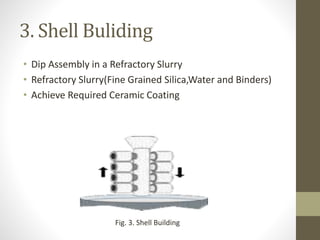
Downloaded 1,459 times












































This document provides an overview of investment casting (lost wax casting). It discusses the history of the technique dating back 5000 years, the process which involves creating a wax pattern, coating it with ceramic slurry to create a mold, and then melting out the wax to pour molten metal. The document outlines the key steps and provides examples of applications where investment casting is used in industries like aerospace, medical, military, automotive, and 3D printing due to its ability to produce parts with complex geometries and tight tolerances.




















































































