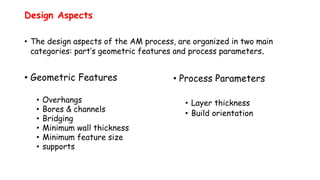
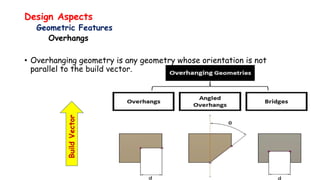
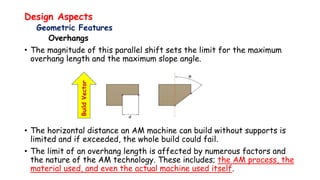
The document provides an extensive overview of Design for Additive Manufacturing (DfAM), emphasizing its principles, goals, and considerations for optimizing the design of parts for additive manufacturing processes. It discusses the significance of geometric features, process parameters, and design strategies that impact the manufacturability, functionality, and efficiency of produced components. Examples include the optimization of designs to leverage additive manufacturing's capabilities, such as complex geometries and weight reduction, and highlights critical design considerations like overhangs, wall thickness, and orientation.
![BAHIR DAR UNIVERSITY
BAHIR DAR INSTITUTE OF TECHNOLOGY (BiT)
FACULTY OF MECHANICAL AND INDUSTRIAL
ENGINEERING
Rapid Prototyping & Reverse Engineering
[MEng6123]
Design for Additive Manufacturing (DfAM)](https://image.slidesharecdn.com/lecture03-201226205809/85/Lecture-03-Design-for-Additive-Manufacturing-1-320.jpg)
![BAHIR DAR UNIVERSITY
BAHIR DAR INSTITUTE OF TECHNOLOGY (BiT)
FACULTY OF MECHANICAL AND INDUSTRIAL
ENGINEERING
Rapid Prototyping & Reverse Engineering
[MEng6123]
Design for Additive Manufacturing (DfAM)](https://image.slidesharecdn.com/lecture03-201226205809/75/Lecture-03-Design-for-Additive-Manufacturing-1-2048.jpg)