Downloaded 191 times




![Pouring Time:
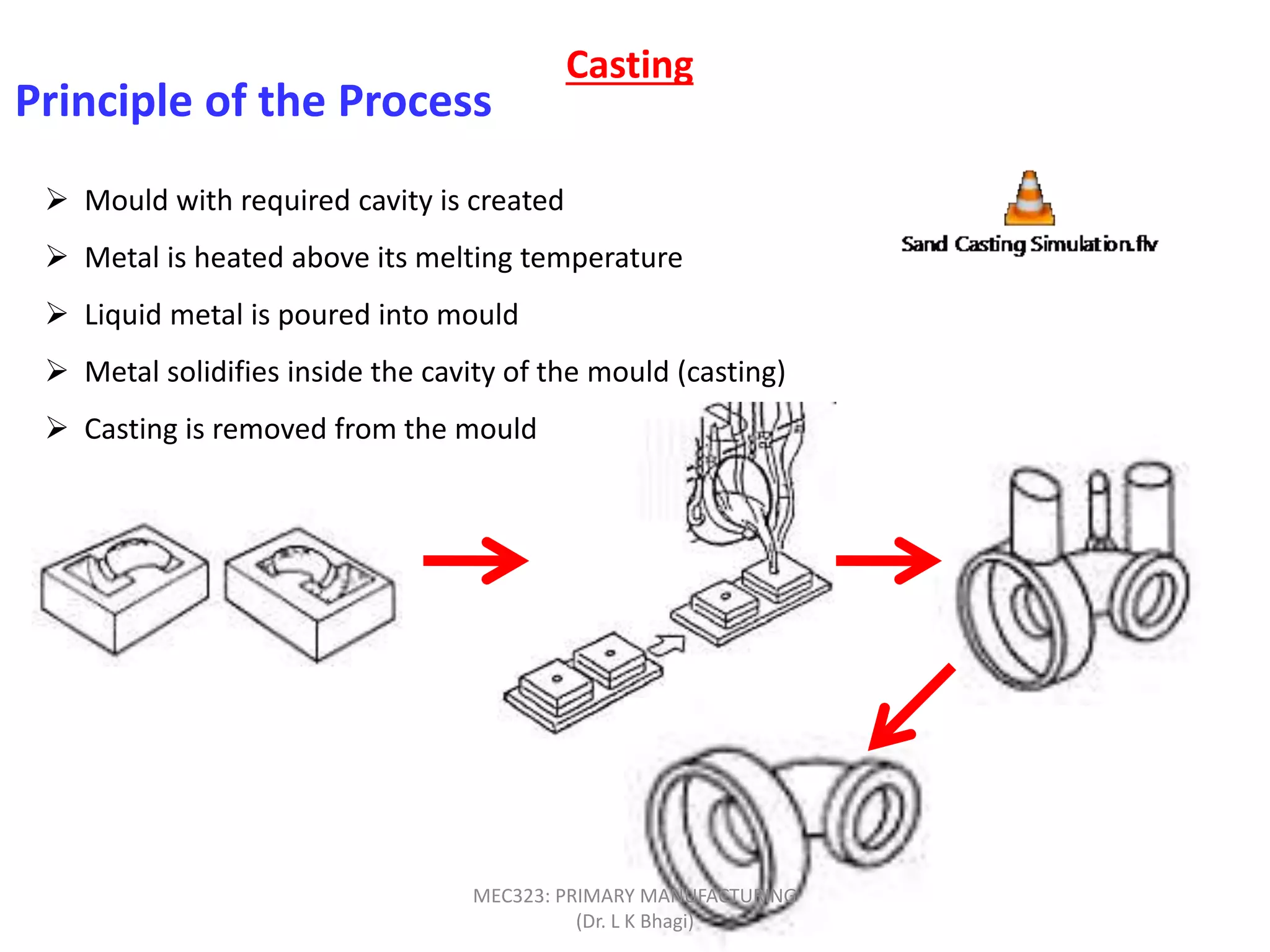
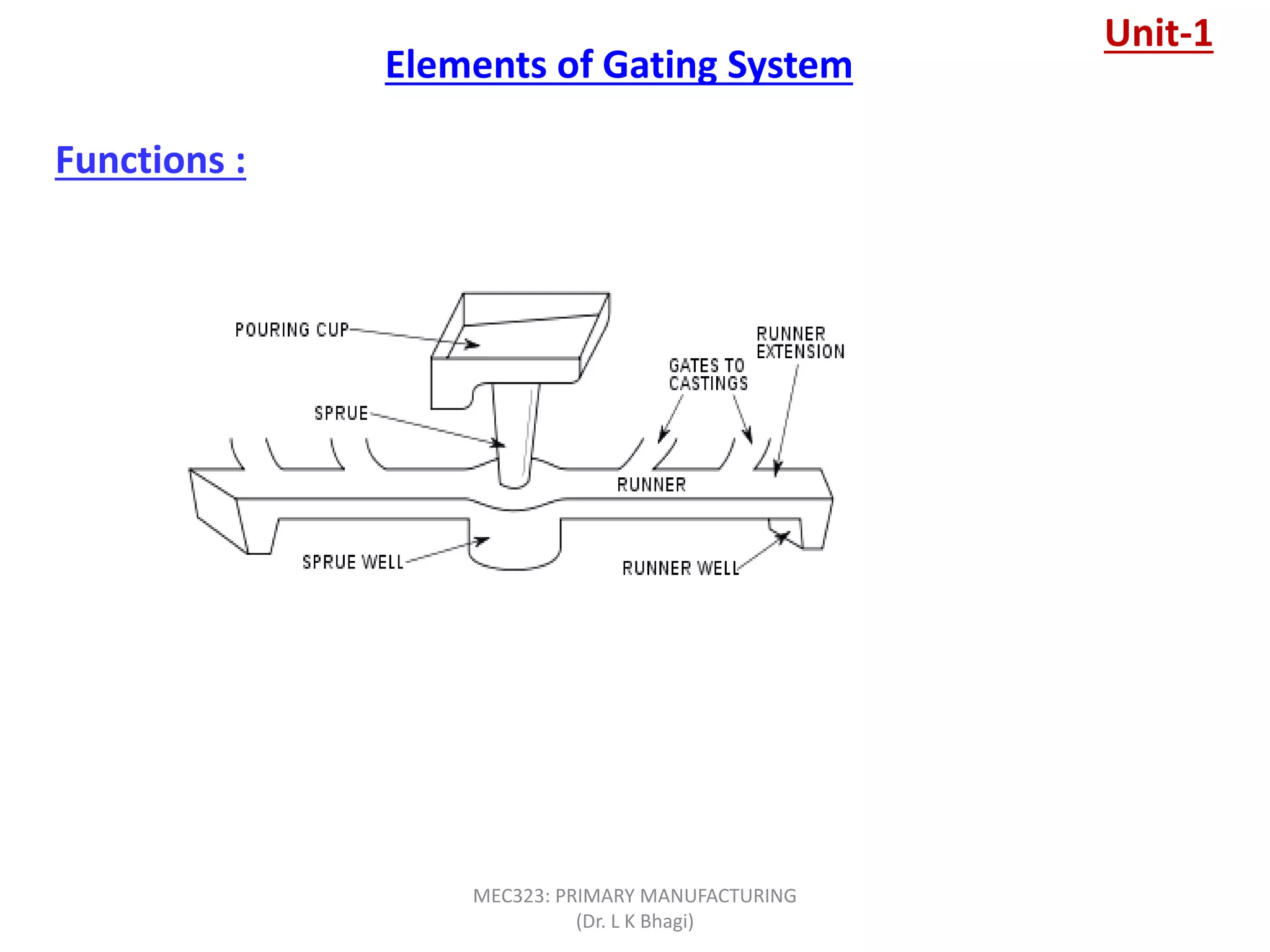
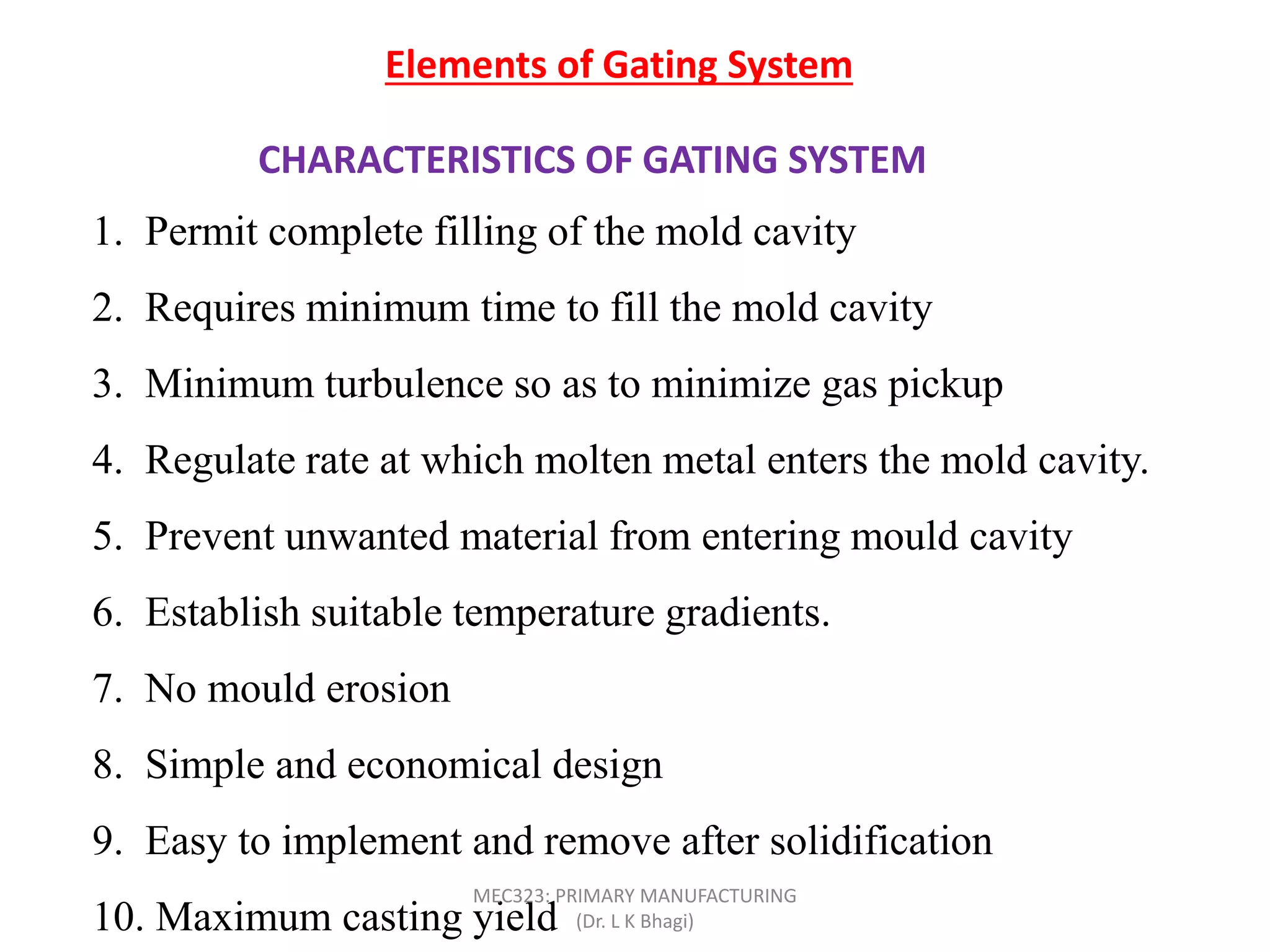
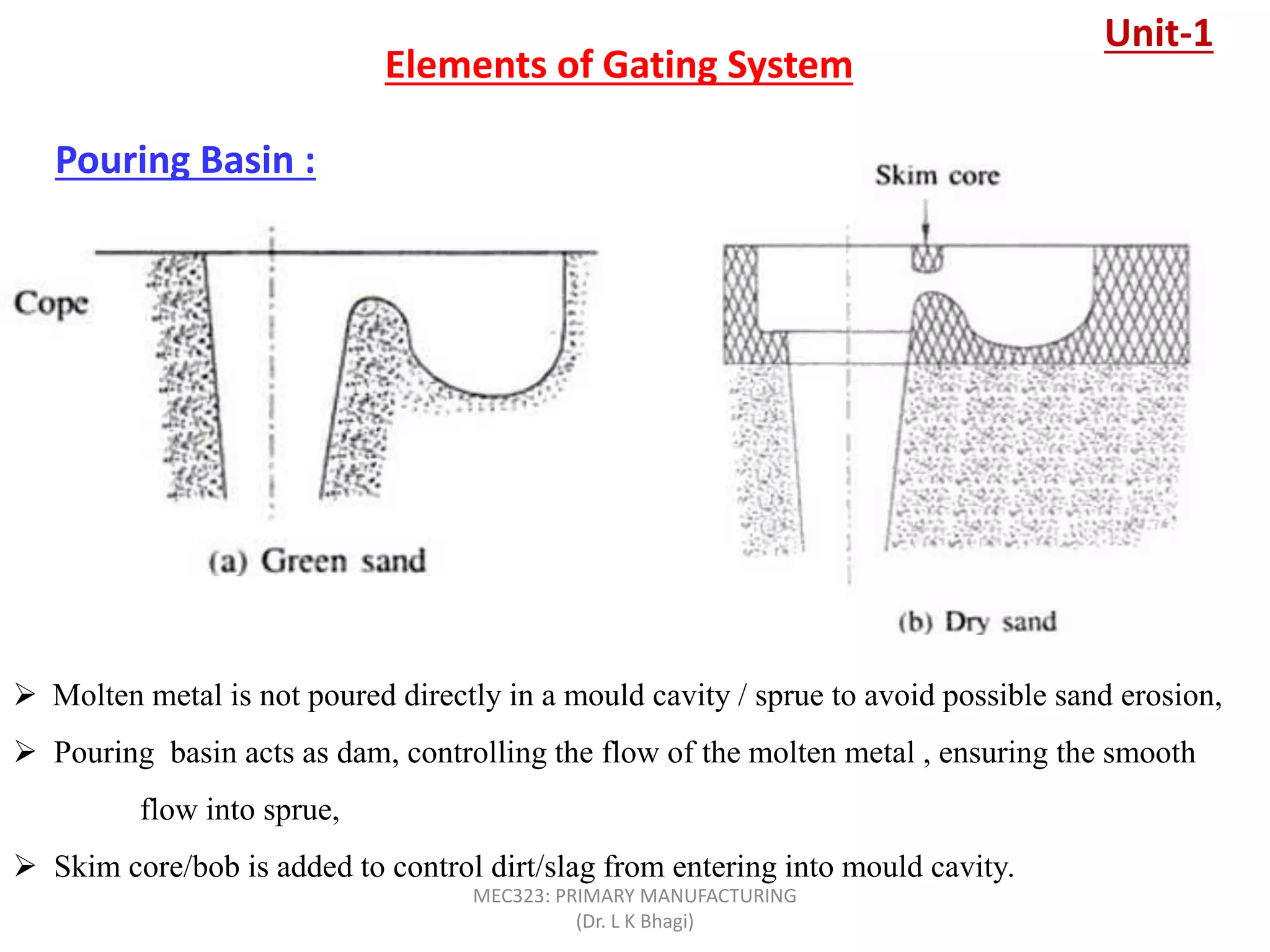
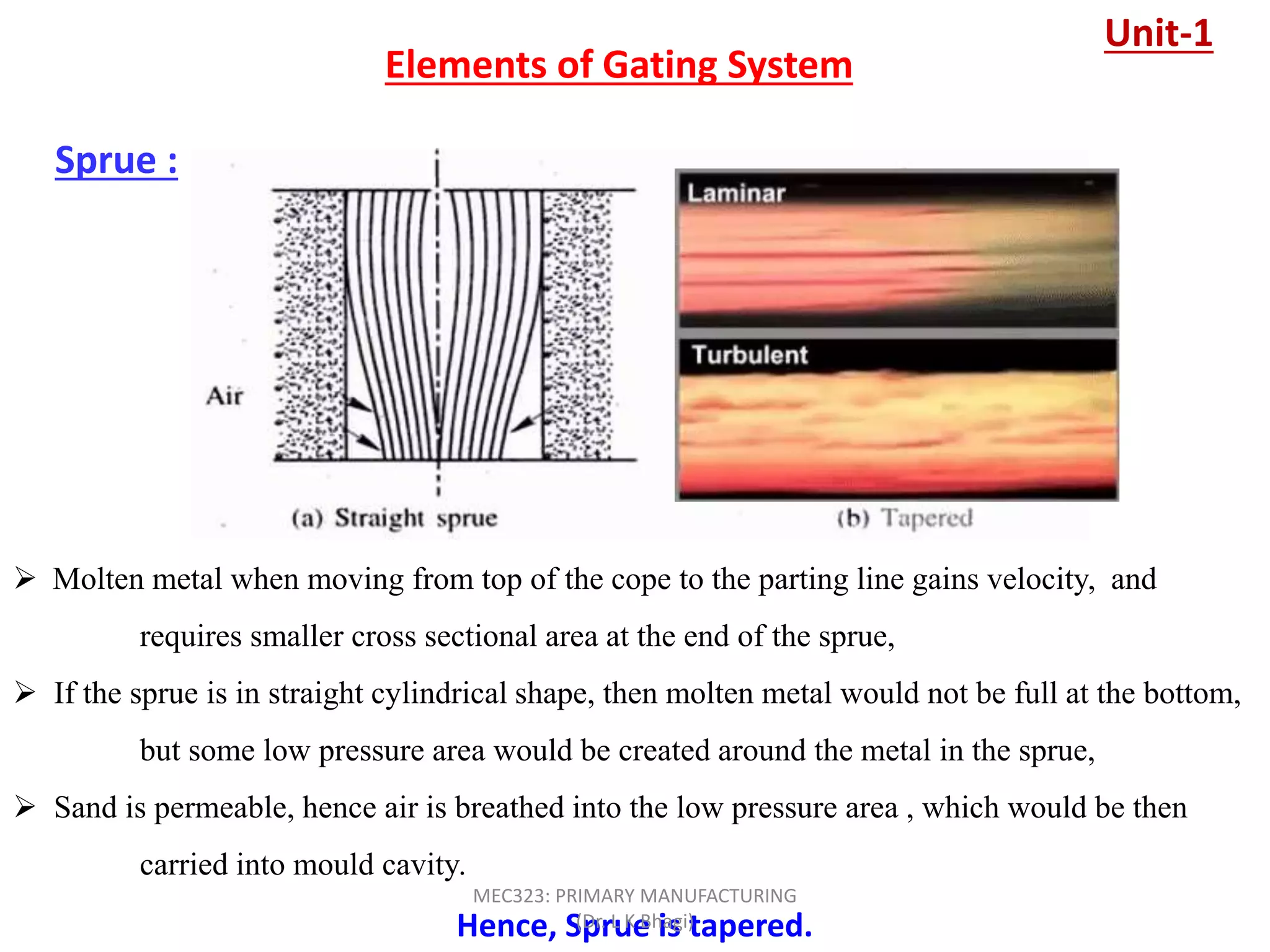
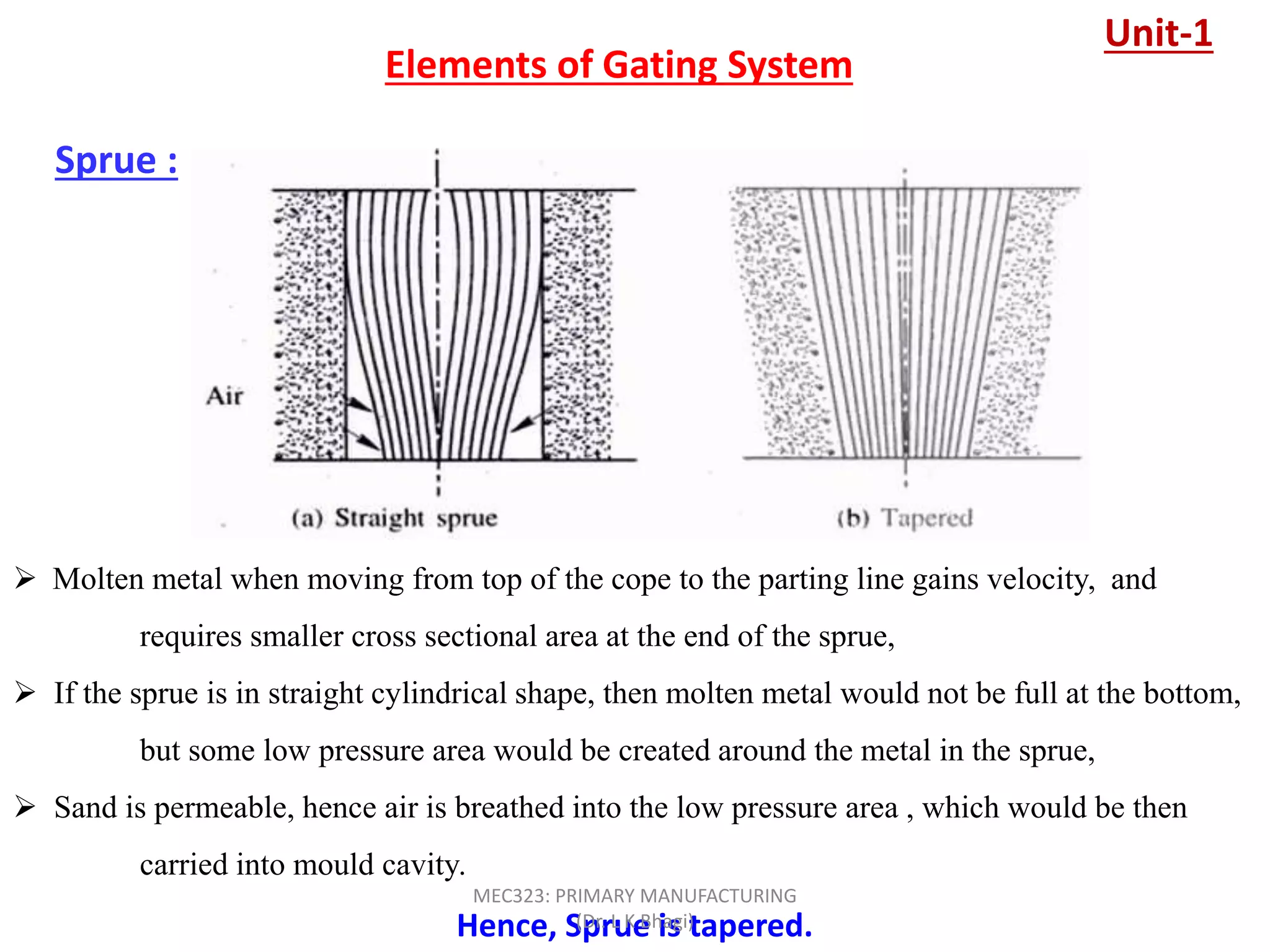
