The lost wax casting technique involves:
1. Surrounding a wax pattern with an investment material mold.
2. Heating to eliminate the wax.
3. Introducing molten metal into the mold through a sprue channel.
Investing and Casting
Prof.Hesham Ibrahim Othman
Professor and head of Crown and Bridge Dept. Al-Azhar University
2.
The lost waxcast technique has been use to
convert wax pattern to cast metal, the process
consists of:
1- Surrounding the wax pattern with a mold of
heat resistance investment material
2- Eliminating the wax by heating
3- Introducing molten metal into the mold through
a channel called sprue
4.
Prerequisites
1- Finishing ofwax pattern
2- Carefully evaluation of pattern for
smoothness, finish, and contour under
magnification, and any residual flash (wax that
extends beyond the preparation margin) is
removed.
3- A sprue is attached to the pattern.
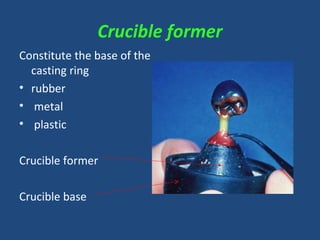
4- The pattern is then removed from the die and
attached to a crucible former
5- The wax pattern must be invested
immediately because any delay leads to
distortion of the pattern as a result of stress relief
of the wax.
5.
Sprue Former
• Itis that passage leading from the crucible
to the mold cavity
• Sprue design will vary depending on the
type of the restoration being casted, the
alloy used, and the casting machine.
6.
Basic requirements ofsprue former
1-The sprue must allow molten wax to
escape from the mold
2- the sprue must allow molten
metal/alloy to flow into the mold with
as little turbulence as possible
3-The alloy within the sprue must
remain molten longer than the alloy
that has filled the mold
According to thematerial of the sprue
1-Wax
preferred because they melt at the same rate of the wax
pattern
2-Plastic
they may be used when casting fixed partial dentures because of
the added rigidity
3-Metallic
a- solid
b- hollowed
metallic sprue former must be made from non-rusting materials
to avoid contamination of the interface area between the wax
and investment
Special care should be taken during removal of metallic sprue to
avoid cheeping of the investment into the sprue channel which
can lead to incomplete casting
Sprue former Diameter
Size:
Forcentrifugal casting machine
The sprue should be thicker than the thickest portion
of the wax pattern
• 2.6 mm (10 gauge)for molar and metal ceramic
restorations
• 2 mm (12 gauge)for premolar and
partial coverage
For air pressure casting machine
• narrow sprue at the area of attachment to wax
pattern is used for forcing of metal to mold cavity
11.
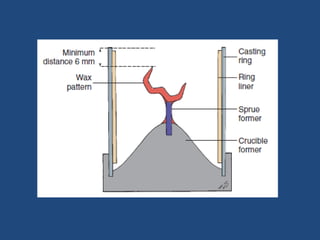
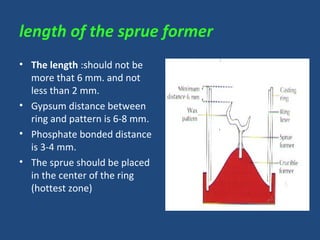
length of thesprue former
• The length :should not be
more that 6 mm. and not
less than 2 mm.
• Gypsum distance between
ring and pattern is 6-8 mm.
• Phosphate bonded distance
is 3-4 mm.
• The sprue should be placed
in the center of the ring
(hottest zone)
12.
If the patternis too close to the end of
the ring, the
molten alloy may blast through the
investment during casting; if it is too
far, gases may not escape rapidly
enough to permit complete filling of
the mold with alloy.
13.
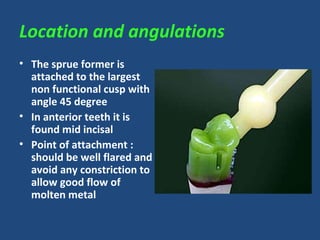
Location and angulations
•The sprue former is
attached to the largest
non functional cusp with
angle 45 degree
• In anterior teeth it is
found mid incisal
• Point of attachment :
should be well flared and
avoid any constriction to
allow good flow of
molten metal
14.
