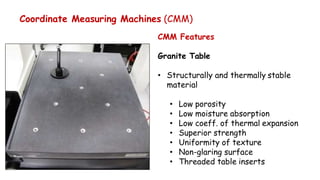
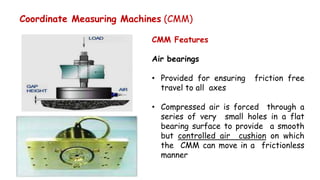
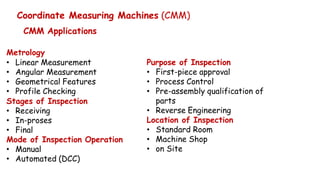
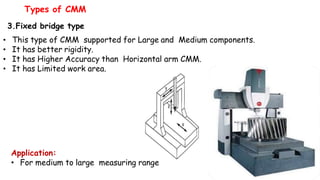
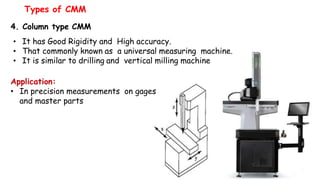
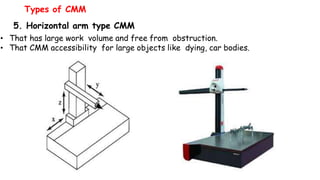
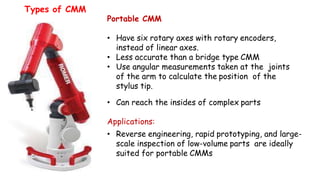
The document discusses Coordinate Measuring Machines (CMM), which are electromechanical systems used for coordinate metrology to measure the physical geometrical characteristics of objects. It outlines the components, types, features, applications of CMM, and probes used, including the potential causes of measurement errors due to alignment, calibration, and environmental factors. Various CMM types, such as cantilever, moving bridge, and gantry, are highlighted for their specific advantages and applications.
![BAHIR DAR UNIVERSITY
BAHIR DAR INSTITUTE OF TECHNOLOGY (BiT)
FACULTY OF MECHANICAL AND INDUSTRIAL
ENGINEERING
Rapid Prototyping & Reverse Engineering
[MEng6123]
Reverse Engineering
Coordinate Measuring Machine (CMM)](https://image.slidesharecdn.com/lecture09-201226203103/85/Lecture-09-Coordinate-Measuring-Machine-CMM-1-320.jpg)
![BAHIR DAR UNIVERSITY
BAHIR DAR INSTITUTE OF TECHNOLOGY (BiT)
FACULTY OF MECHANICAL AND INDUSTRIAL
ENGINEERING
Rapid Prototyping & Reverse Engineering
[MEng6123]
Reverse Engineering
Coordinate Measuring Machine (CMM)](https://image.slidesharecdn.com/lecture09-201226203103/75/Lecture-09-Coordinate-Measuring-Machine-CMM-1-2048.jpg)












































































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)