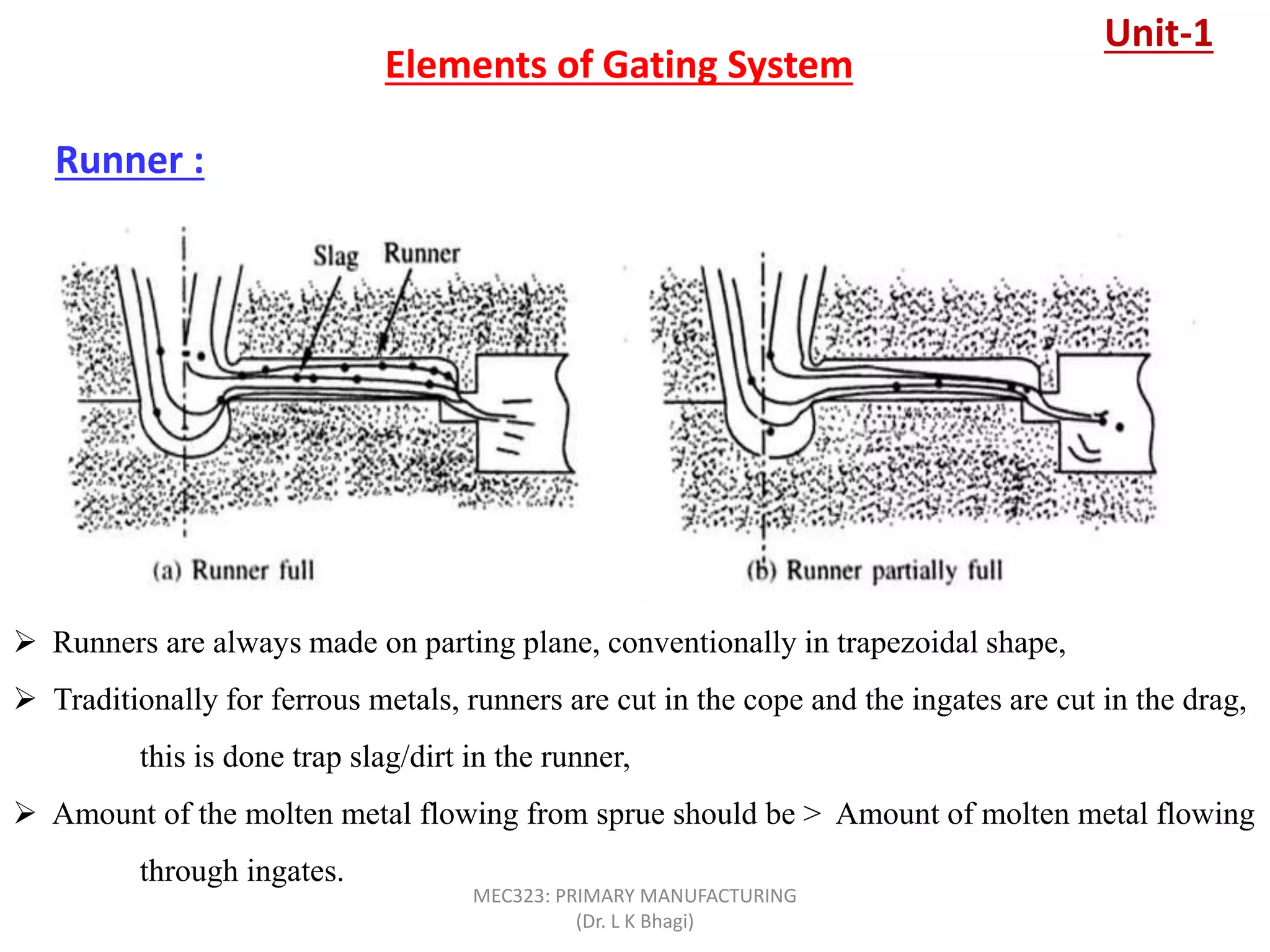
Gating System Design
Formula for calculating pouring time for different materials:
Grey cast iron mass < 450 kg pouring time t = k [1.41 + (T/ 14.59)]√w sec
Grey cast iron mass > 450 kg pouring time t = k [1.236+(T/16.65)] sec
Where K = Fluidity of iron in inches / 40
