




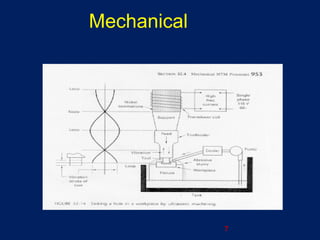

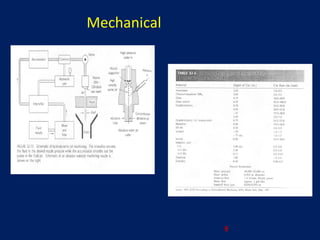













Non-traditional machining processes like EDM, USM, and WEDM are useful for machining hard materials and complex shapes with precision. EDM works by using electrical sparks to erode material from a part placed close to an electrode tool, allowing intricate shapes to be produced. USM uses an abrasive slurry and vibrating tool to cut materials. WEDM is similar to EDM but uses a continuously moving wire as the electrode. These non-traditional processes are more precise than traditional machines and can machine tough materials that would be difficult to cut otherwise.















































































