

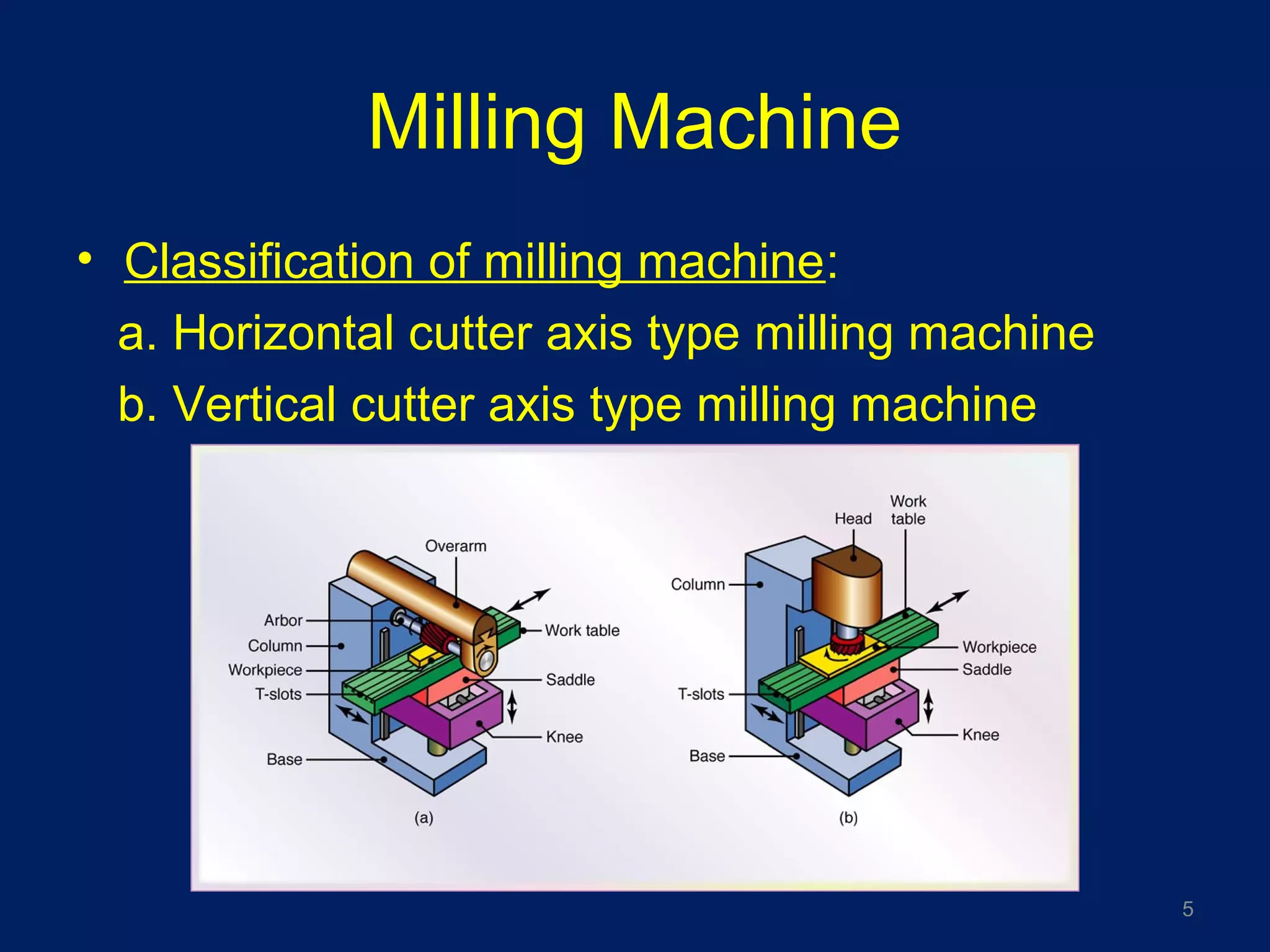

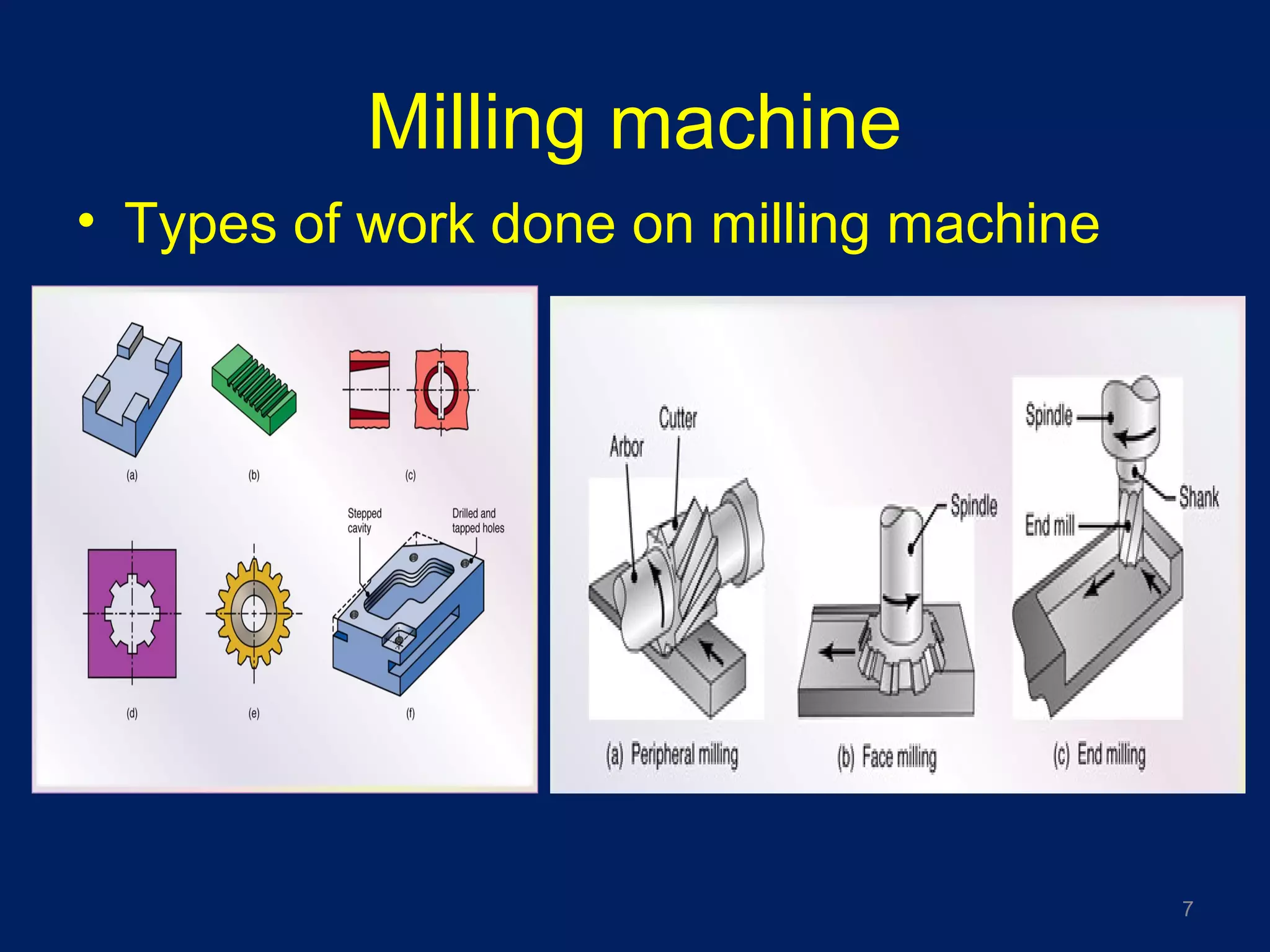

































The document provides a comprehensive overview of milling and gear cutting processes, detailing various milling machines, their operations, and the gear manufacturing methods involved. It covers milling cutter classifications, cutting parameters, and different gear cutting techniques such as hobbing and shaping, along with advantages and limitations of each method. Additionally, it discusses gear finishing processes and the importance of coolant in milling operations.

































































































