
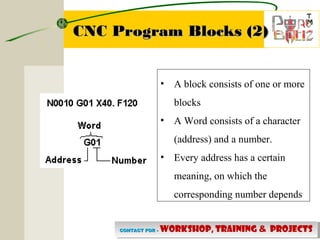
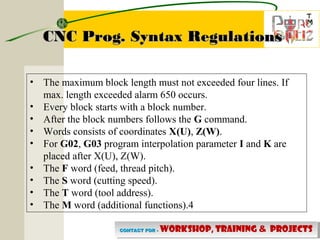
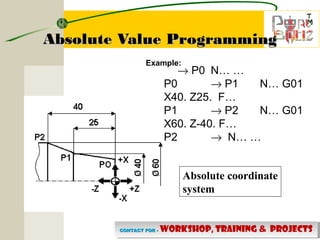
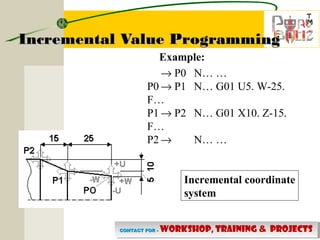
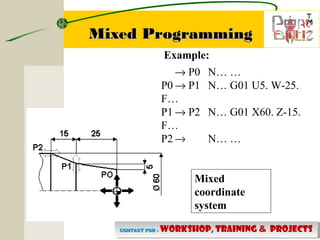


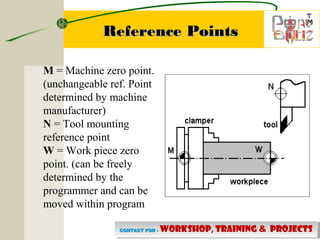

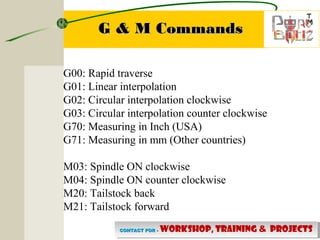
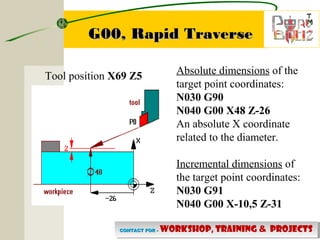
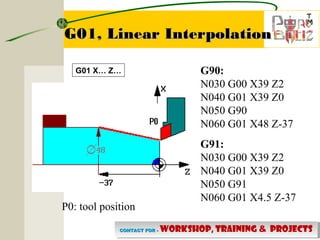
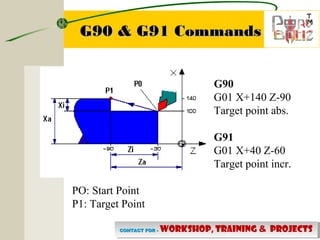



The document provides information about Probotiz Group, including their contact details and services related to CNC programming workshops and training. It outlines the basic structure of CNC programs, including program numbers, blocks, and commands such as G and M commands, along with programming techniques like absolute and incremental programming. Additionally, it mentions self-holding functions and the importance of reference points in programming.