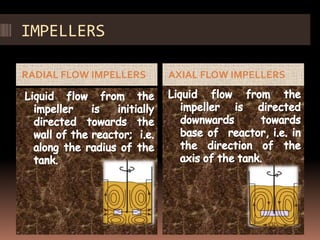
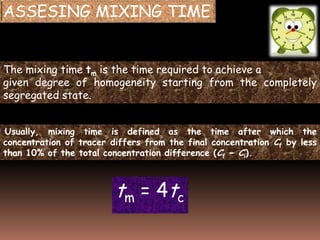
Mixing is defined as reducing inhomogeneity to achieve a desired process result, where the inhomogeneity can be of concentration, phase, or temperature. Agitation accomplishes mixing of phases and enhances mass and heat transfer between phases and external surfaces. Basic design factors for mixing include impellers, vessel dimensions, impeller placement, and operating parameters like speed. Mixing occurs through distribution, which transports materials throughout the vessel via bulk currents, and dispersion, which facilitates rapid transfer through the creation of eddies down to the Kolmogorov scale of mixing. The mixing time is considered the time for the concentration to differ from the final concentration by less than 10% after initial segregation.


















































![[Power Point] Mixing - Pharmaceutical Engineering](https://cdn.slidesharecdn.com/ss_thumbnails/forslideshare-151107043333-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)










![[Paperwork] Mixing - Pharmaceutical Engineering](https://cdn.slidesharecdn.com/ss_thumbnails/papermixingcomplete-151107042824-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)






































