Downloaded 311 times






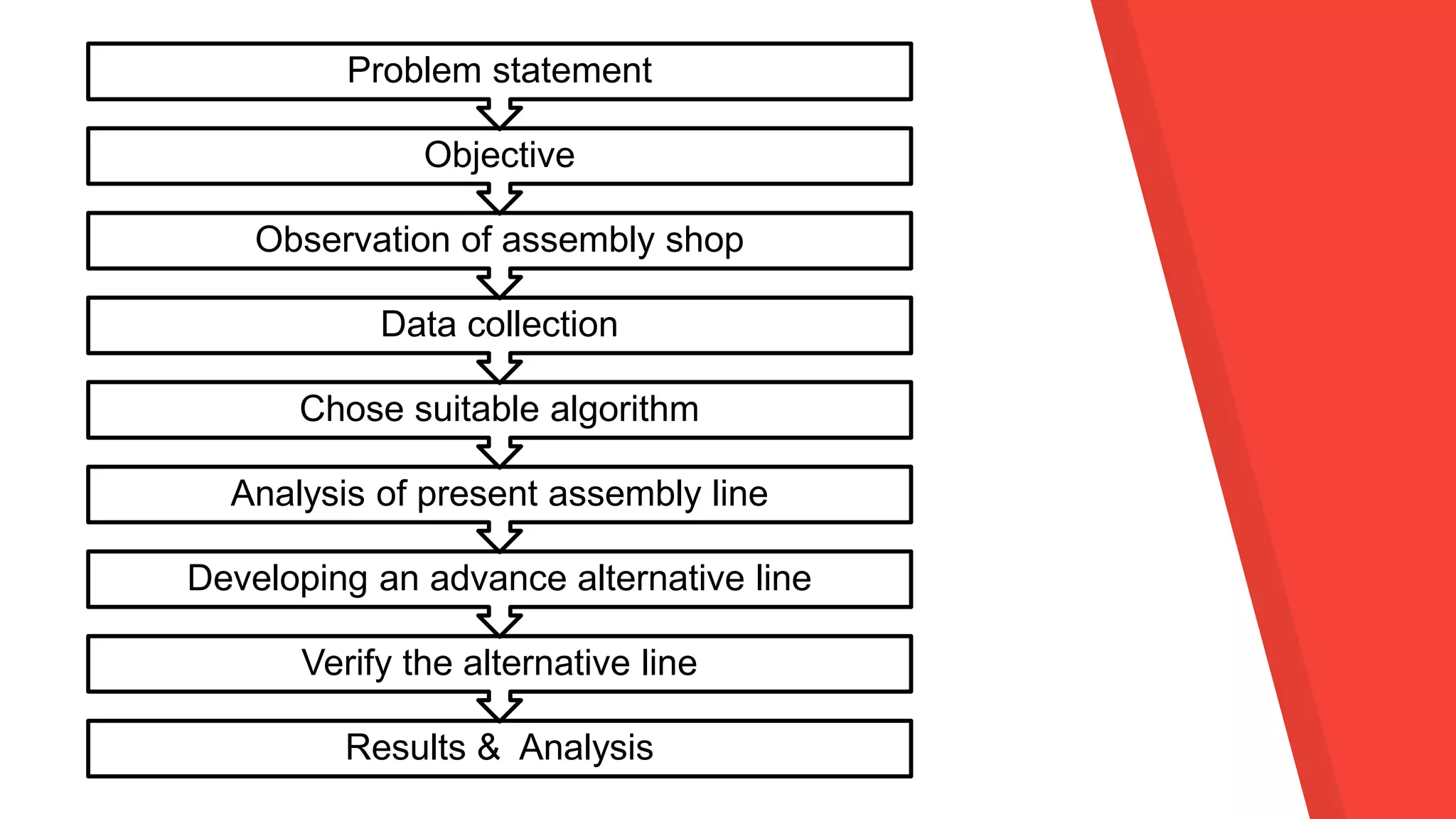
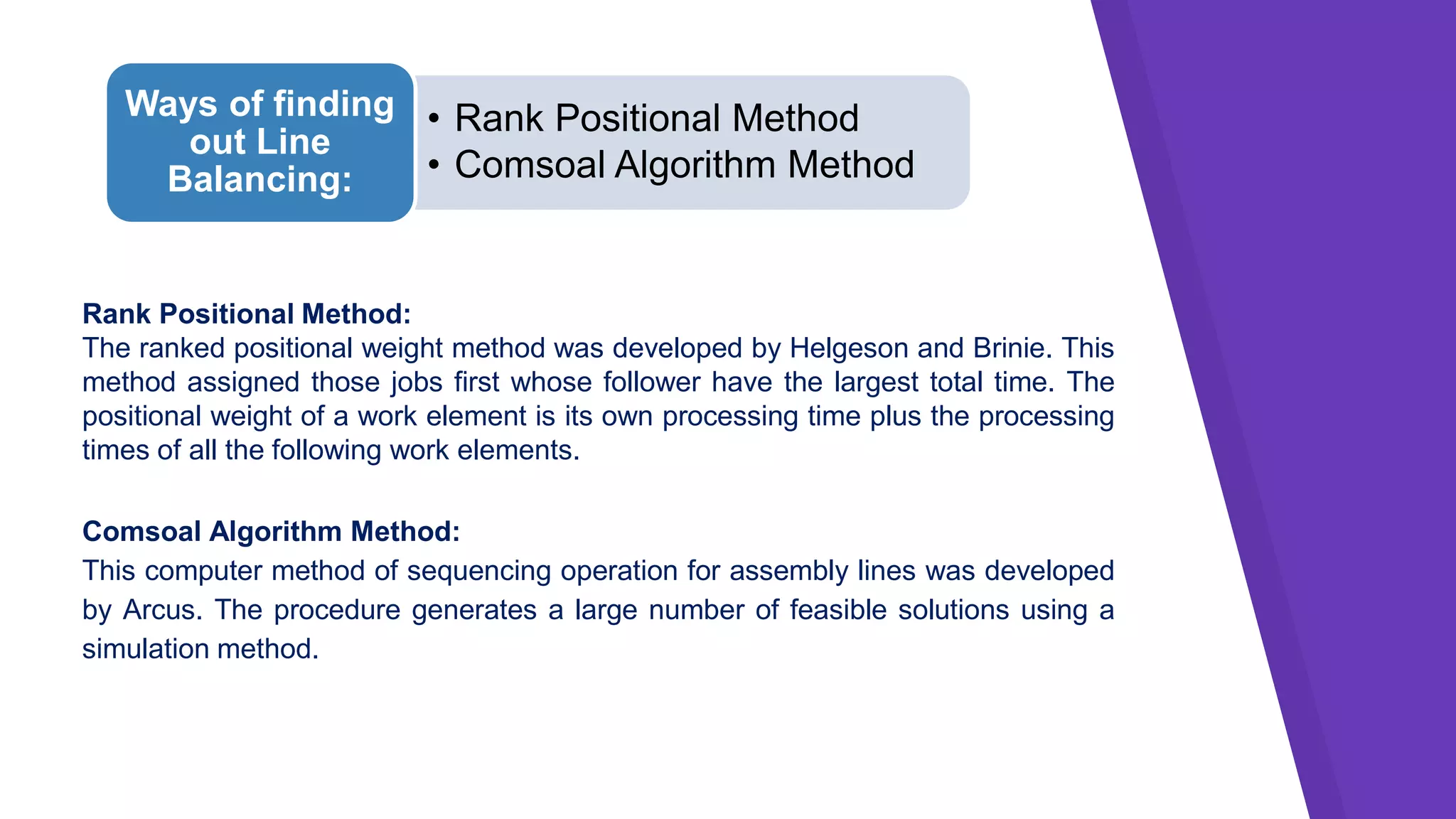
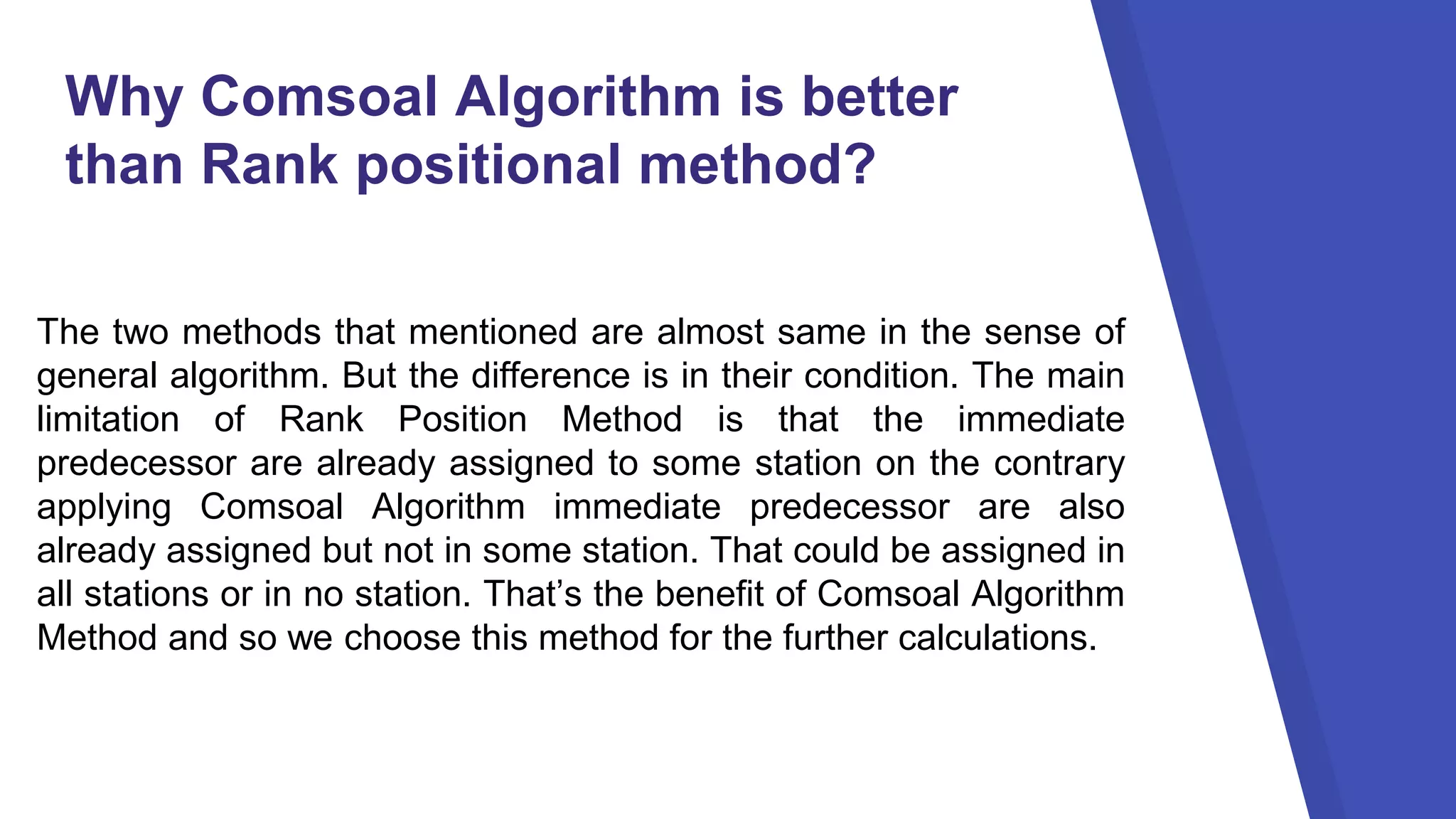









