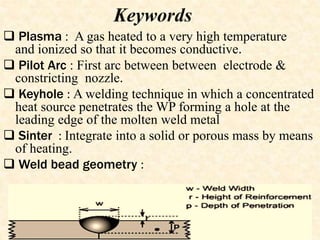
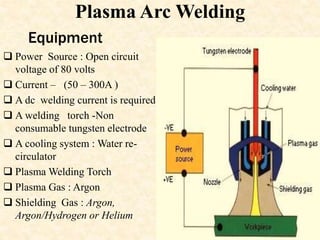

The document provides an in-depth overview of plasma arc welding (PAW), detailing its introduction, equipment, modes of operation, and the effects of various parameters on weld quality. It describes two primary modes (melt-in and keyhole) and outlines the advantages and disadvantages of PAW, such as high-quality welds and greater heat input. Additionally, it highlights applications in small part welding and tool repair, emphasizing PAW's precision and control in various industrial settings.























































































