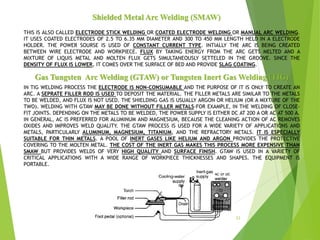
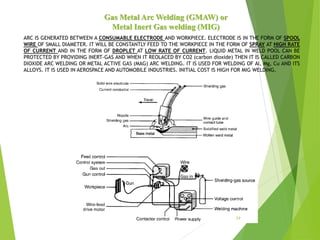
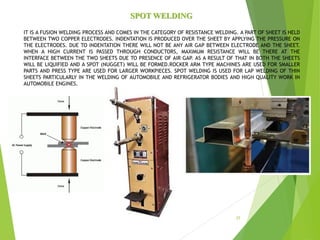
The document provides an extensive overview of welding practices, outlining various methods of joining materials, including mechanical joining, adhesive bonding, and multiple welding techniques such as oxy-fuel and arc welding. It discusses the advantages and disadvantages of welding, the types of equipment used, and the specific processes involved, such as gas tungsten arc and gas metal arc welding. Safety recommendations for gas welding and requirements for preparation, filler metals, and joint design in brazing and soldering are also covered.


![[a] Direct current
straight polarity
(DCSP) or direct
current electrode
negative (DCEN)
[b] Direct current
reverse polarity
(DCRP) or direct
current electrode
positive (DCEP)
[c] Alternative
current (AC)
Electrode is ‘–ve’ and
workpiece is ‘+ve’.
2/3 rd heat on w/p
and 1/3 rd heat on
electrode.
Used for high
thickness w/p and
high melting point
material.
Depth of penetration
is more.
weld deposition rate
and welding speed will
be low.
Electrode is ‘+ve’ and
workpiece is ‘-ve’.
1/3 rd heat on w/p
and 2/3 rd heat on
electrode.
Used for low thickness
w/p and low melting
point material.
Depth of penetration
is less.
weld deposition rate
and welding speed will
be more.
50 % heat on w/p and
50 % heat on
electrode.
Used for medium
thickness w/p and
intrmediate melting
point material.
Depth of penetration
is intermediate.
weld deposition rate
and welding speed will
be intermediate.
The effect of polarity and current type on
weld beads: (a) DC current with straight polarity; (b) DC
current with reverse polarity; (c) AC current.
21](https://image.slidesharecdn.com/welding-200401100655/85/Welding-21-320.jpg)































![Presentation to type of flame. [1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/presentation11-250322170146-3cc7959b-thumbnail.jpg?width=640&height=640&fit=bounds)













