T = average section thickness in mm,
W = Mass of the casting in Kg .
For Steel castings:
Pouring time t = ( 2.4335- 0.3953 log W) √w sec
Calculate the optimum pouring time for a casting whose mass is
20 Kg and having an average section thickness of 15mm.The
material of the casting are grey cast iron and steel. Take the
fluidity of iron as 28 inches?
Unit-1
MEC323: PRIMARY MANUFACTURING
(Dr. L K Bhagi)](https://image.slidesharecdn.com/unit2metalcastingprocesspart1-191105181601/75/Metal-casting-process-part-1-123-2048.jpg)





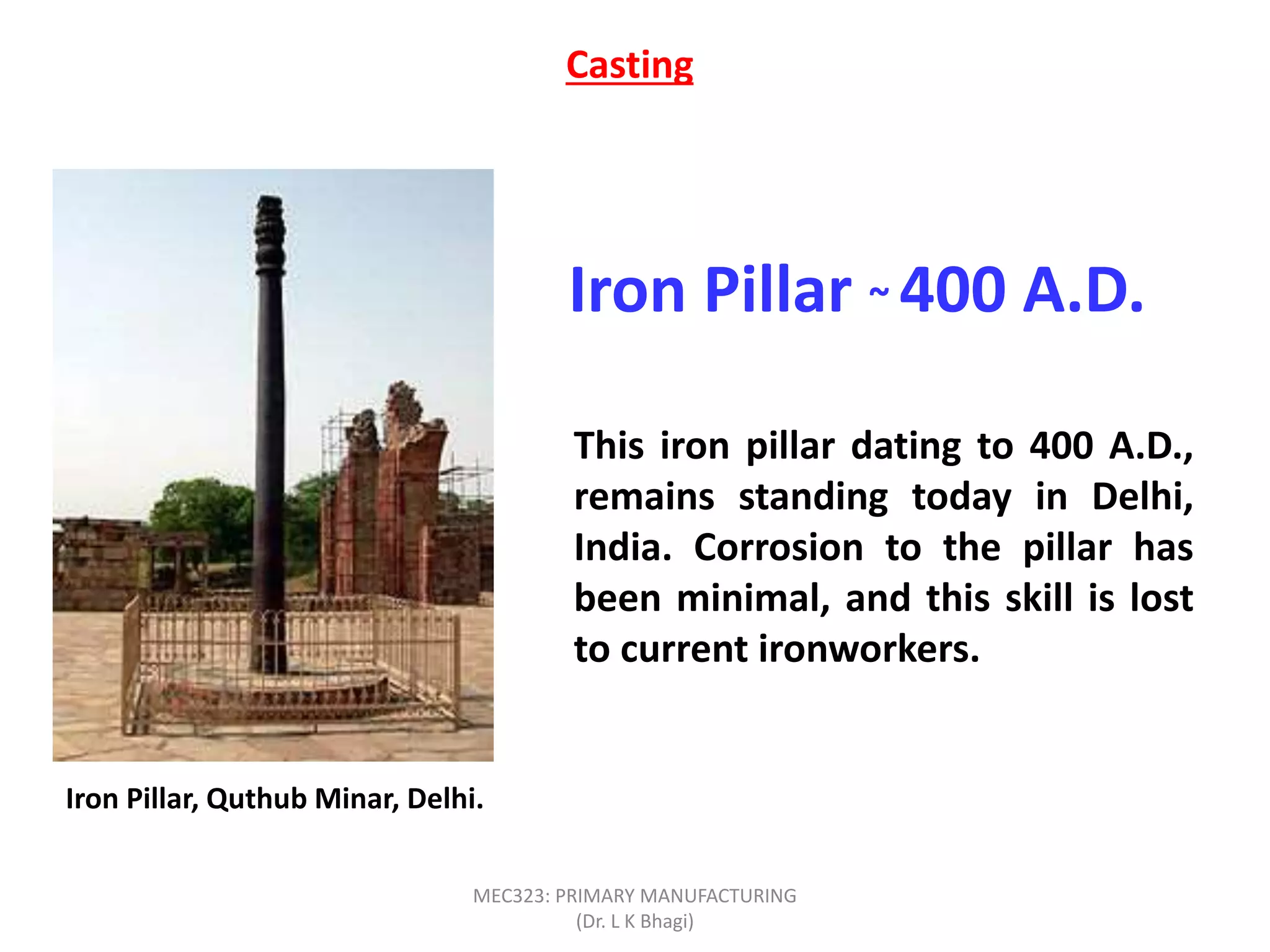
