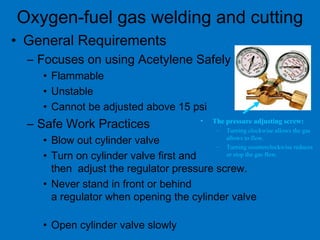
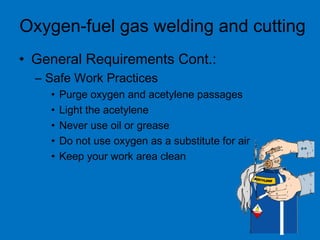
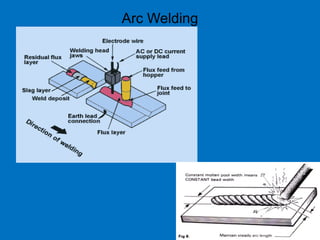
This document provides information about welding processes and safety. It defines welding as a material joining process using heat and/or pressure. It describes different welding processes such as oxy-fuel gas welding, arc welding, and resistance welding. It discusses welding hazards, defects, joint types, and types of welds. The document outlines safety practices for welding, including personal protective equipment and ventilation. It also covers fire prevention and safe operation of welding equipment.