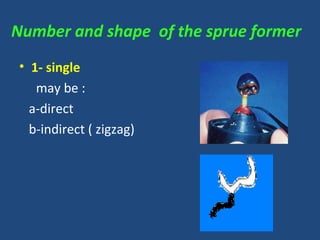
Number and shapeof the sprue former
• 1- single
may be :
a-direct
b-indirect ( zigzag)
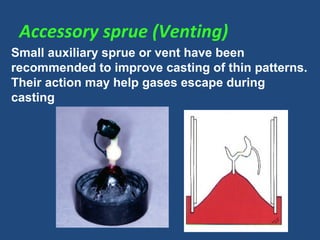
Accessory sprue (Venting)
Smallauxiliary sprue or vent have been
recommended to improve casting of thin patterns.
Their action may help gases escape during
casting
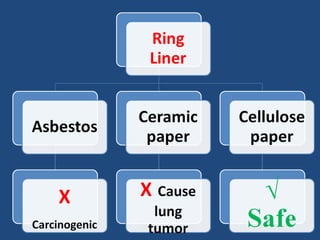
Casting ring andliners
• The casting ring serves as a container for the
investment while it sets and restricts the setting
expansion of the mold.
• Aim of liners:
1- act as cushion
2- venting
3-Facliltate removal of investment after finishing of
casting
4- Share in hygroscopic expansion when it is placed wet
Dry liner may absorb water from the investment which
cause undesired increase of the total setting expansion
25.
Ringless Investment Technique
Withthe use of higher strength, phosphate-
bonded investments, the ringless technique
has become quite popular.
The method entails the use of a paper or
plastic casting ring and is designed to allow
unrestricted expansion.
This can be useful with higher melting
alloys that shrink more because of a larger
cooling trajectory.
26.
The position ofthe pattern in the casting ring
also affects expansion.
For consistent results, a single crown should
be centered in the ring, equidistant from
its walls. When fixed prostheses are cast as
one piece, accuracy is better if the pattern is
placed near the center of a large or special
oval ring, rather than if a portion of
a multiunit wax pattern is only partially
centered and partially near the edge of a
smaller ring
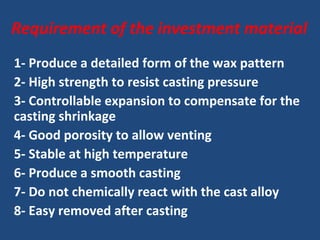
Requirement of theinvestment material
1- Produce a detailed form of the wax pattern
2- High strength to resist casting pressure
3- Controllable expansion to compensate for the
casting shrinkage
4- Good porosity to allow venting
5- Stable at high temperature
6- Produce a smooth casting
7- Do not chemically react with the cast alloy
8- Easy removed after casting
32.
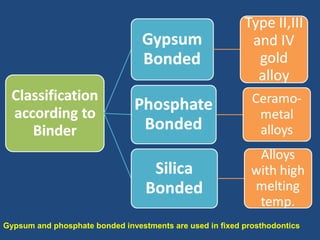
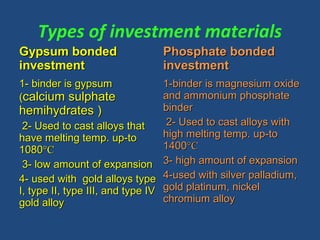
Types of investmentmaterials
Gypsum bondedGypsum bonded
investmentinvestment
Phosphate bondedPhosphate bonded
investmentinvestment
1- binder is gypsum1- binder is gypsum
((calcium sulphatecalcium sulphate
hemihydrates )hemihydrates )
2- Used to cast alloys that2- Used to cast alloys that
have melting temp. up-tohave melting temp. up-to
10801080°C°C
3- low amount of expansion3- low amount of expansion
4- used with gold alloys type4- used with gold alloys type
I, type II, type III, and type IVI, type II, type III, and type IV
gold alloygold alloy
1-binder is magnesium oxide1-binder is magnesium oxide
and ammonium phosphateand ammonium phosphate
binderbinder
2- Used to cast alloys with2- Used to cast alloys with
high melting temp. up-tohigh melting temp. up-to
14001400°C°C
3- high amount of expansion3- high amount of expansion
4-used with silver palladium,4-used with silver palladium,
gold platinum, nickelgold platinum, nickel
chromium alloychromium alloy
33.