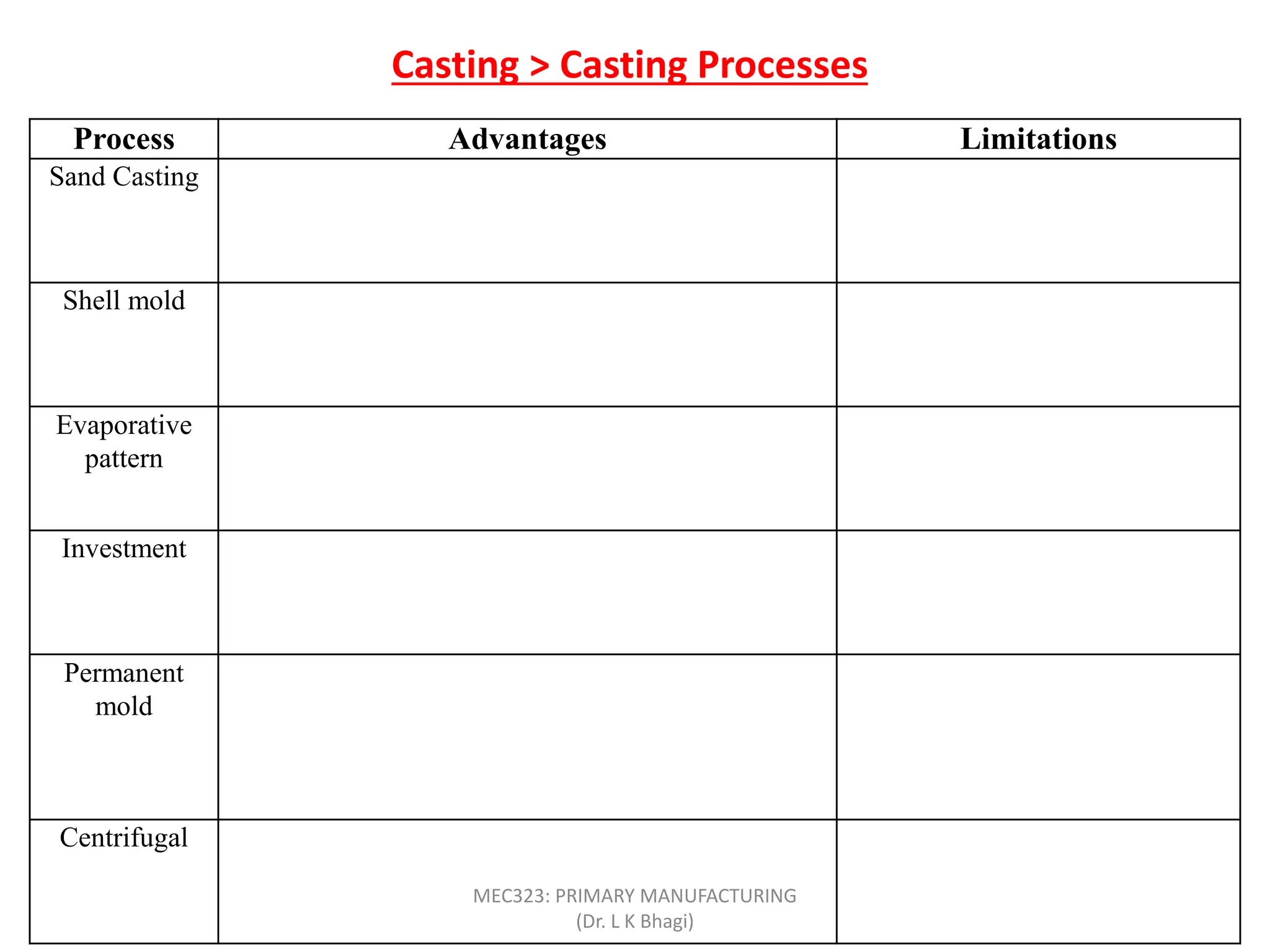
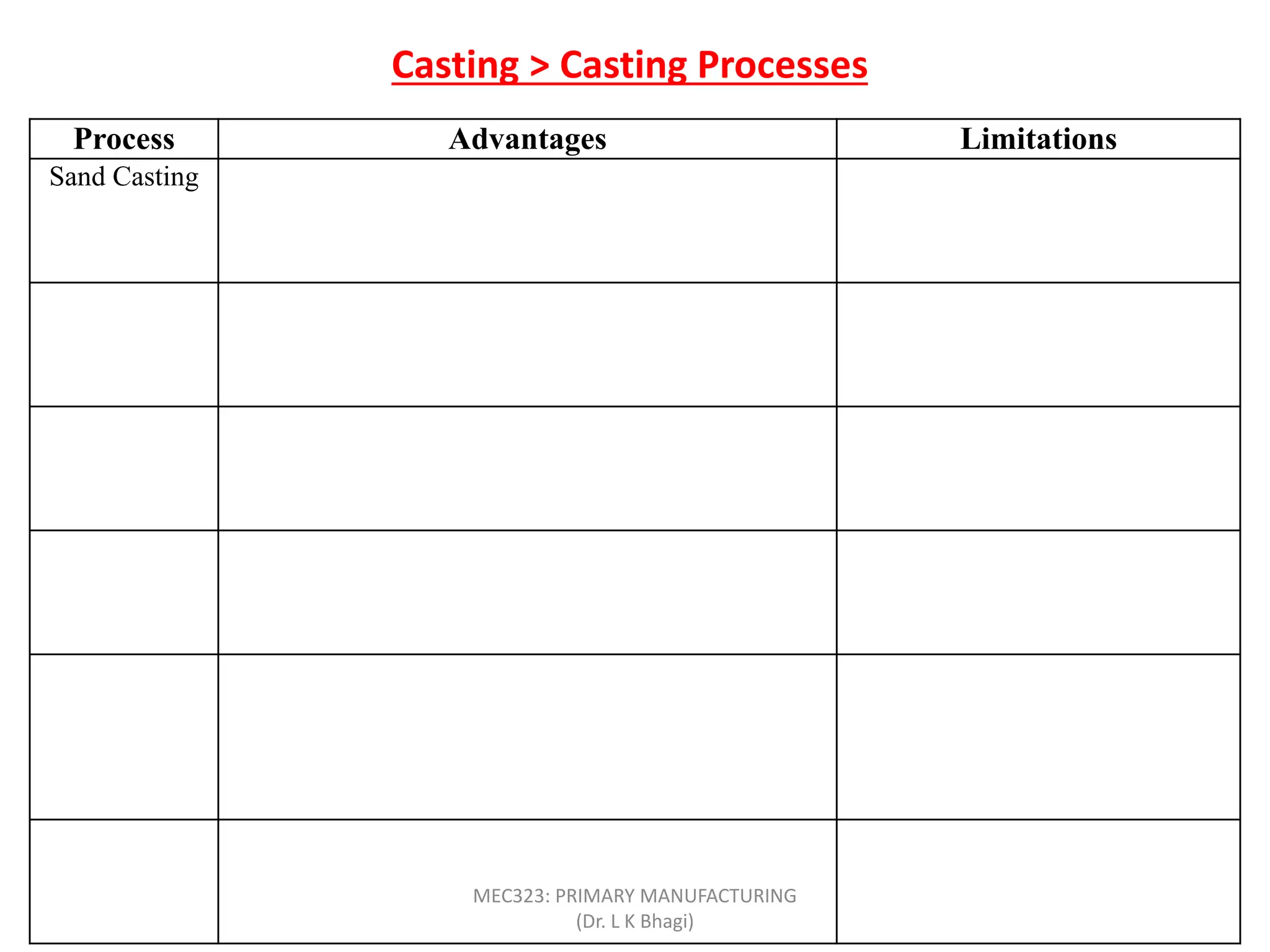
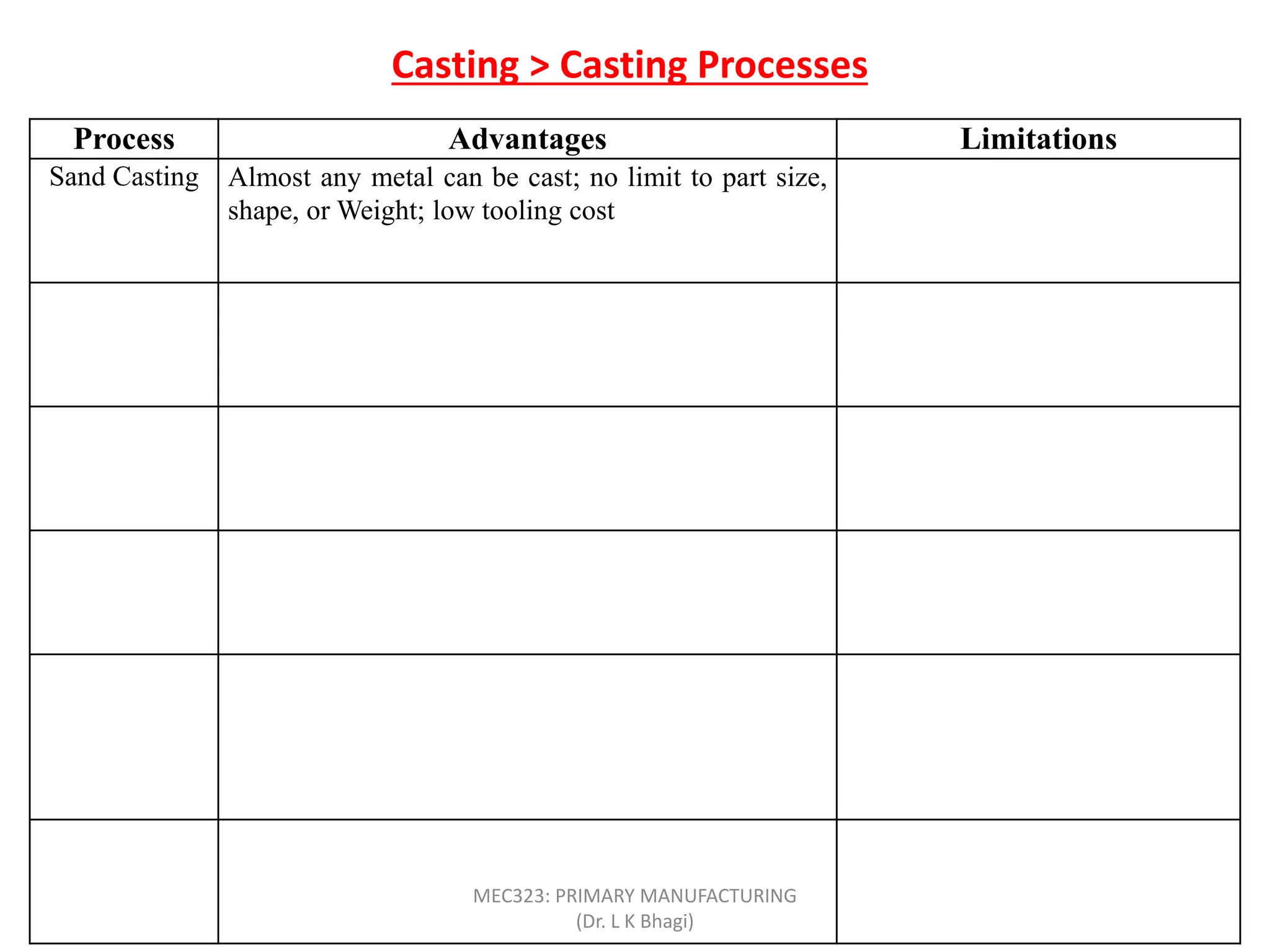
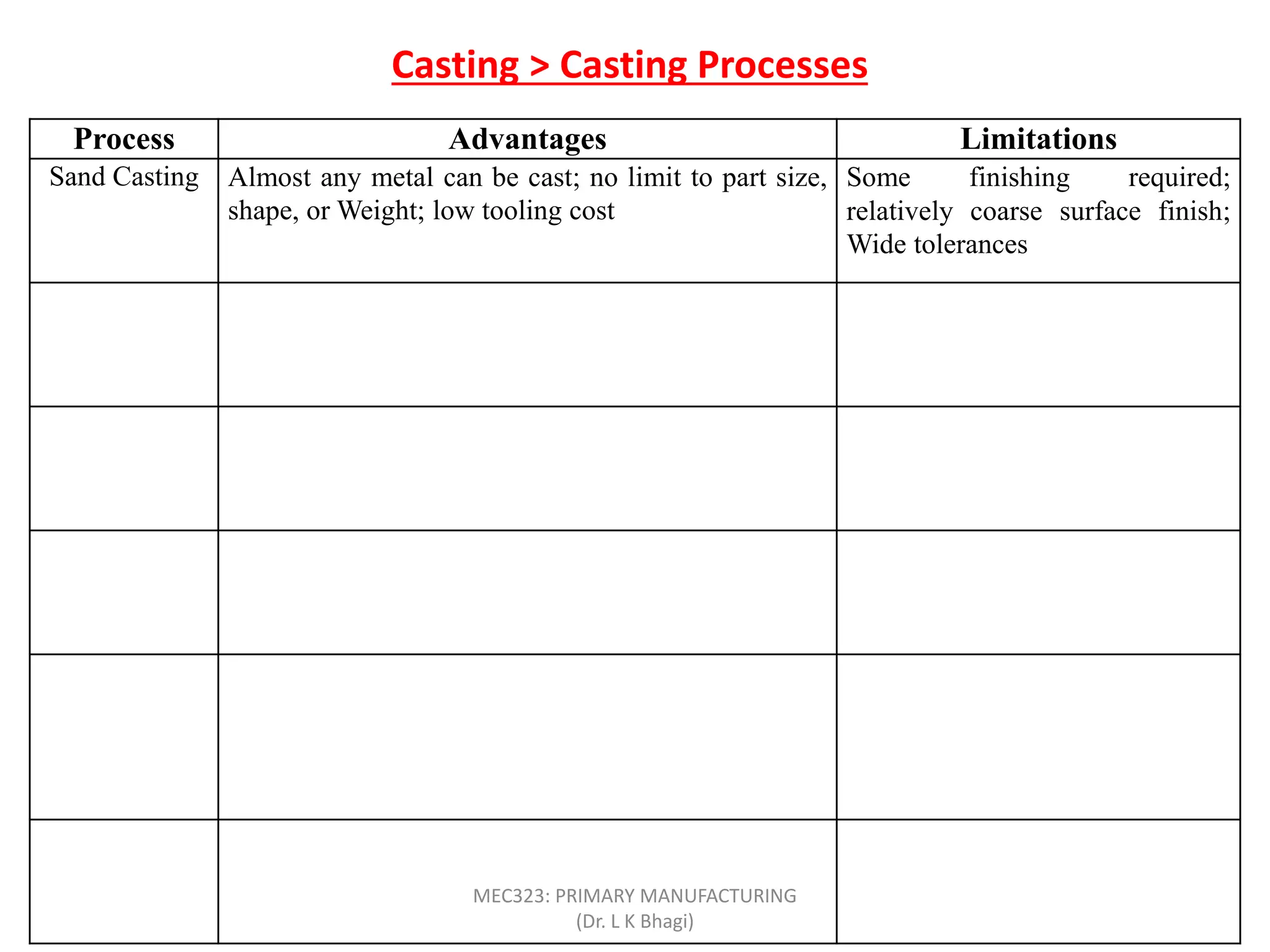
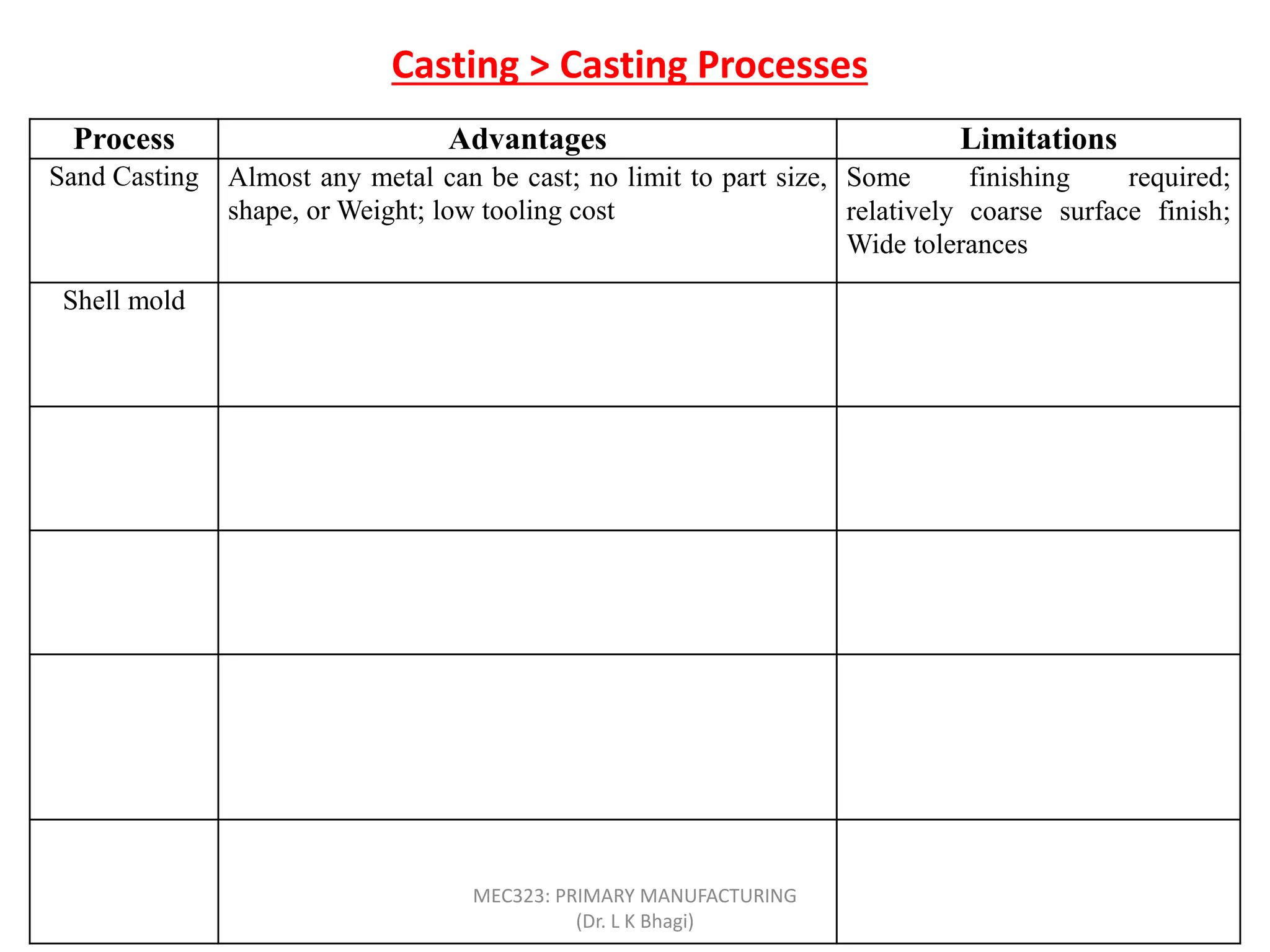
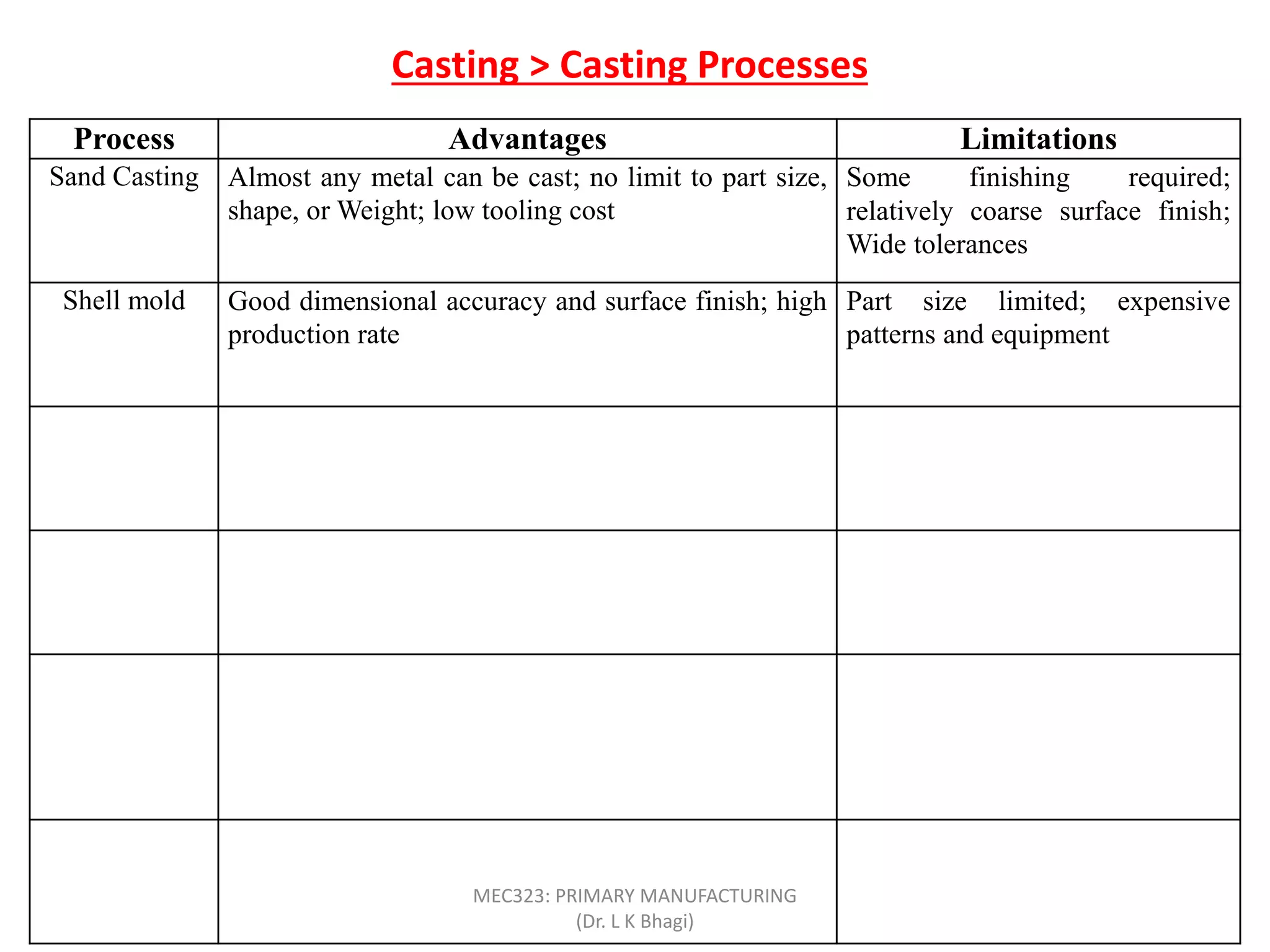
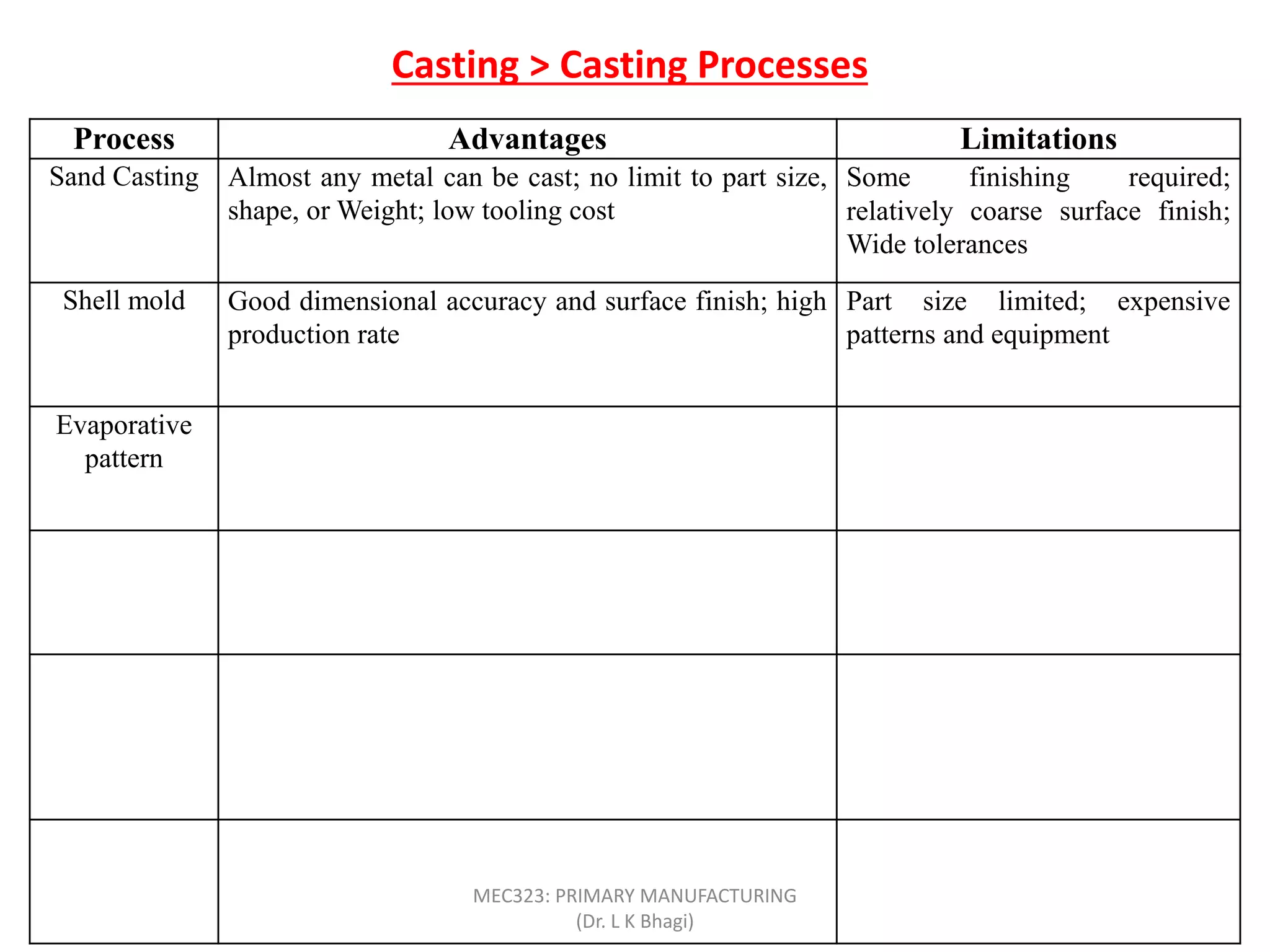
