The presentation covered various topics related to solid-liquid mixing including:
- The definitions and goals of mixing to reduce non-uniformities and obtain a uniform mixture.
- The different types of mixing like solid-solid, liquid-liquid, and solid-liquid mixing.
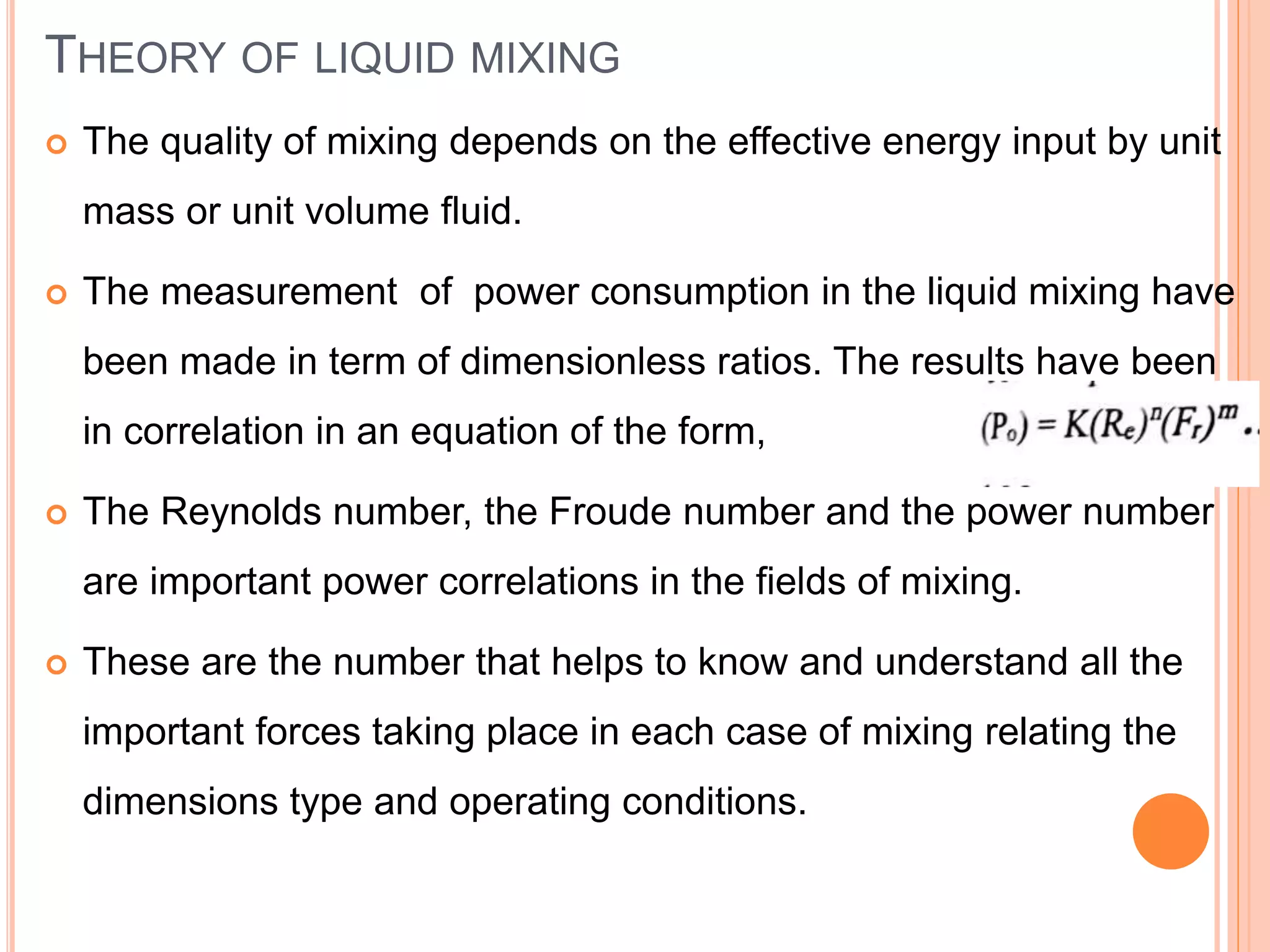
- Factors that influence mixing like particle size and shape, moisture content, and mixer efficiency.
