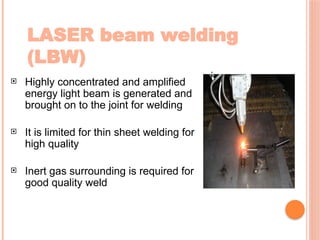
The document provides an extensive overview of welding techniques, defining welding as the coalescence of materials through heat and/or pressure. It discusses various welding methods including fusion, solid-state welding, and different arc welding processes, along with their benefits and drawbacks. It also covers welding metallurgy, design considerations, welding discontinuities, and the factors affecting weld quality.












































































![Types%20of%20 Welding[1]](https://cdn.slidesharecdn.com/ss_thumbnails/types20of20welding1-091203225849-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
































