
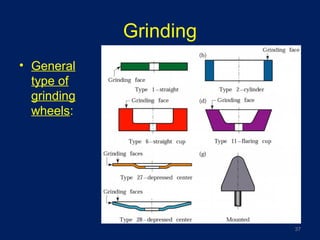



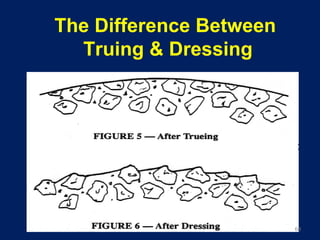
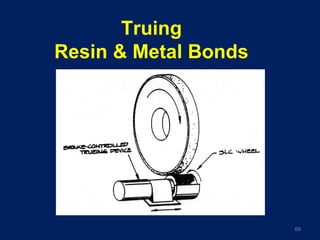
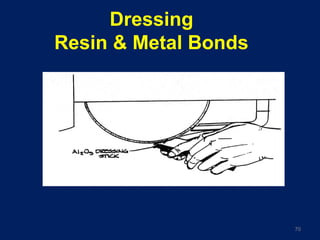
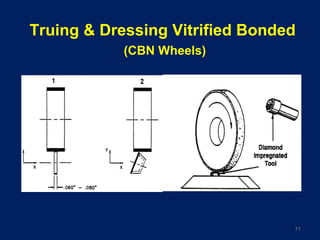

This document provides information about various grinding processes and concepts. It begins by classifying grinding machines and describing different types of surface grinders based on spindle position. It then discusses centerless grinding and cylindrical grinding. The document outlines factors to consider when selecting a grinding wheel, such as abrasive type and grain size. It defines terms like grain, grade, and bond type. Finally, it covers topics like truing, dressing, glazing, and wheel wear.































































































