Download to read offline
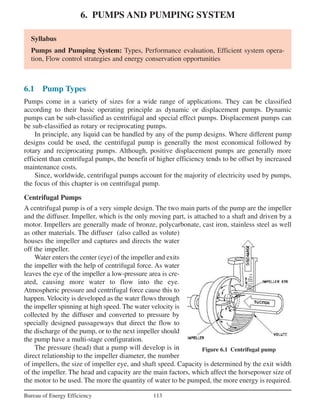






















This document discusses pumps and pumping systems, focusing on centrifugal pumps, their types, and operational principles. It emphasizes the importance of selecting appropriate pumps based on system characteristics to enhance efficiency and reduce energy costs. Additionally, it explores factors affecting pump performance, such as head, flow rate, and the effects of speed and impeller diameter changes.