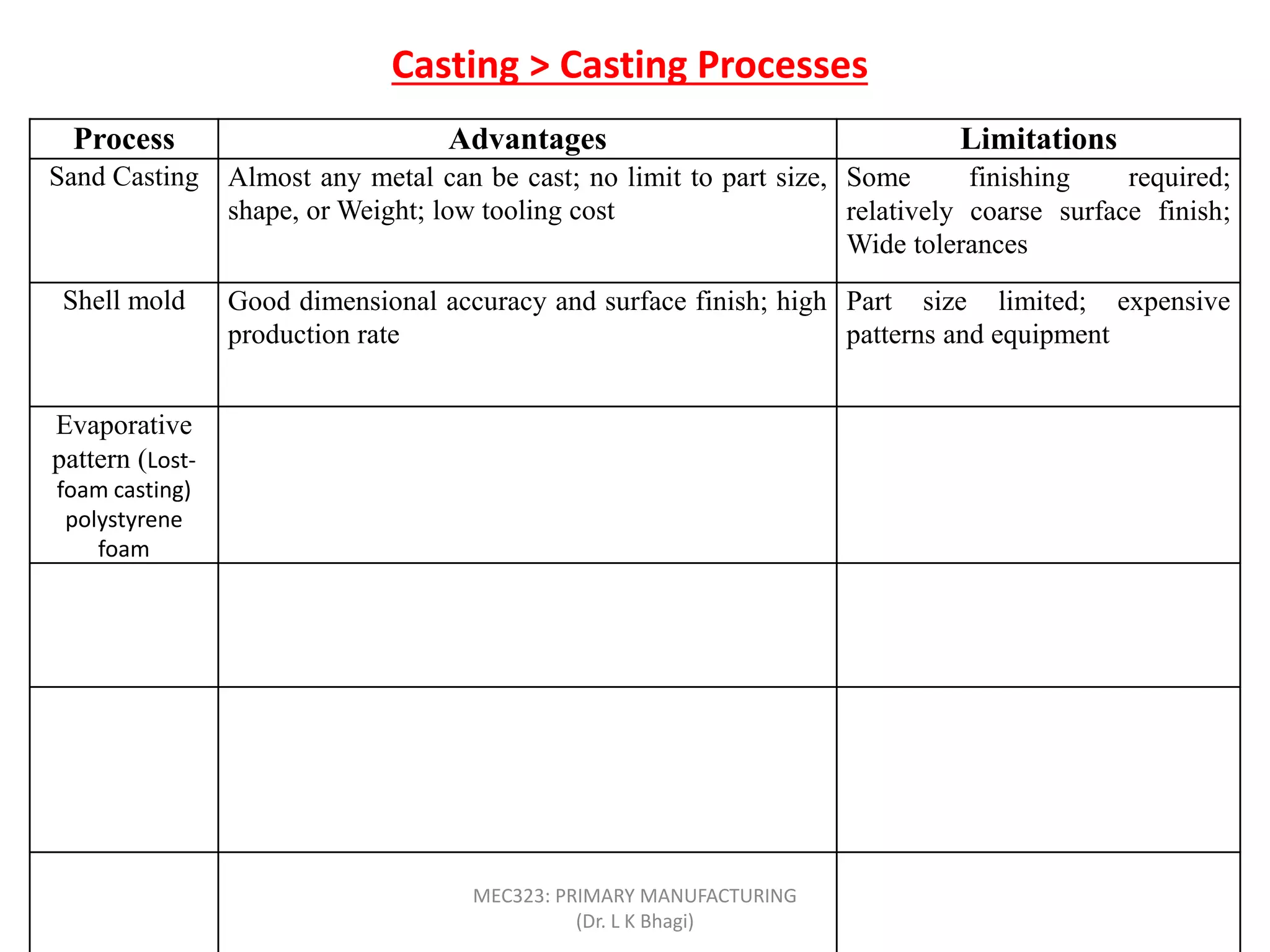
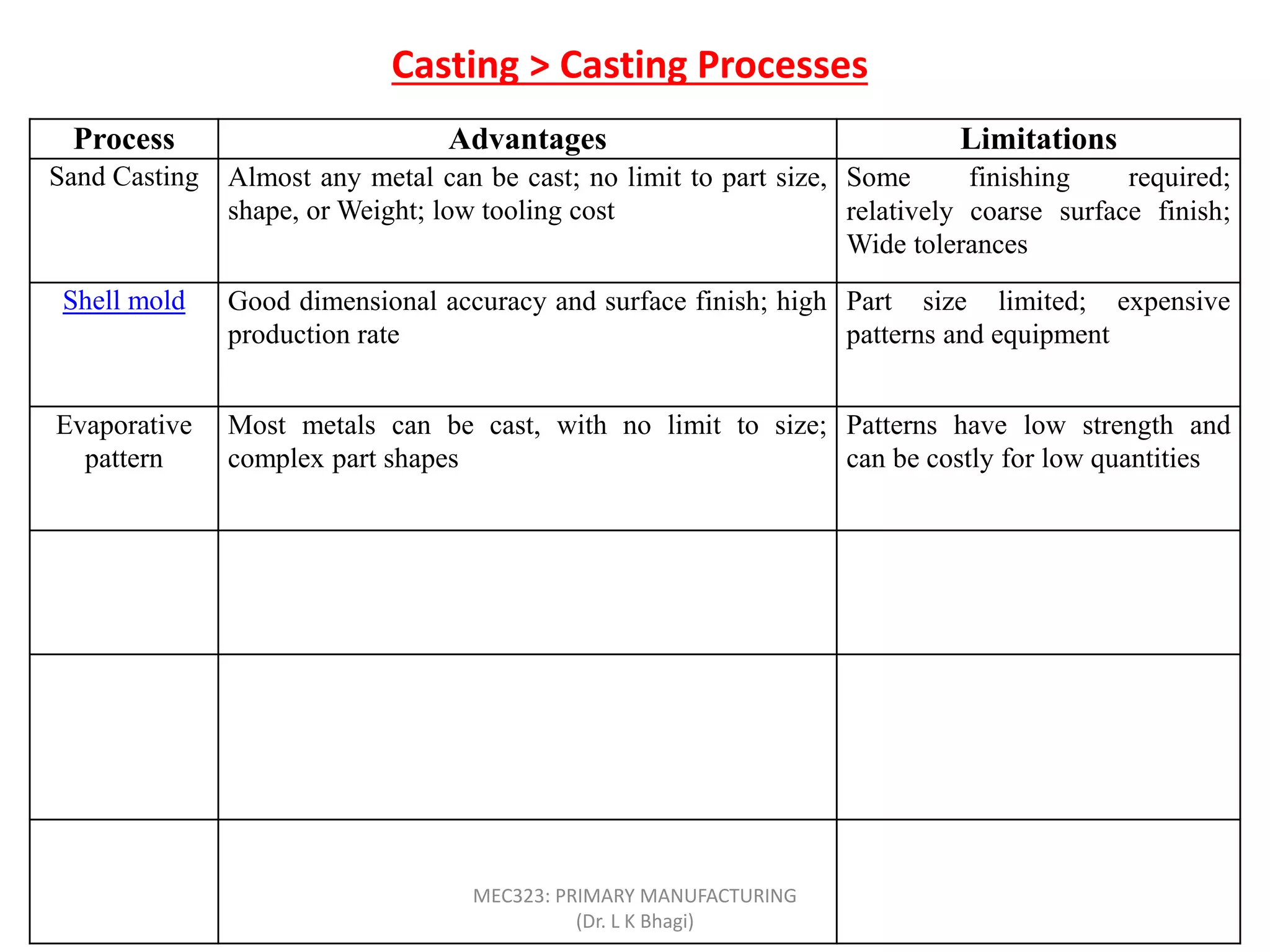
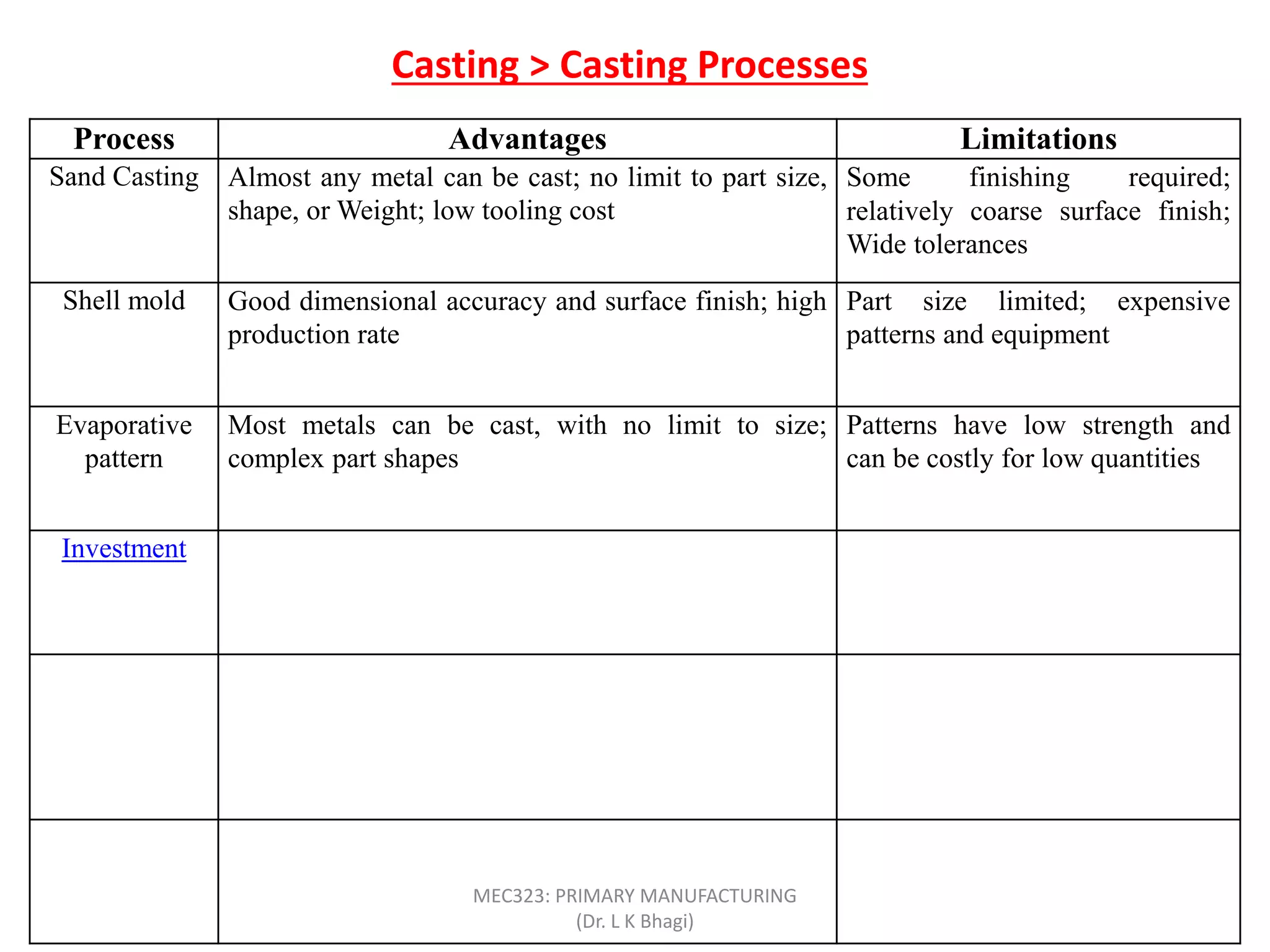
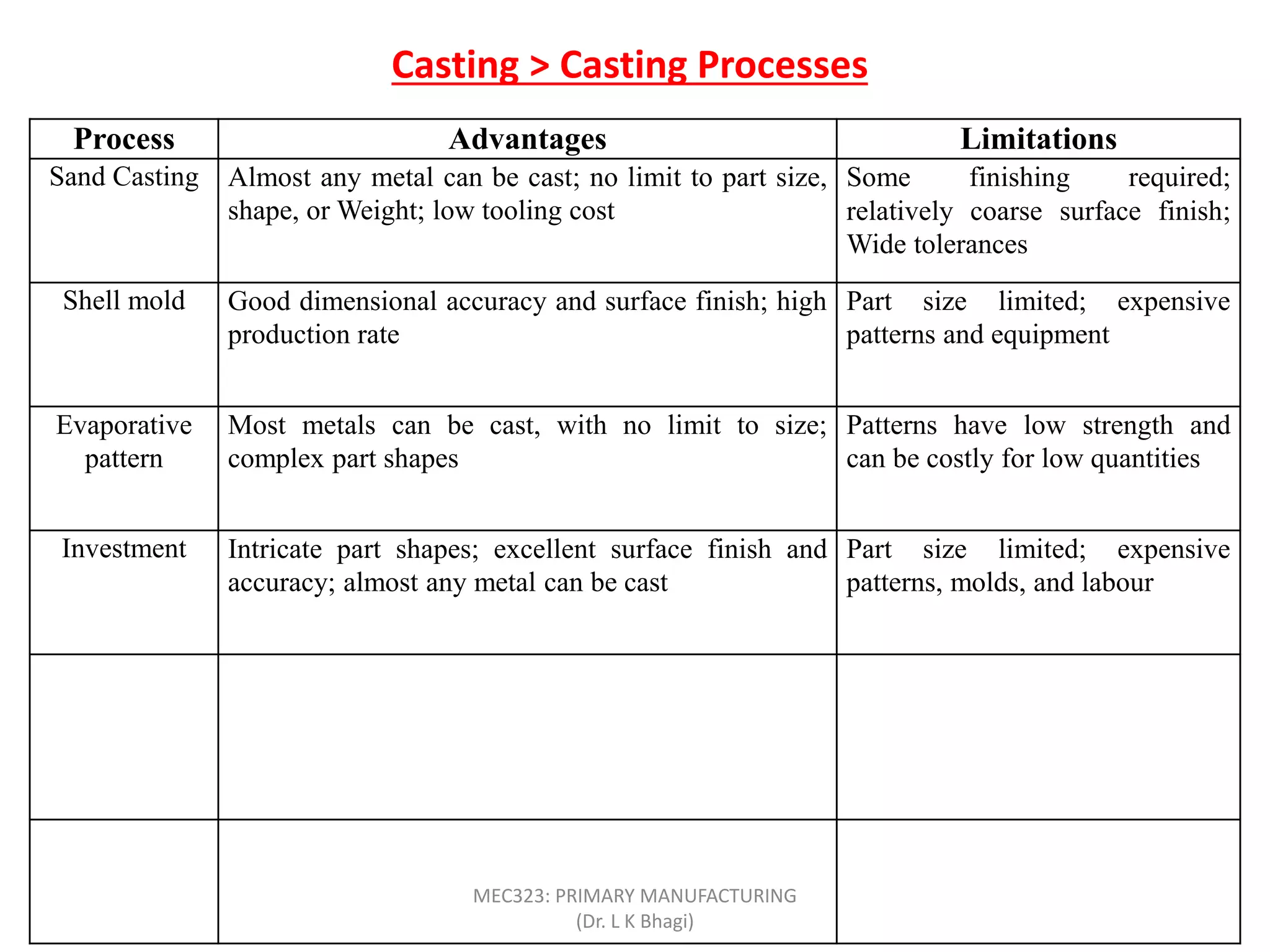
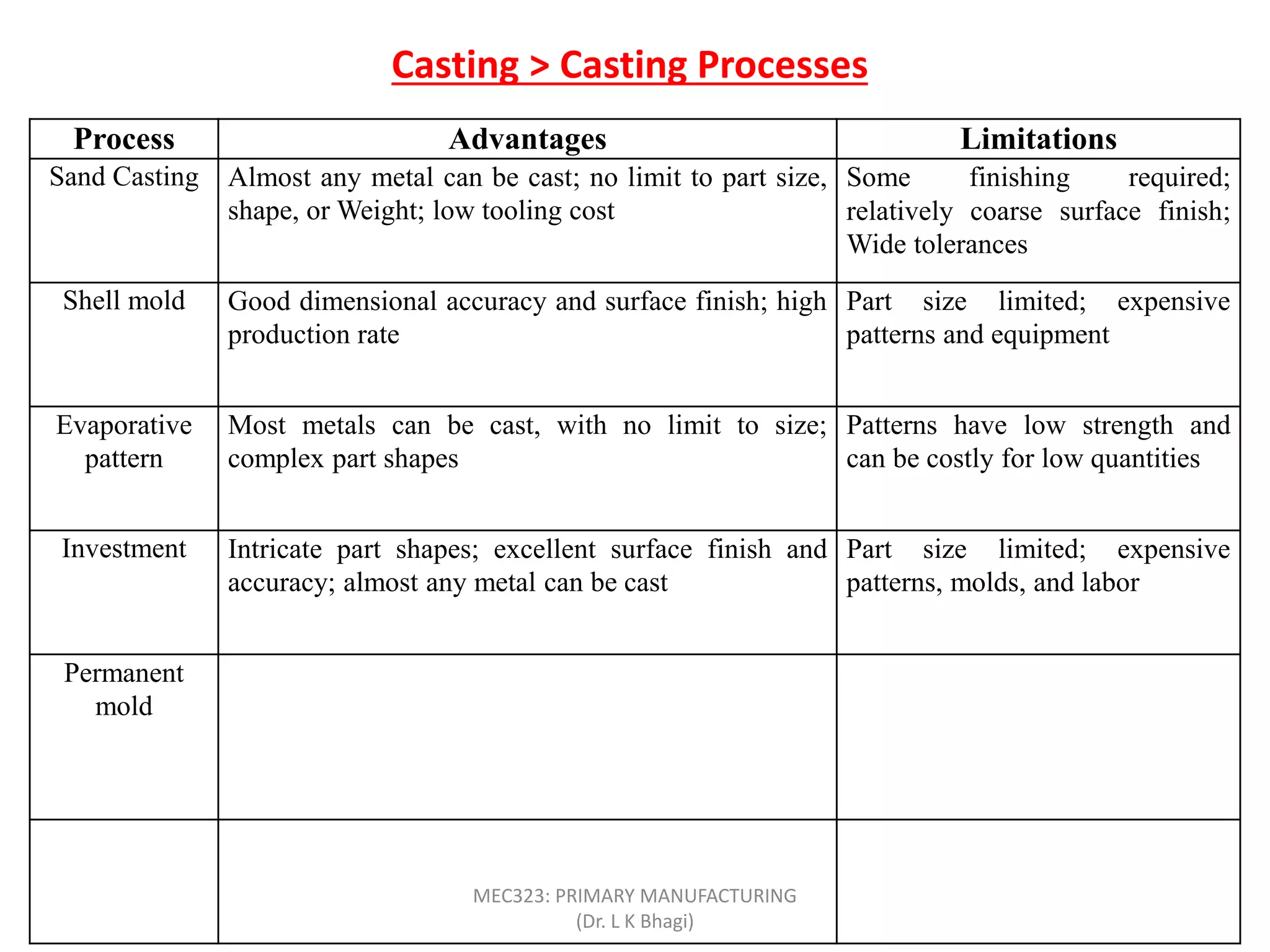
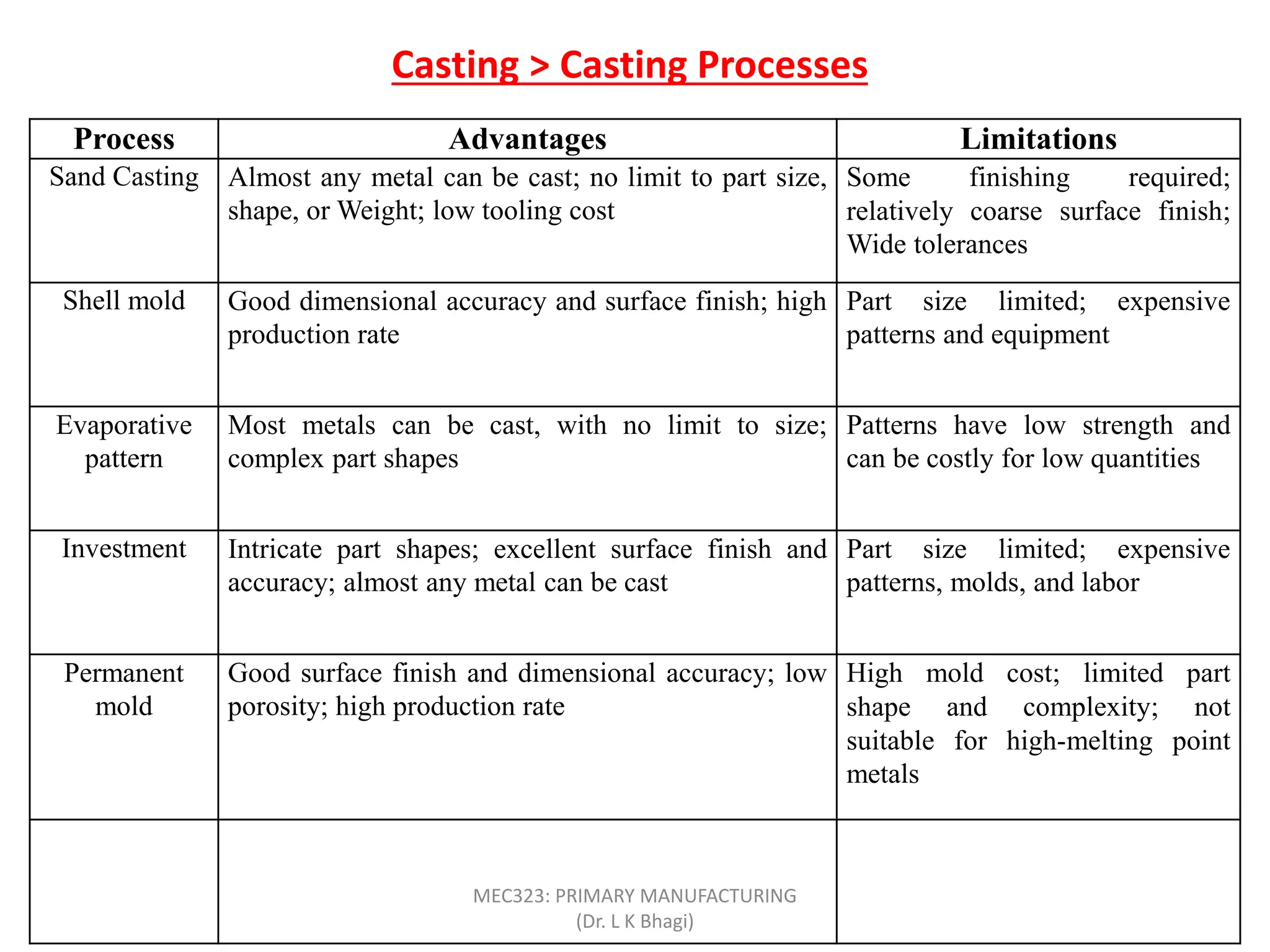
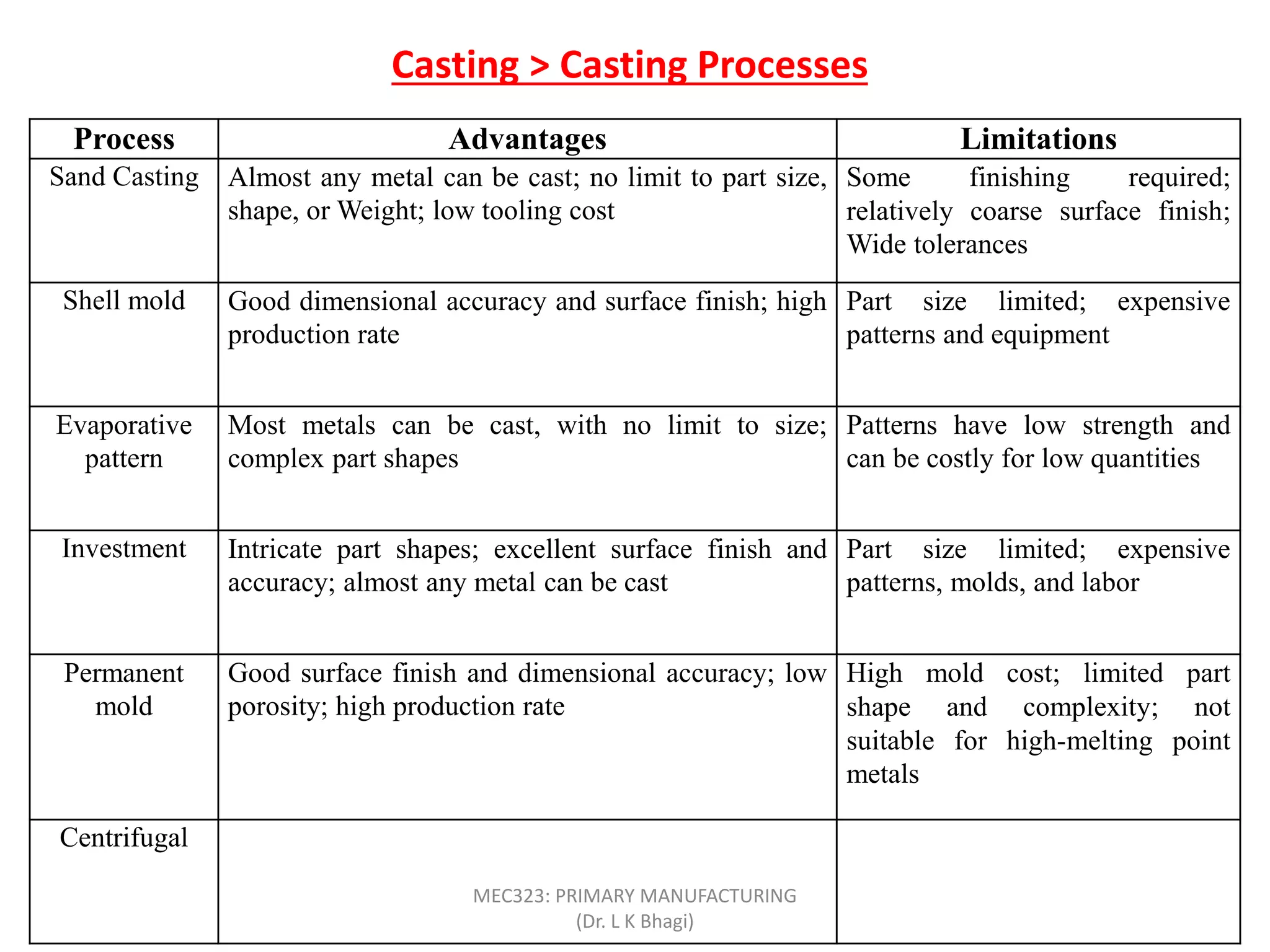
