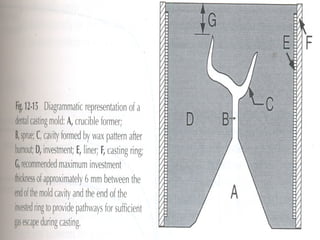
The document outlines the casting procedures used in dental restorations, detailing the steps such as wax pattern preparation, investing, burnout, casting, and cleaning. It explains the different methods of preparing wax patterns (direct and indirect), types of investments, and principles for sprue design and attachment to optimize casting performance. Additionally, it discusses machinery for melting alloys and methods for cleaning castings post-production.