1. Liquid pharmaceuticals encountered in pilot plants can be solutions, suspensions, or emulsions. The pilot plant process aims to facilitate the transition of formulations from the laboratory to full-scale production.
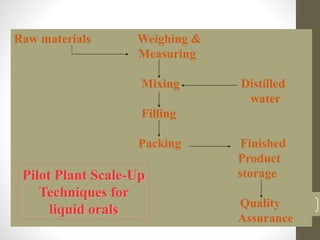
2. Key steps in the pilot plant process for liquid orals include reviewing the formula, evaluating raw materials and equipment, setting production rates, optimizing the manufacturing process, and ensuring compliance with good manufacturing practices.
3. Stability testing of the liquid formulations evaluates physical and chemical stability over time to confirm the appropriate preservation and packaging.