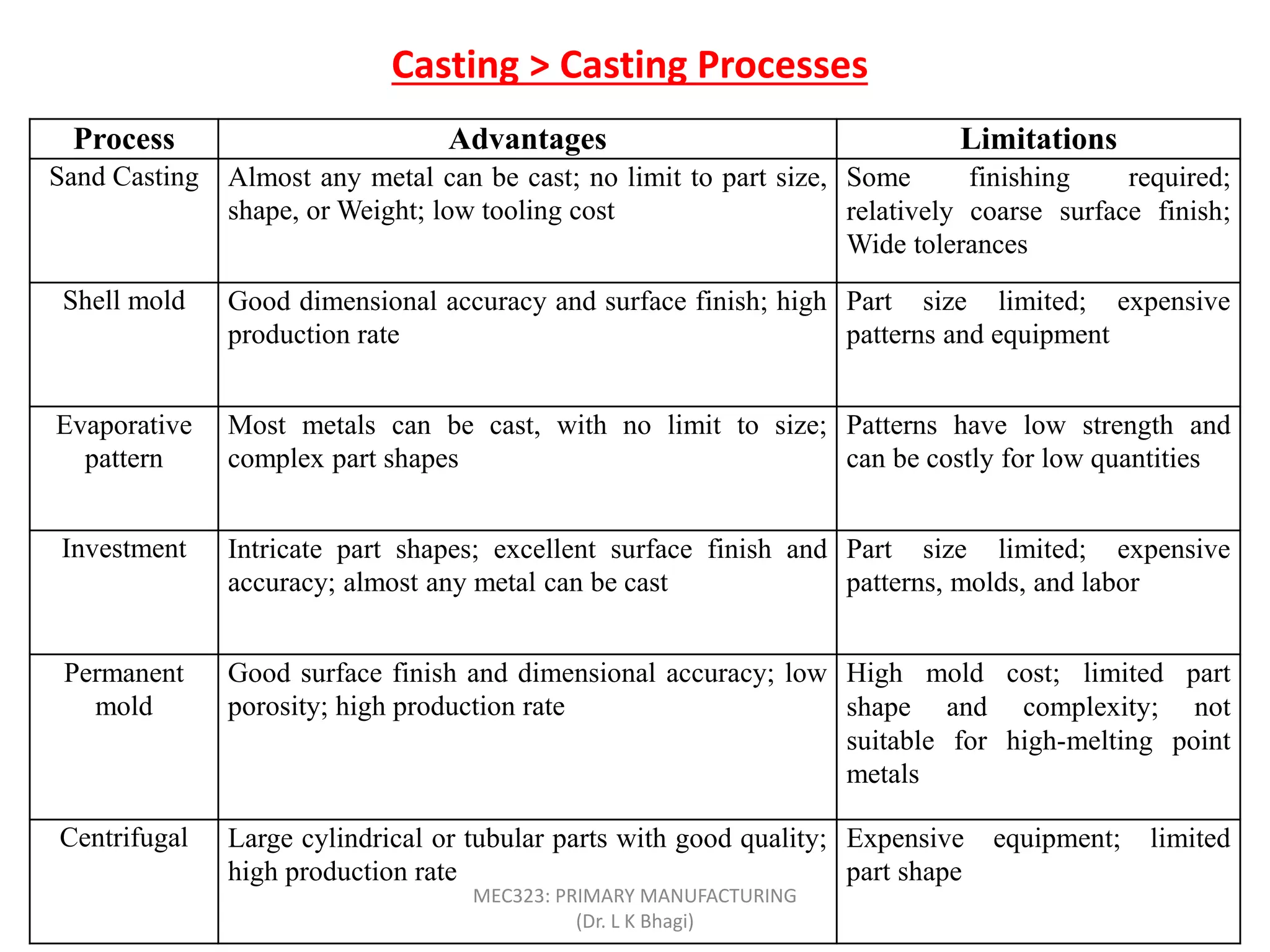
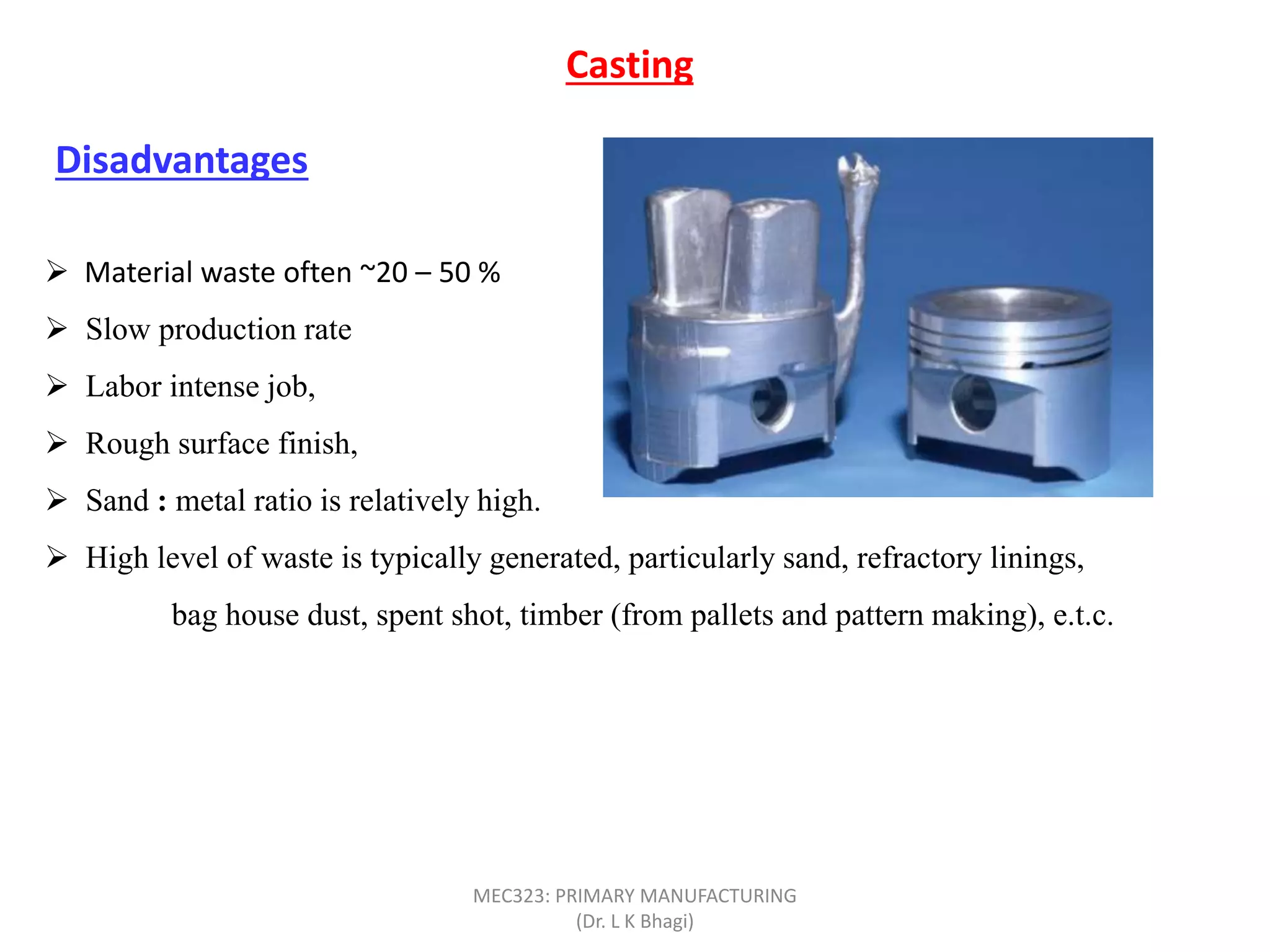
The document provides an overview of casting processes, highlighting its historical significance and classification. It discusses various casting techniques, advantages such as creating complex geometries and large parts, as well as limitations including mechanical properties and surface finish. It concludes with details on specific casting methods and their respective advantages and disadvantages.


















































































