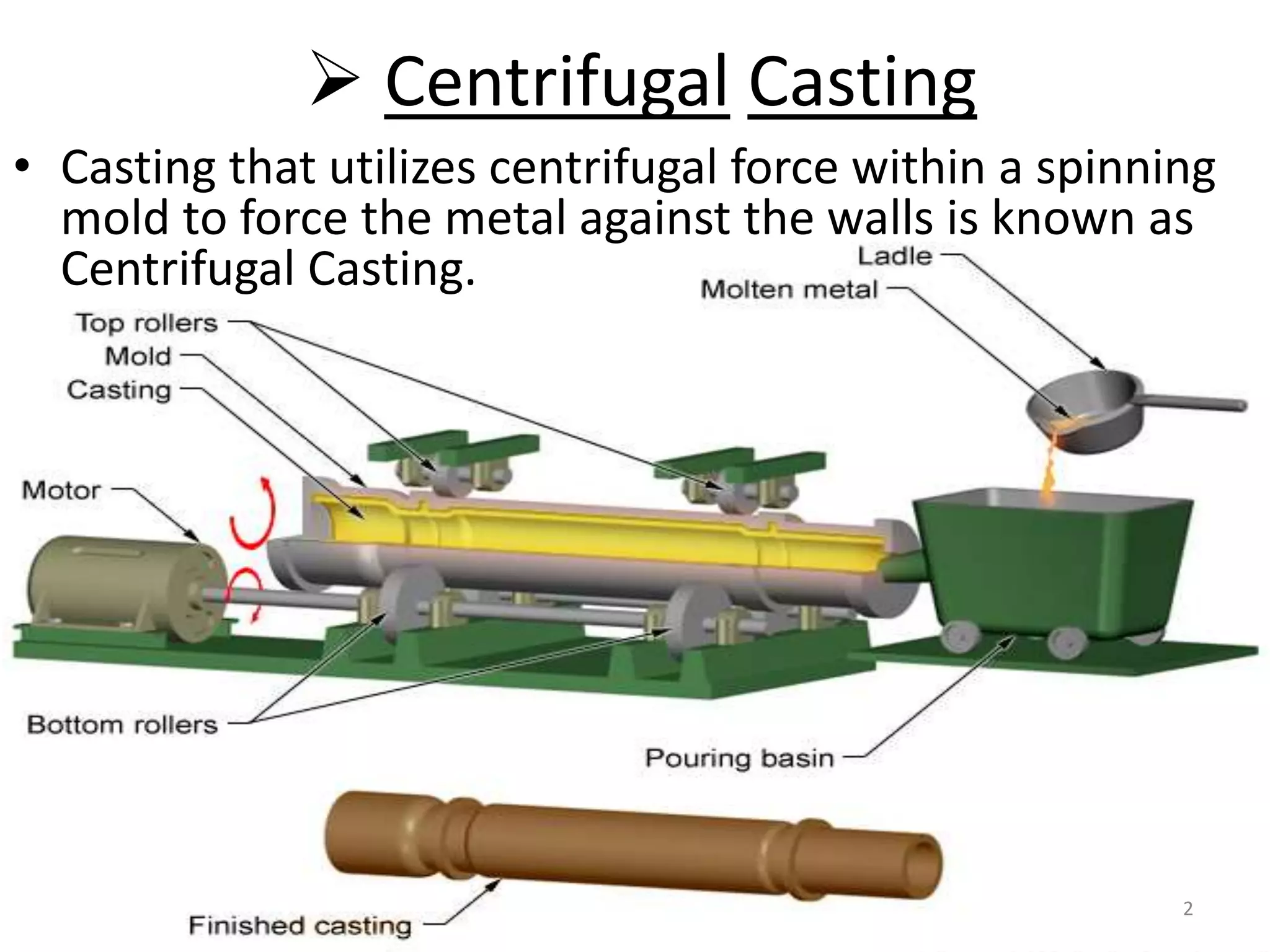
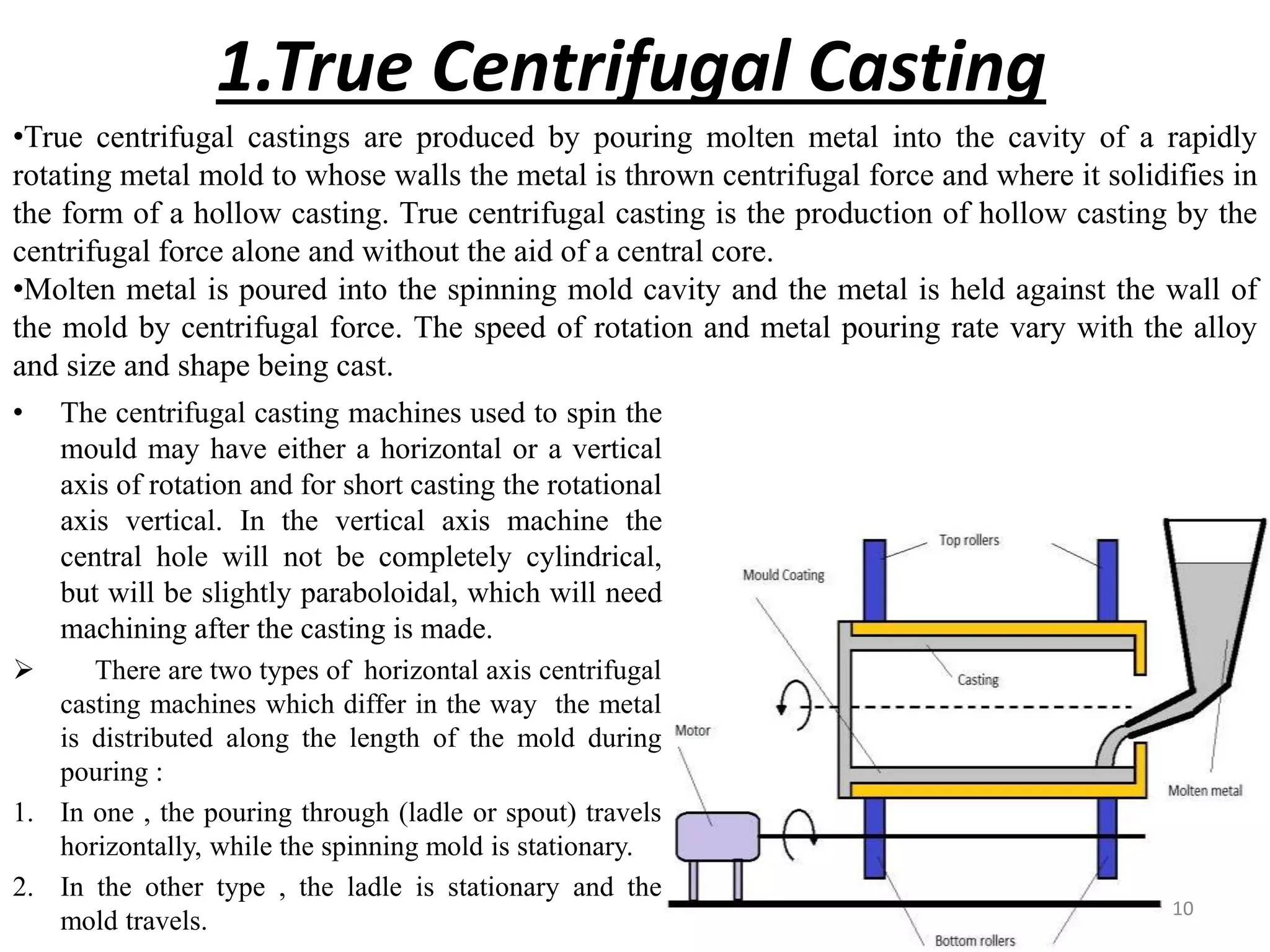
- Centrifugal casting is a metal casting process that uses centrifugal force to form cylindrical parts by spinning a mold at high speeds. Molten metal is poured into the spinning mold and centrifugal force pushes the metal against the mold walls to form the casting shape.
- There are three main types of centrifugal casting: true centrifugal casting produces hollow castings using only centrifugal force without a core; semi-centrifugal casting uses a core to produce hollow cavities and is used for symmetrical parts; and centrifuging arranges small molds in a circle around a central axis to fill multiple molds simultaneously.
- Common applications include pipes, bearing bushes, cylinder liners, and pulleys. The process offers