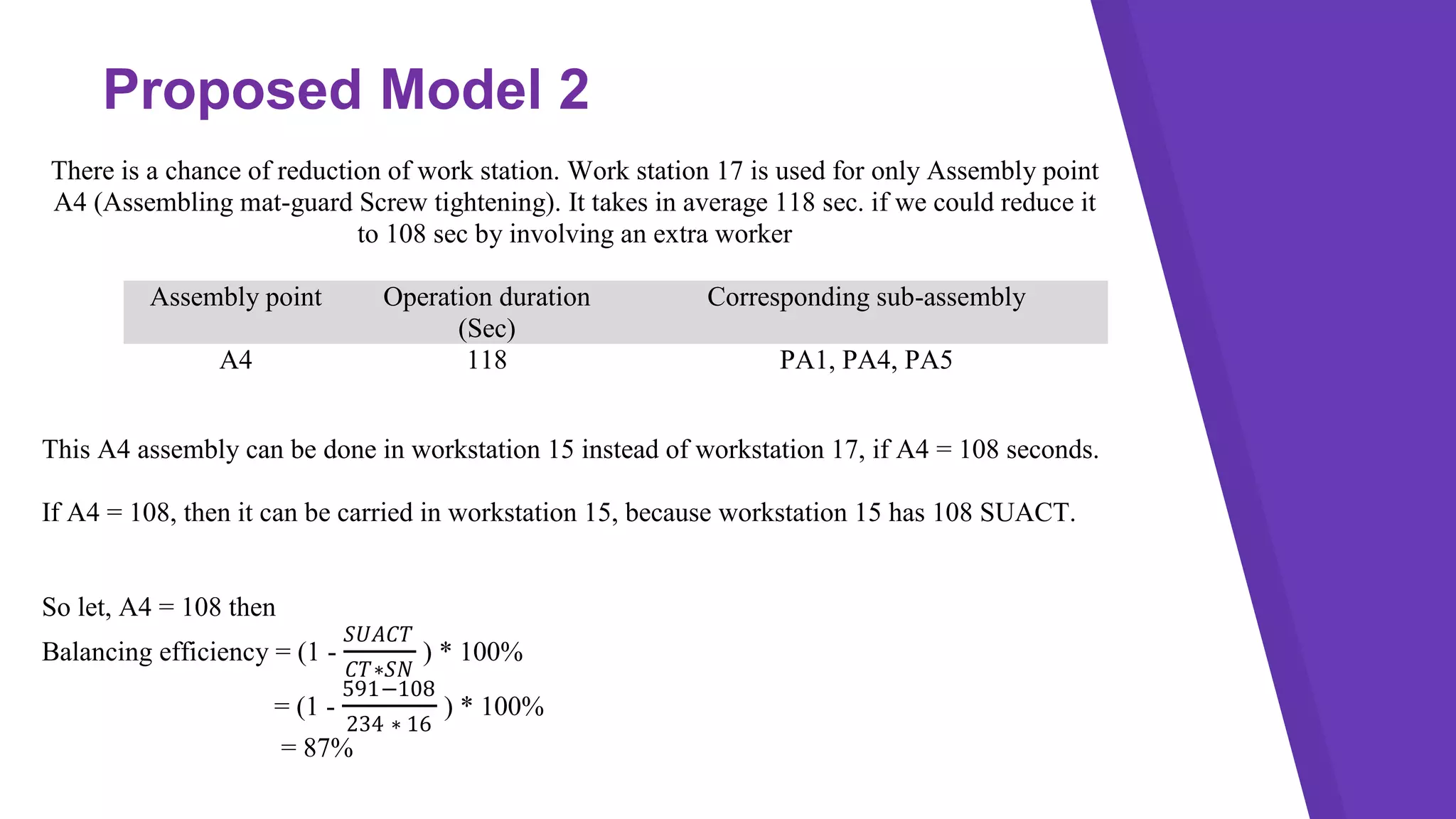
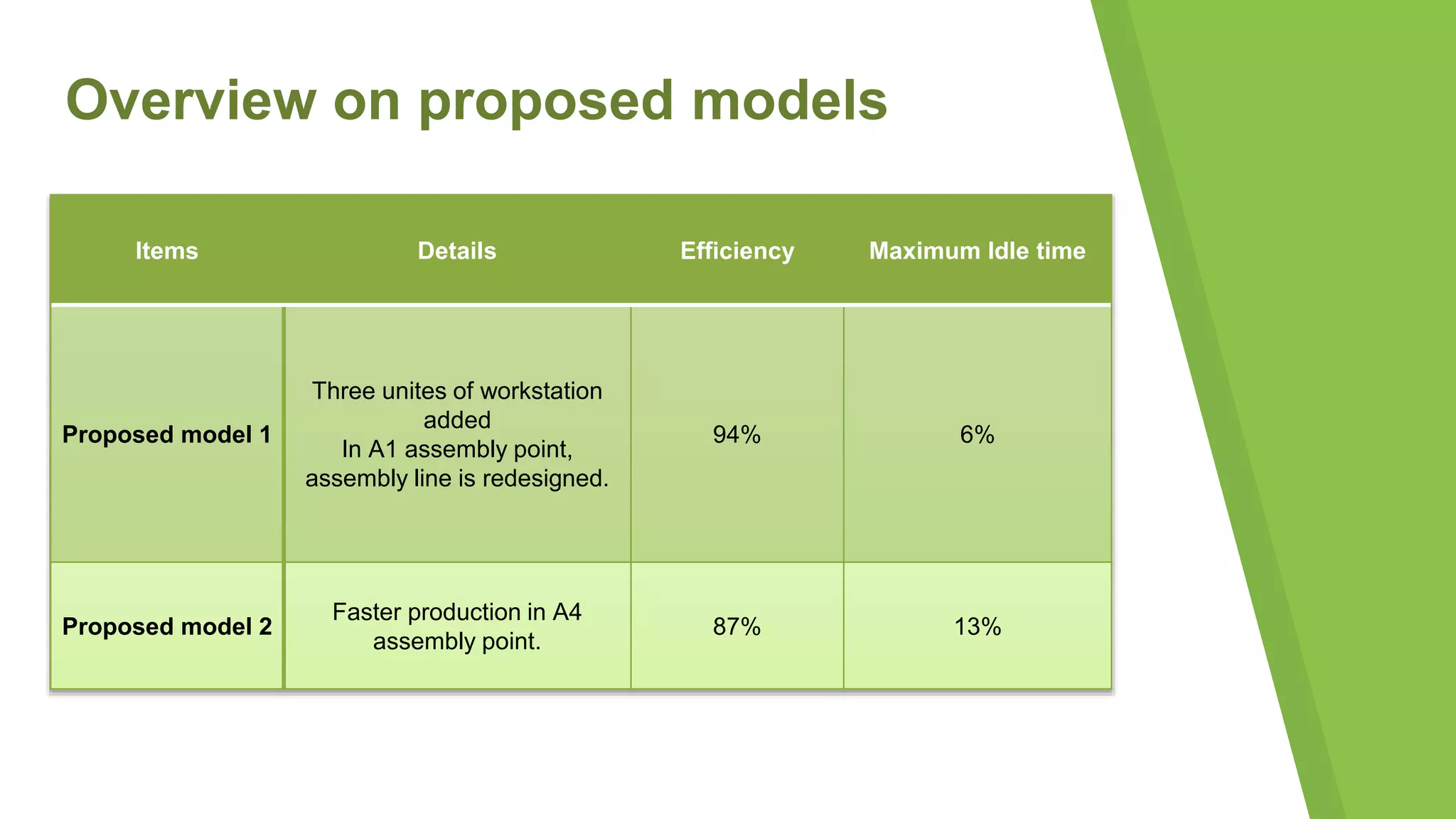



The document is a case study presentation on improving productivity through efficient line balancing at Runner Automobiles Ltd., focusing on a specific motorbike model. It outlines the methodology, objectives, problem definition, and techniques used in line balancing, notably comparing the rank positional and COMSOAL algorithm methods. The conclusion highlights that achieving higher line efficiency and balanced workloads among operators can significantly enhance production volume and profitability for the company.