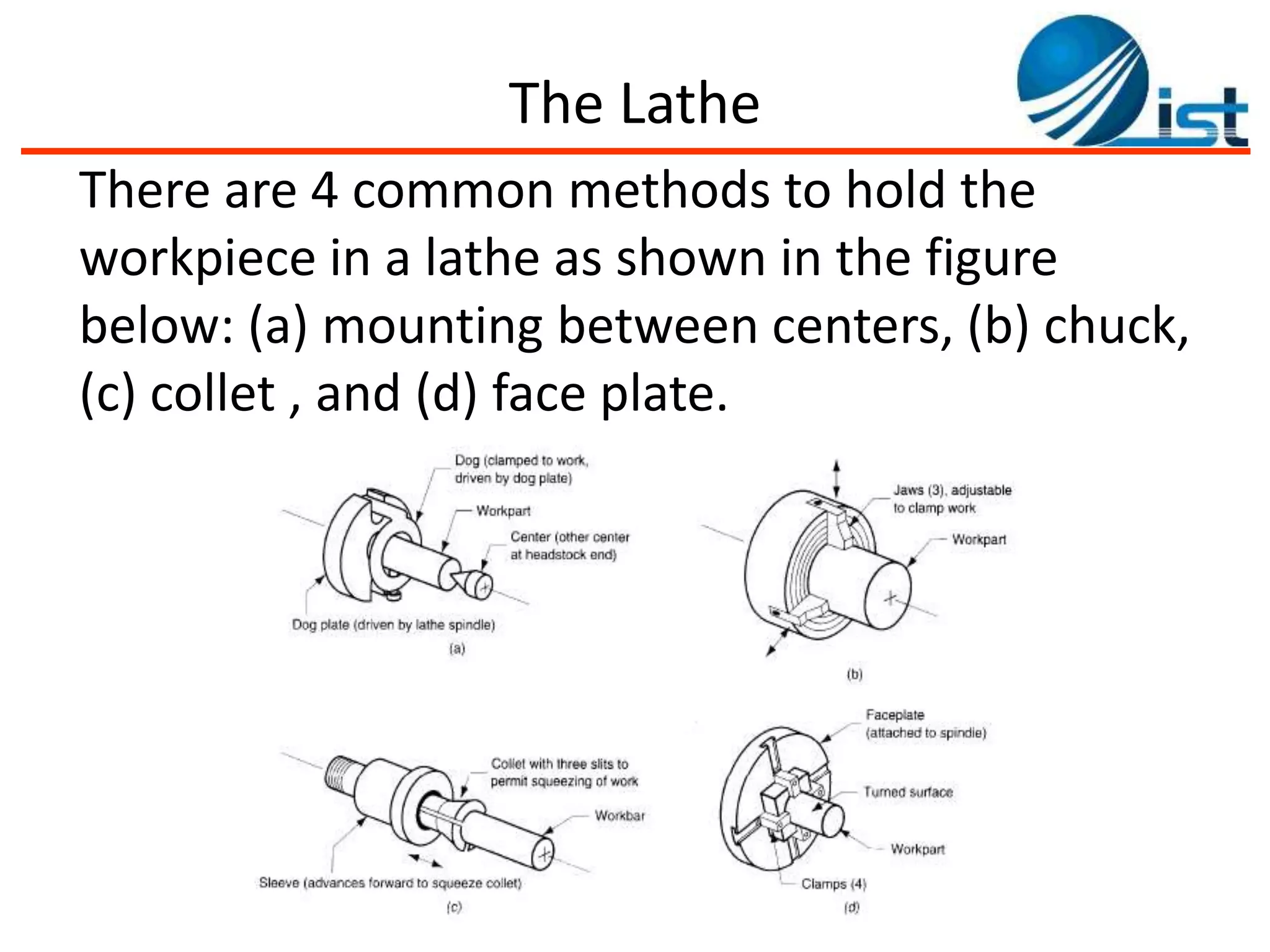
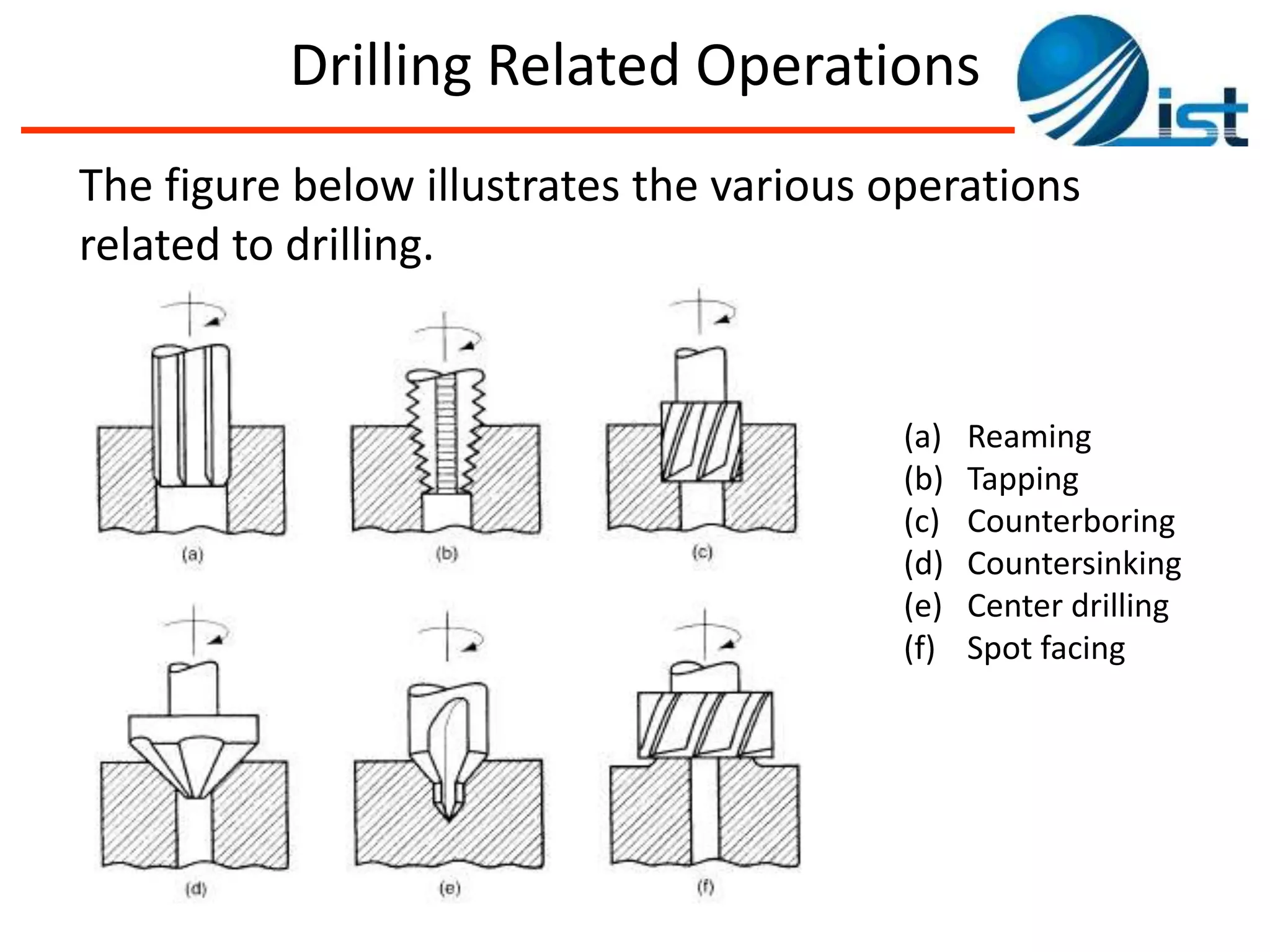
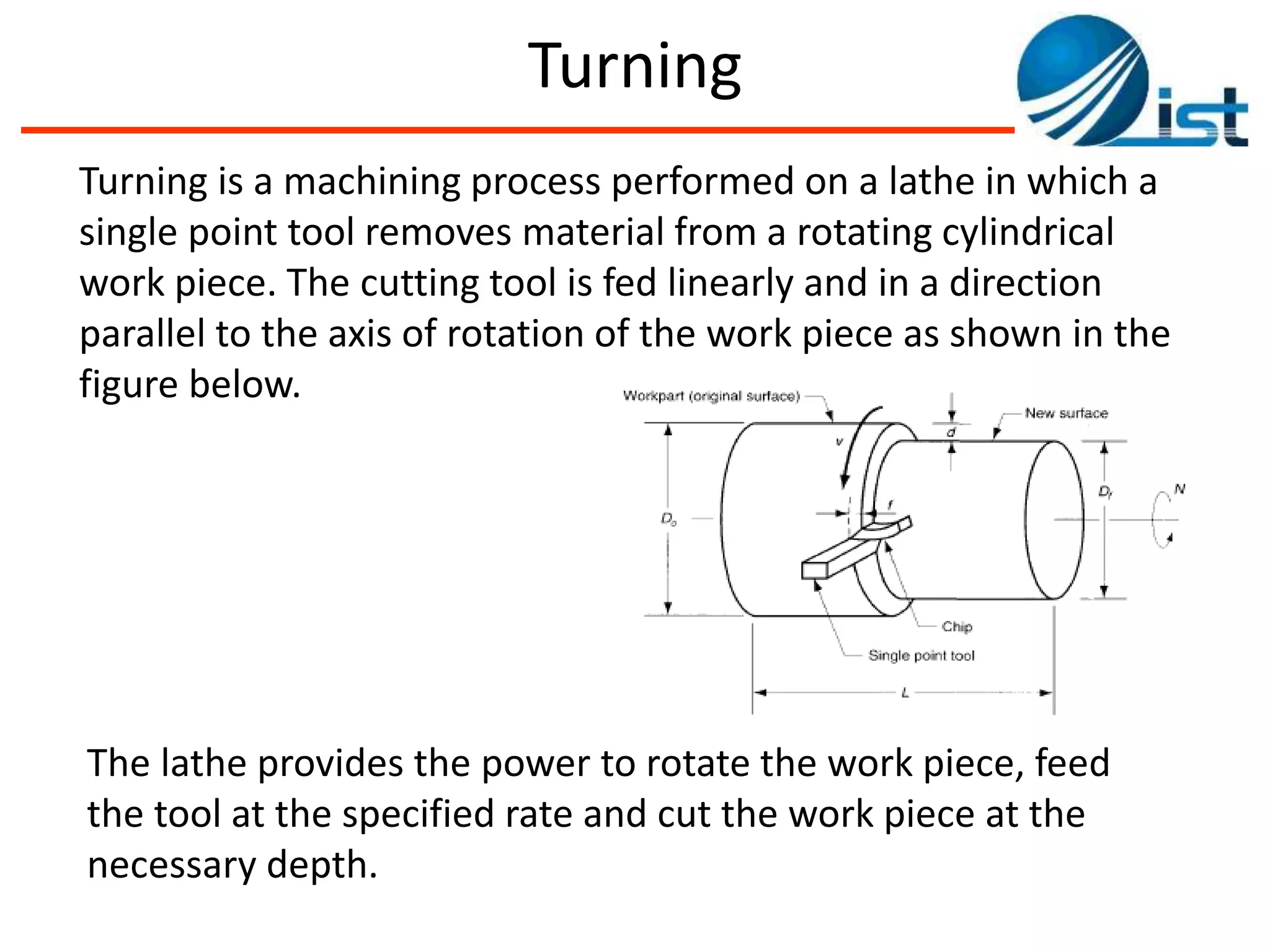
The document discusses various manufacturing processes including lathe, milling, drilling, and turning operations. It provides details on the main components and processes for lathe, milling, and drilling machines. For lathe, it describes the headstock, tailstock, tool post, carriage, and ways. For milling, it covers peripheral, face, up, and down milling. For drilling, it outlines drilling tools, drill presses, and related operations like reaming and tapping. It also includes analysis of machining processes and example problems.