Investment expansion
Types ofinvestment expansion
1- Normal setting expansion
2- Hygroscopic expansion
3- Thermal expansion
Factor increasing the expansion of the investment
1-use of one or two dry ring liner
2- use of excess wet liner
3-increase spatulation rate
4-submerging the ring in water bath for one hour
Q :why we need expansion?
A : To compensate shrinkage that had been
developed during metal solidification after casting
Investing Techniques
1- BrushTechnique
2- Vacuum Technique
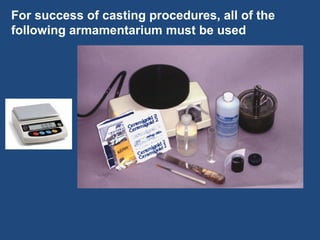
Armamentarium
Vacuum mixer- bowel- vibrator- spatula- brush- surfactant- casting ring- liner-
investment powder& liquid
Brush technique
1- The pattern is first painted with surface tension reducer
2- Surface must be wet completely
3- Mix powder and liquid in bowel are mixed manually first,
then transferred to vacuum mixer
4- Attach the vacuum hose to the
bowel, evacuate air, mechanically
spatulated
5- Coat the pattern with investment
pushing the material a head of the
brush from one point and gently vibrate
6- Place the ring over the crucible base with
vibration pour the investment down the side till fill the ring
38.
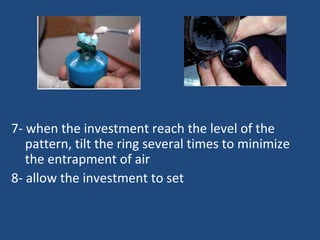
7- when theinvestment reach the level of the
pattern, tilt the ring several times to minimize
the entrapment of air
8- allow the investment to set
39.
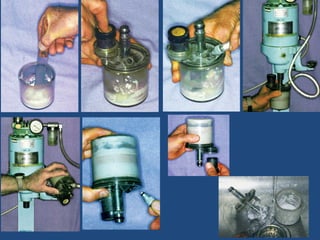
Vacuum technique
1- Handspatulate the mix
2- Attach the ring to the mixing bowel
3- Attach the vacuum hose and mix
4- Invert the bowel and under vibration fill
the ring
5- Remove the vacuum hose before
shutting off the mixer
6- Remove the ring and crucible former
from the bowel
7- Immediately clean the bowel and mixing
blade under running water
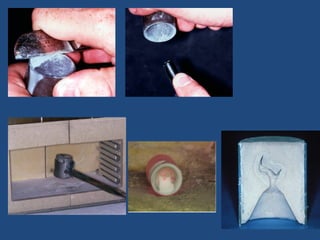
Step by stepprocedures
1- Allow the investment to set for one hours
2- Remove the rubber crucible former
3- Reexamine the ring for residual particles
4- Place the ring with the sprue face down in the
furnace on a ribbed tray, to allow easy flow of the
wax
5- bring the furnace to 200°C for 30 minutes.
6- invert the ring and increase the heat to the final
burnout temp. 650°C for 45 minutes, to allow
complete escape of all gasses
7- visually inspect before casting
44.
Accelerated casting Technique
Conventionalcasting techniques require 1 : 2 hours (for
setting of investment and wax elimination)
An accelerated casting procedure that reduces this time to 30
to 40 minutes has been proposed.
Initially suggested as a way to make cast post-and-core
restorations in a one-visit procedure,
The procedure has been found to produce castings with
accuracy and surface roughness similar to those produced
by traditional methods.
