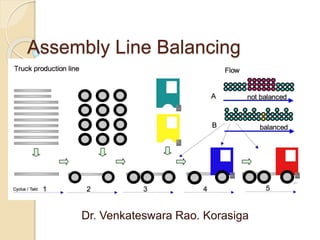
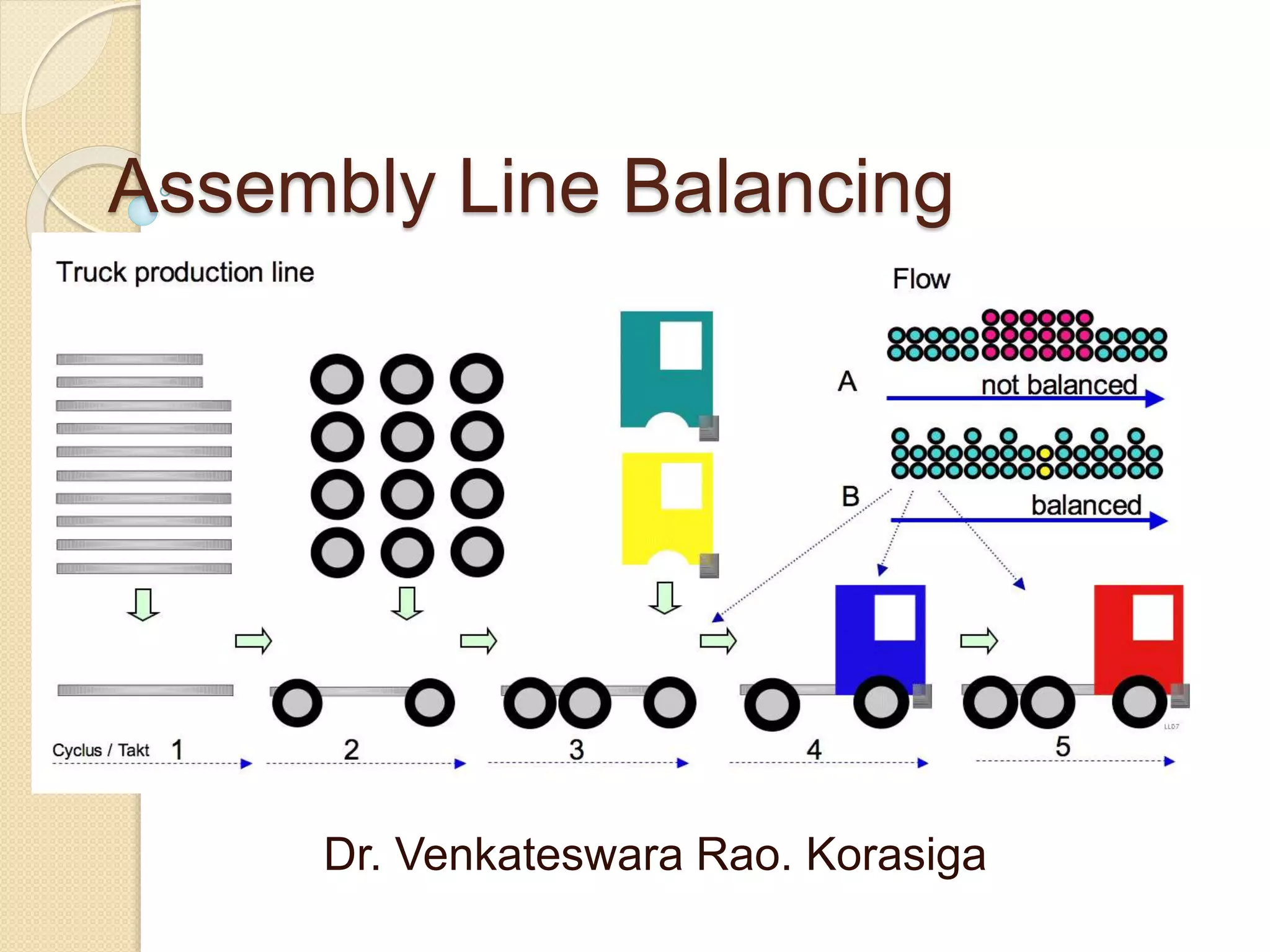
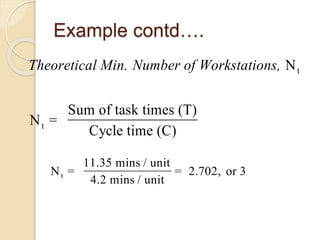
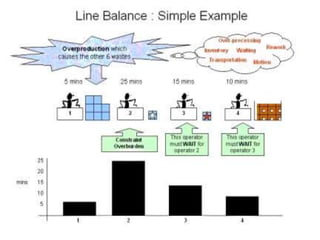
Assembly line balancing is the process of assigning operations to workstations along an assembly line to optimize productivity. The goal is to minimize the number of workstations needed and balance the workload across stations so that no station is overburdened. This balancing of work is important to maximize efficiency and reduce costs, as an optimal assignment can save a company millions per year compared to a suboptimal configuration. Common objectives of line balancing include minimizing cycle times, balancing workloads, and considering operational precedence constraints.




































![Hacking-Uncovered-How-People-Get-Hacked-and-How-to-Stay-Safe[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/hacking-uncovered-how-people-get-hacked-and-how-to-stay-safe1-260130170011-4883a9c7-thumbnail.jpg?width=640&height=640&fit=bounds)


![제 23회 보아즈(BOAZ) 빅데이터 컨퍼런스 - [MBOAX] : ABSA를 활용한 소비자 반응 분석 기반 운영 효율화 대시보드 설계](https://cdn.slidesharecdn.com/ss_thumbnails/3-1boaz23rdconferencemboax-260203102709-9d519923-thumbnail.jpg?width=640&height=640&fit=bounds)

![7.__Developing_a_Research_Proposal[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/7-260131073037-df92dd7d-thumbnail.jpg?width=640&height=640&fit=bounds)




