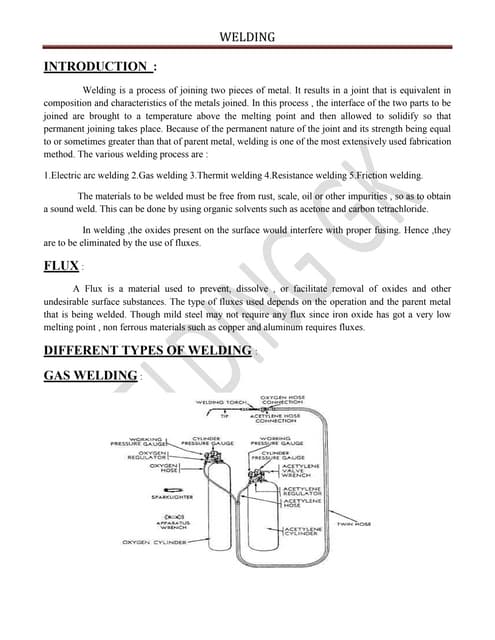
Welding is a method of joining metals through fusion, applicable in various industries such as construction and manufacturing. There are several welding types, with arc welding being common, and safety guidelines are essential to prevent accidents. Various welding joints and techniques, including soldering and brazing, are also outlined, emphasizing the importance of proper equipment and materials.