The technique entails the use of a phosphate-bonded
investment
that is given approximately 15 minutes for bench set
and a 15-minute wax elimination by placing the ring
in a furnace preheated to 815°C.
Fluxing
• Fluxes usedwith gold casting only
• Importance of flux :
1-the primary purpose of flux is to prevent
oxidation of the alloy.
2-increase fluidity of the metal
3- reduce the melting temperature of the alloy
• Examples of flux
a- Borax powder with boric acid powder
b- Charcoal powder
52.
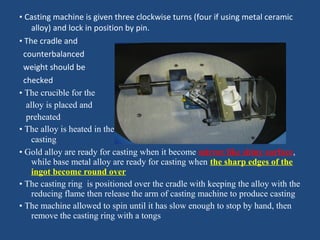
• Casting machineis given three clockwise turns (four if using metal ceramic
alloy) and lock in position by pin.
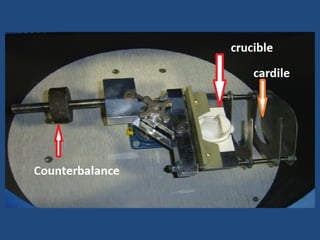
• The cradle and
counterbalanced
weight should be
checked
• The crucible for the
alloy is placed and
preheated
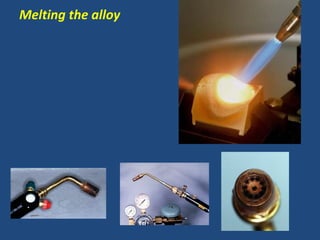
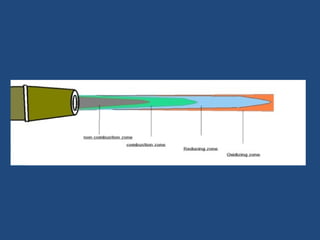
• The alloy is heated in the reducing part of the flame until it is ready for
casting
• Gold alloy are ready for casting when it become mirror like shiny surface,
while base metal alloy are ready for casting when the sharp edges of the
ingot become round over
• The casting ring is positioned over the cradle with keeping the alloy with the
reducing flame then release the arm of casting machine to produce casting
• The machine allowed to spin until it has slow enough to stop by hand, then
remove the casting ring with a tongs
53.
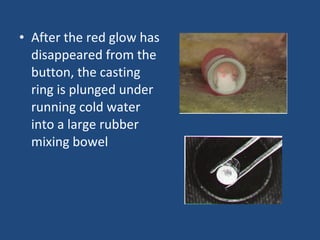
• After thered glow has
disappeared from the
button, the casting
ring is plunged under
running cold water
into a large rubber
mixing bowel
54.
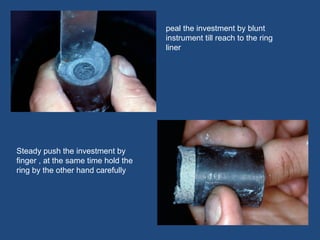
peal the investmentby blunt
instrument till reach to the ring
liner
Steady push the investment by
finger , at the same time hold the
ring by the other hand carefully
55.
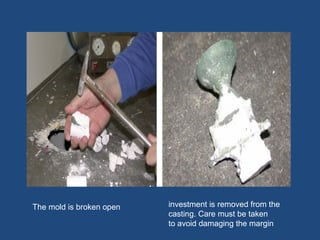
The mold isbroken open investment is removed from the
casting. Care must be taken
to avoid damaging the margin










































![Recent advancements in denture base materials [autosaved]](https://cdn.slidesharecdn.com/ss_thumbnails/recentadvancementsindenturebasematerialsautosaved-181219143003-thumbnail.jpg?width=640&height=640&fit=bounds)


























