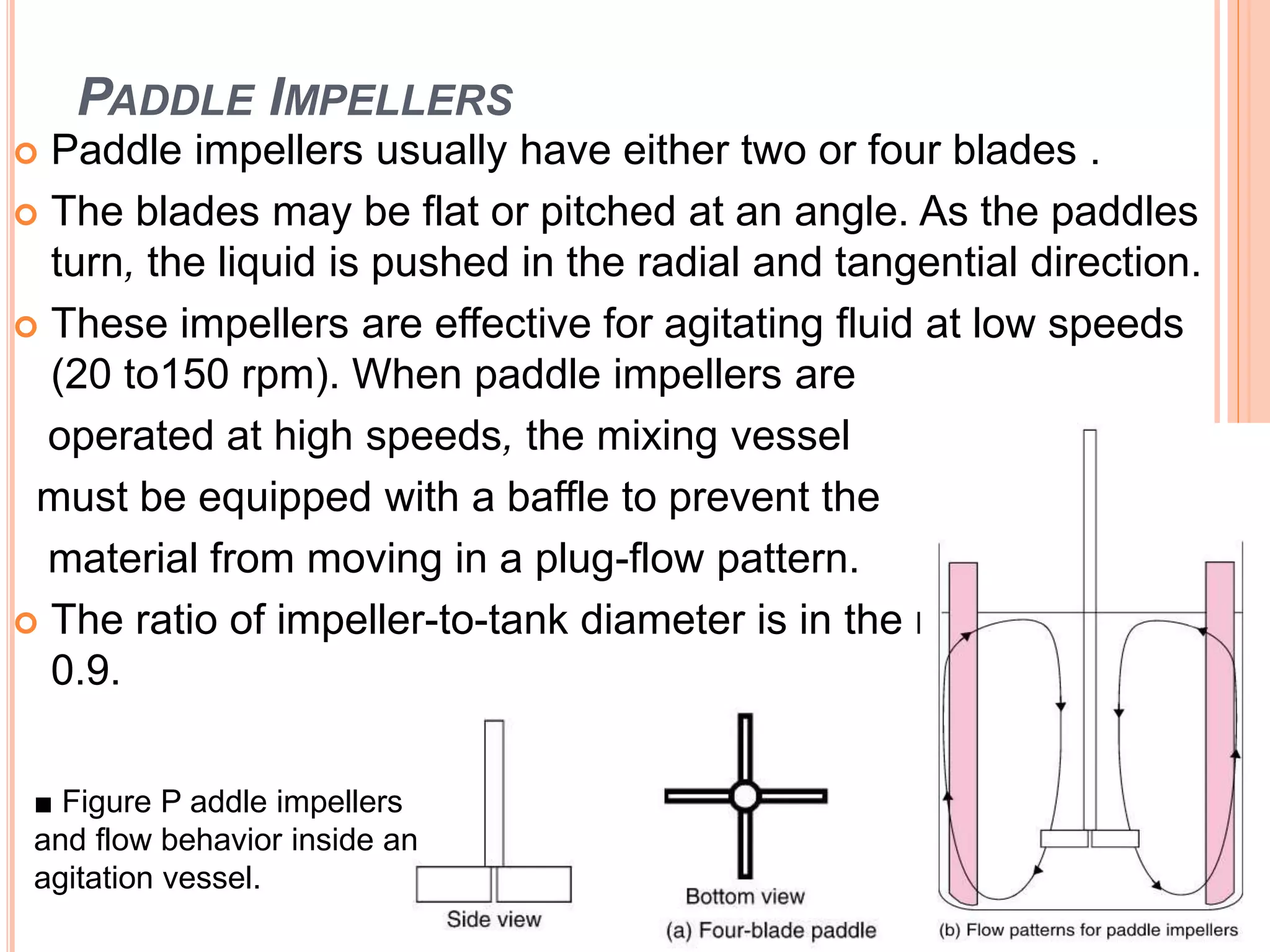
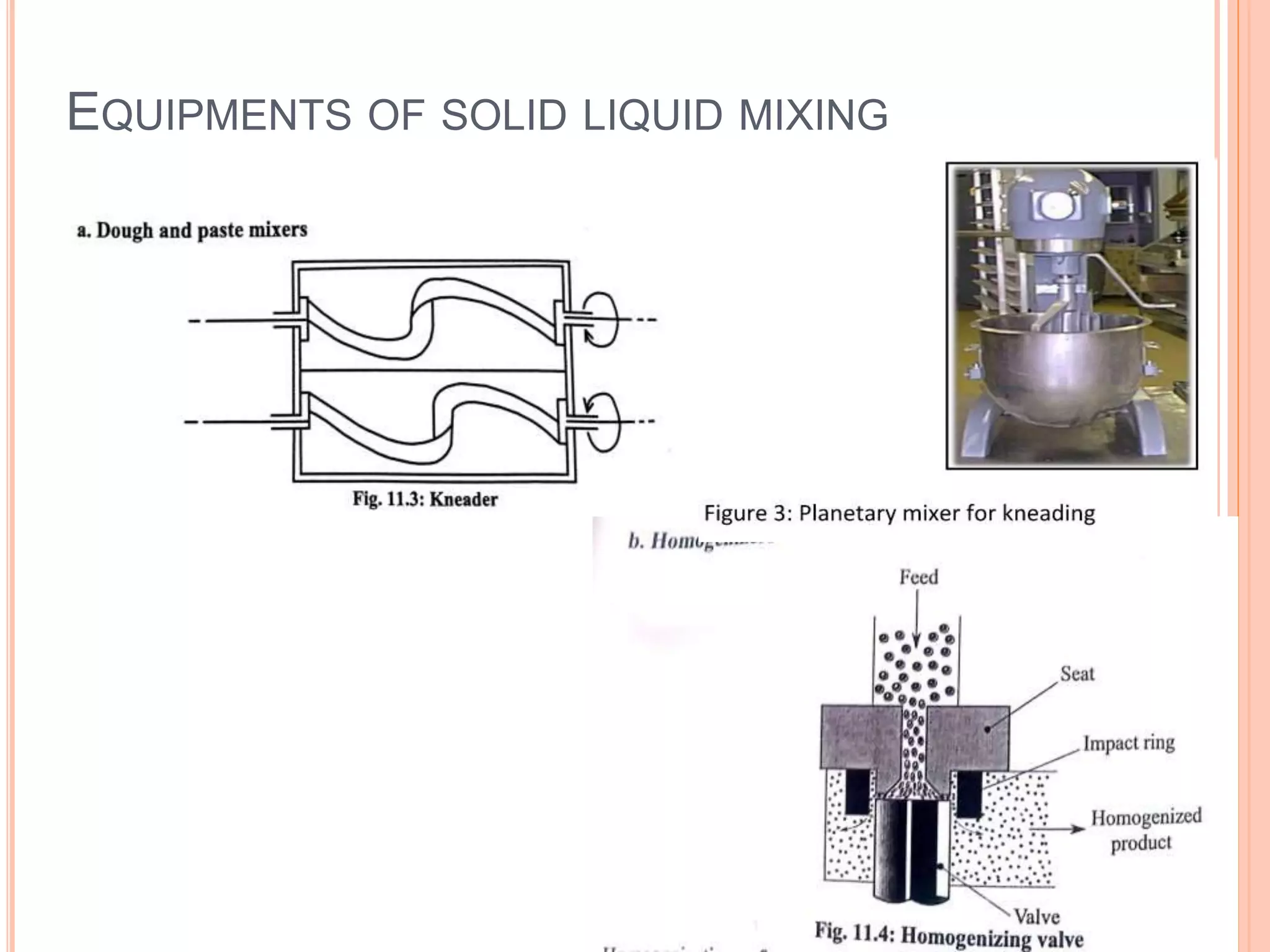
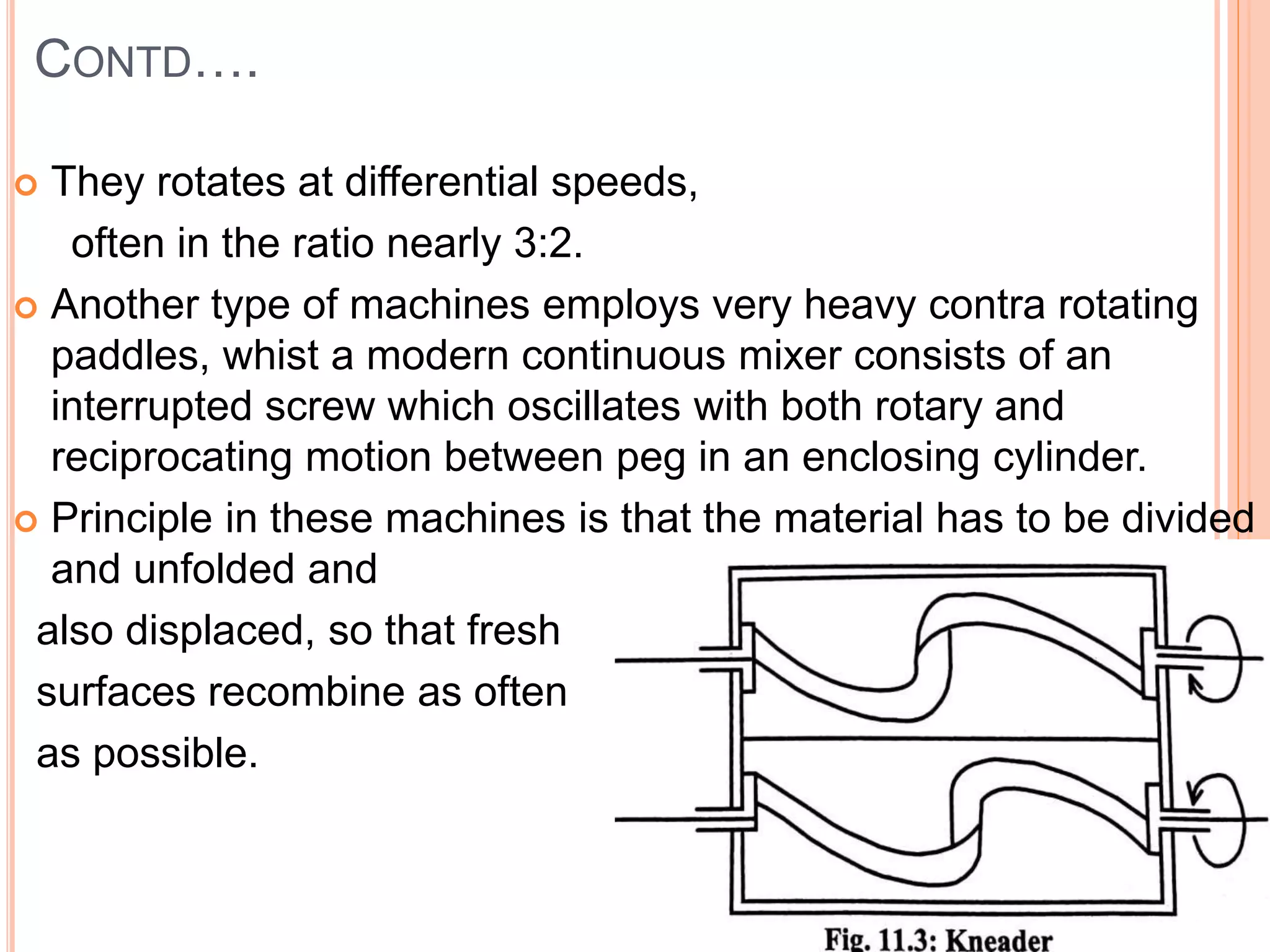
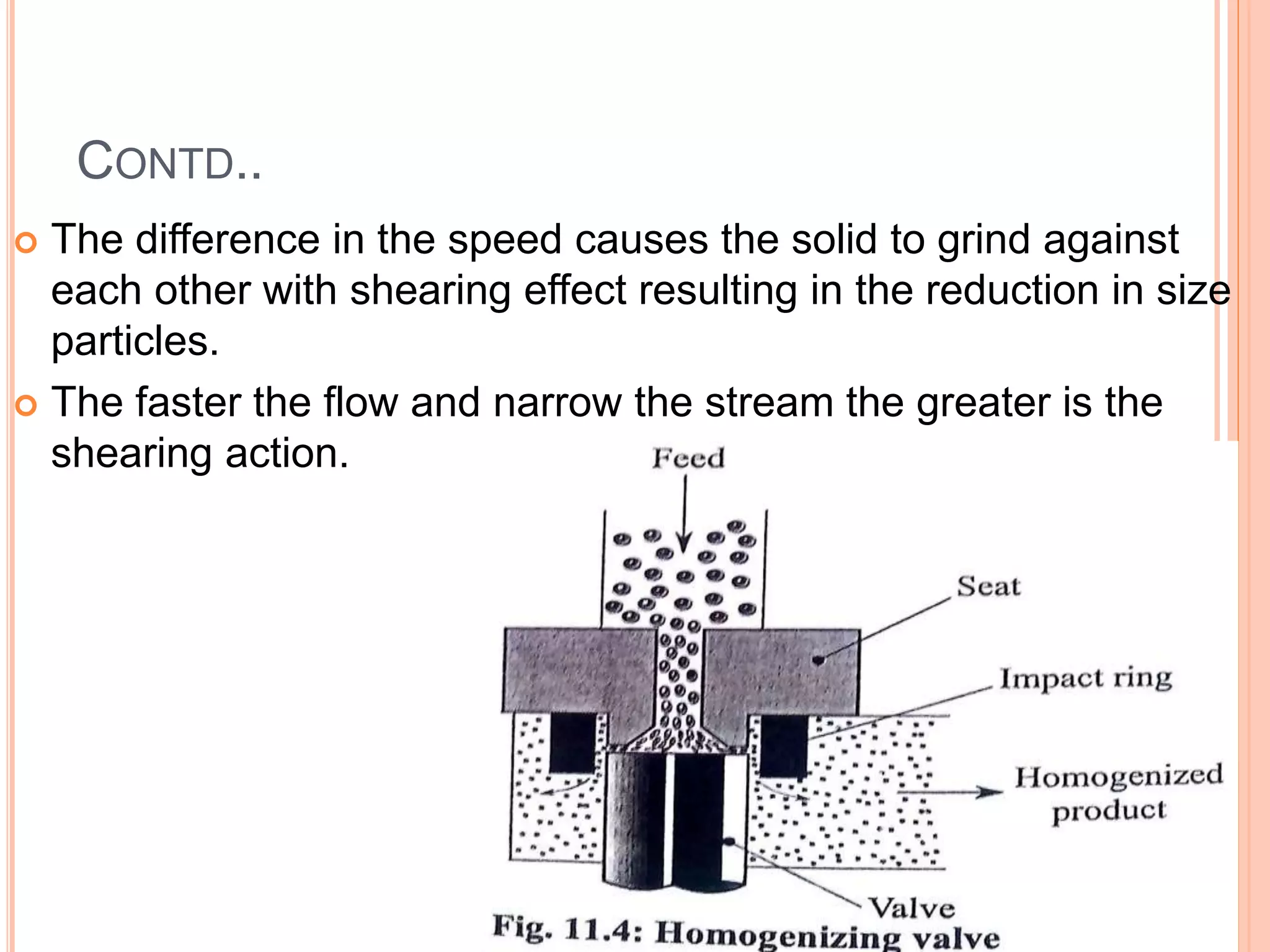
- Equipment used for mixing like kneaders, homogenizers, and paddle or propeller impellers.
- Applications of mixing in food and other industries like chemicals, polymers, cosmetics, and more.











































![[Power Point] Mixing - Pharmaceutical Engineering](https://cdn.slidesharecdn.com/ss_thumbnails/forslideshare-151107043333-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)



























